贴标签治具
【技术领域】
1.本实用新型涉及一种贴标签治具,特别涉及一种将侧面标签和灯标签安装至电池包上的贴标签治具。
背景技术:
2.电动工具是一类由电机驱动工作头运转,以对工件进行抛光、切割、打孔或者紧固作业的机器,现有的电动工具采用交流或者直流的方式供电,而直流供电需要在电动工具上插接电池包。
3.电池包为了美观和便于观察参数,会在电池包的机身上安装侧面标签和灯标签,现有技术中,是通过人工贴标签的方式来进行,即工人手动从标签剥离机上剥下标签后,再贴到电池包上,作业繁琐且效率低。
4.鉴于此,确有必要提供一种自动化的贴标签治具,以克服现有技术存在的缺陷。
技术实现要素:
5.针对现有技术的不足,本实用新型的目的在于提供一种操作简单且效率高的贴标签治具。
6.本实用新型解决现有技术问题可采用如下技术方案:一种贴标签治具,适用于将标签安装至电池包的表面,所述标签包括侧面标签和灯标签;所述贴标签治具包括基座、安装在所述基座上的第一轨道和第二轨道、位于所述第一轨道旁侧的侧面标签安装模组、位于所述第二轨道旁侧的灯标签安装模组及位于所述第一轨道和所述第二轨道上方的搬送模组,所述电池包在所述第一轨道上移动,所述侧面标签安装模组将所述侧面标签安装至所述电池包的侧面;所述电池包在所述第二轨道上移动,所述灯标签安装模组将所述灯标签安装至所述电池包的端面,所述搬送模组抓取所述电池包,并将所述电池包在所述第一轨道和所述第二轨道之间进行转移。
7.进一步改进方案为:所述侧面标签安装模组包括邻近所述第一轨道的第一剥离刃、贴靠于所述第一剥离刃的侧面标签带、将所述侧面标签带抵压在所述第一剥离刃上的压紧胶片及接触所述侧面标签的胶轮,所述侧面标签从所述侧面标签带上分离后,经由所述胶轮安装至所述电池包的侧面。
8.进一步改进方案为:所述侧面标签安装模组包括卷绕有所述侧面标签带的第一送料机构、引导所述侧面标签带的第一滚筒及回收所述侧面标签带的第一收纸机构,所述侧面标签带在所述第一送料机构和所述第一收纸机构之间移动,所述第一滚筒设置于所述侧面标签带经过所述第一剥离刃的上游和下游位置。
9.进一步改进方案为:所述灯标签安装模组包括邻近所述第二轨道的第二剥离刃、贴靠于所述第二剥离刃的灯标签带及接触所述灯标签的吸盘组件,所述灯标签从所述灯标签带上分离后,被所述吸盘组件吸附并安装至所述电池包上。
10.进一步改进方案为:所述灯标签安装模组包括卷绕有所述灯标签带的第二送料机
构、引导所述侧面标签带的第二滚筒及回收所述侧面标签带的第二收纸机构,所述灯标签带在所述第二送料机构和所述第二收纸机构之间移动,所述第二滚筒设置于所述灯标签带经过所述第二剥离刃的上游和下游位置。
11.进一步改进方案为:所述吸盘组件包括吸附所述灯标签的吸盘、驱动所述吸盘上下移动的螺杆电机、驱动所述吸盘左右移动的移动模组及驱动所述吸盘转动的转动模组,所述第二剥离刃的上表面和所述电池包的端面相交,从所述灯标签带上分离出的所述灯标签经由所述转动模组转动后安装至所述电池包的端面。
12.进一步改进方案为:所述贴标签治具包括安装在所述基座上的出料流水线,所述出料流水线和所述第一轨道位于所述基座的两侧,且所述出料流水线和所述第一轨道的中心位于同一条直线上。
13.进一步改进方案为:所述第二轨道位于所述出料流水线和所述第一轨道之间,且所述第二轨道垂直于所述出料流水线和所述第一轨道,所述搬送模组抓取并转动所述电池包,以将所述电池包在所述第一轨道和所述第二轨道之间进行转移。
14.进一步改进方案为:所述搬送模组位于所述出料流水线的上方,所述电池包经由所述搬送模组移动至所述出料流水线。
