:
1.本实用新型属于包装封膜技术领域,具体涉及一种贴体和真空置换模具。
背景技术:
2.真空置换包装和贴体可应用于食品包装行业。
3.其中,真空置换包装是在封闭的真空箱环境中抽成真空,使里面的托盒和托盒内的包装食品处于真空状态,然后充入保护气体,将保护膜热封在托盒上面,这样托盒内的食品仅处于保护性气体环境下,起到延长食物寿命的作用。
4.而贴体包装是在封闭的真空箱环境中抽成真空,使里面的托盒和托盒内的包装食品处于真空状态,直接将保护膜热贴在托盒以及食品上面,这样托盒内的食品和膜紧密贴合,起到延长食物寿命的作用。最后切刀将托盒和保护膜切开分离,完成包装。
5.上述两种包装方式中使用的烫板独立,每个烫板上安装有元器件,例如,弹簧、电加热管、温度传感器和电连接元件,这些元器件需要占用的空间固定,在托盒空间比较小时,相应的配合使用的烫板也会较小,那么,这些元器件会因烫板空间不足而无法安装。
技术实现要素:
6.本实用新型实施例提供了一种贴体和真空置换模具,解决了每个烫板上安装有元器件,元器件需要占用的空间固定,在托盒空间比较小时,相应的配合使用的烫板也会较小,那么,这些元器件会因烫板空间不足而无法安装问题。
7.本实用新型实施例提供了一种贴体和真空置换模具,包括:若干个包装单元,其中,每个所述包装单元均包括:
8.两个以上烫板,每个烫板具有由顶部向上凸出的装载部;
9.连接件,连接每个所述包装单元中各个烫板的装载部,所述连接件上具有安装孔;
10.每个包装单元中各个烫板处于同一高度。
11.在一个或多个实施例中,每个所述包装单元中各个烫板的装载部在顶部形成装载槽。
12.在一个或多个实施例中,每个所述包装单元中各个烫板的装载部侧端部分具有装载孔。
13.在一个或多个实施例中,所述每个所述包装单元中各个烫板的装载部在靠近所述连接件的边缘部分具有竖向贯通的活动孔。
14.在一个或多个实施例中,所述贴体和真空置换模具还包括:安装各个所述包装单元的刀架安装板。
15.在一个或多个实施例中,每个所述包装单元中各个烫板的外周均设有环形的切刀,所述切刀的顶部具有向外周水平凸出的承载部,每个所述包装单元中各个烫板的装载部活动地搭载在所述切刀的承载部上,各个所述切刀分别通过连接柱固定在所述刀架安装板上,所述连接柱穿过每个所述包装单元中各个烫板的装载部。
16.在一个或多个实施例中,所述每个所述包装单元中各个烫板和所述刀架安装板之间设有弹性缓冲机构。
17.在一个或多个实施例中,所述弹性缓冲机构包括:
18.导柱,上端滑动连接在所述刀架安装板上而下端伸至相对应地所述烫板内固定;
19.弹簧,套接在所述导柱上,所述弹簧位于所述刀架安装