15.进一步改进方案为:所述侧面标签设置于所述电池包的两侧,所述侧面标签安装模组具有两个且位于所述第一轨道的两侧,所述电池包在所述第一轨道上移动的过程中,所述侧面标签安装模组将所述侧面标签安装至所述电池包的两侧面。
16.与现有技术相比,本实用新型具有如下有益效果:通过设计一种自动化的贴标签治具,以取代人工贴标签的作业方式,操作简单且大大提高了标签安装至电池包的效率。出料流水线和第一轨道位于基座的两侧,且出料流水线和第一轨道的中心位于同一条直线上,使得贴标签治具的各个模块排布合理且布局美观;第二轨道位于出料流水线和第一轨道之间,且第二轨道垂直于出料流水线和第一轨道,使得第二轨道、出料流水线和第一轨道三者的端部汇聚在一起,搬送模组由此占据的体积较小,降低了贴标签治具的制造成本。
【附图说明】
17.下面结合附图对本实用新型的具体实施方式做进一步详细的说明:
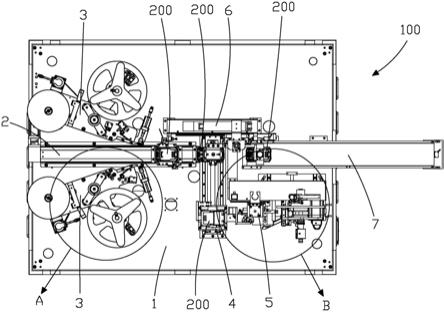
18.图1是本实用新型贴标签治具的整体结构示意图;
19.图2是图1所示贴标签治具中圈a的放大图;
20.图3是图1所示贴标签治具中圈b的放大图;
21.图4是本实用新型电池包的整体结构示意图。
【具体实施方式】
22.下面结合附图和实施方式对本实用新型作进一步详细说明。
23.请参阅图1和图4所示,本实用新型公开了一种贴标签治具100,并适用于将标签安装至电池包200的表面,标签包括设置于电池包200相对两侧面的一对侧面标签201和设置于电池包200端面的一个灯标签202,而电池包200的表面对应的具有安装侧面标签201和灯标签202的安装槽。
24.请参阅图1所示,上述贴标签治具100包括基座1、安装在基座1上的第一轨道2和第
二轨道4、位于第一轨道2旁侧的侧面标签安装模组3、位于第二轨道4旁侧的灯标签安装模组5、安装在基座1上的出料流水线7及位于第一轨道2、第二轨道4和出料流水线7上方的搬送模组6,电池包200在第一轨道2上移动,侧面标签安装模组3将侧面标签201安装至电池包200的侧面;电池包200在第二轨道4上移动,灯标签安装模组5将灯标签202安装至电池包200的端面,而搬送模组6抓取并转动电池包200,以将电池包200在第一轨道2和第二轨道4之间进行转移,等待电池包200安装好侧面标签201和灯标签202之后,电池包200被搬送模组6抓取并转动,随后经由搬送模组6移动至出料流水线7。
25.在本实施方式中,上述侧面标签安装模组3具有两个且位于第一轨道2的两侧,电池包200在第一轨道2上移动的过程中,侧面标签安装模组3将侧面标签201安装至电池包200的两侧面。
26.请再参阅图1所示,本实用新型贴标签治具100的运行步骤如下:
27.s1:未贴标签的电池包200被放置在第一轨道2的起始端部,电池包200在第一轨道2上移动,且移动的过程中,一对侧面标签安装模组3将侧面标签201分别安装至电池包200的两侧面,且电池包200移动至第一轨道2的末端。
28.s2:搬送模组6抓取并转动电池包200,并将电池包200从第一轨道2转移至第二轨道4的起始端部,电池包200在第二轨道4上移动至灯标签安装模组5的位置处,且灯标签安装模组5将灯标签202安装至电池包200的端面,安装完之后,电池包200在第二轨道4上返回至第二轨道4的起始端部。
29.s3:搬送模组6抓取并转动电池包200,并将电池包200从第二轨道4转移至出料流水线7上,且电池包200被出料流水线7传送至终点位置处。
30.应当理解的是,上述步骤s1和步骤s2的顺序可以进行切换,即电池包200可以先安装灯标签202,随后再安装侧面标签201。
31.在本实施方式中,上述出料流水线7和第一轨道2位于基座1的两侧,且出料流水线7和第一轨道2的中心位于同一条直线上;而第二轨道4位于出料流水线7和第一轨道2之间,且第二轨道4垂直于出料流水线7和第一轨道2。如此设置,贴标签治具100的各个模块排布合理且布局美观;另外,第二轨道4、出料流水线7和第一轨道2三者的端部汇聚在一起,搬送模组6由此占据的体积较小,降低了贴标签治具100的制造成本。
32.请参阅图2所示,上述侧面标签安装模组3包括邻近第一轨道2的第一剥离刃31、贴靠于第一剥离刃31的侧面标签带、将侧面标签带抵压在第一剥离刃31上的压紧胶片32、接触侧面标签201的胶轮33、卷绕有侧面标签带的第一送料机构34、引导侧面标签带的第一滚筒35-37及回收侧面标签带的第一收纸机构38,该第一送料机构34具有可以枢转的轴341,侧面标签201在第一剥离刃31的作用下从侧面标签带上分离后,再经由胶轮33安装至电池包200的侧面,胶轮33具有驱动其运转的胶轮气缸331。
33.上述侧面标签带如此布置:首先侧面标签带安装在第一送料机构34上,侧面标签带延伸经过第一滚筒35,并随后贴靠在第一剥离刃31的表面,侧面标签带环绕第一剥离刃31的外周,再经过第一滚筒36和第一滚筒37,最终被第一收纸机构38回收。
34.在本实施方式中,上述侧面标签带在第一送料机构34和第一收纸机构38之间移动,第一滚筒具有多个且设置于侧面标签带经过第一剥离刃31的上游和下游位置。
35.在本实施方式中,上述侧面标签安装模组3还包括设置在第一滚筒37和所述第一
收纸机构38之间的压紧装置39,该压紧装置39使得整个侧面标签带得以张紧。
36.请参阅图3所示,上述灯标签安装模组5包括邻近第二轨道4的第二剥离刃51、贴靠于第二剥离刃51的灯标签带、接触灯标签202的吸盘组件52、卷绕有灯标签带的第二送料机构53、引导侧面标签带的第二滚筒54及回收侧面标签带的第二收纸机构55,灯标签202从灯标签带上分离后,被吸盘组件52吸附并安装至电池包200上。
37.上述第二送料机构53、第二滚筒54、第二收纸机构55的结构作用和第一送料机构34、第一滚筒35、第一收纸机构38的相类似;灯标签带在第二送料机构53和第二收纸机构55之间移动,第二滚筒54设置于灯标签带经过第二剥离刃51的上游和下游位置。
38.对应的,上述灯标签安装模组5也具有张紧灯标签带的压紧装置。
39.在本实施方式中,上述吸盘组件52包括检测灯标签202的感应器、吸附灯标签202的吸盘、驱动吸盘上下移动的螺杆电机521、驱动吸盘左右移动的移动模组522、驱动吸盘转动的转动模组523及贴标气缸,第二剥离刃51的上表面和电池包200的端面相交,从灯标签带上分离出的灯标签202经由转动模组523转动后再安装至电池包200的端面。
40.吸盘组件52的工作原理如下:
41.s1:感应器检测到灯标签202后,螺杆电机521运转,带动其上的吸盘下降,吸盘将灯标签202吸住。
42.s2:移动模组522运转,使吸盘以与灯标签202剥离相同的速度移动。
43.s3:当灯标签202和灯标签带完全分离开后,螺杆电机521上升,转动模组523运转,将灯标签202旋转到与电池包200的安装槽相平行。
44.s4:螺杆电机521与移动模组522同时运转,将吸盘送到贴标位置后,贴标气缸将灯标签202安装到电池包200的安装槽内。
45.本实用新型通过设计一种自动化的贴标签治具100,以取代人工贴标签的作业方式,操作简单且大大提高了标签安装至电池包200的效率。
46.本实用新型不局限于上述具体实施方式。本领域普通技术人员可以很容易地理解到,在不脱离本实用新型原理和范畴的前提下,本实用新型的贴标签治具还有其他很多的替代方案。本实用新型的保护范围以权利要求书的内容为准。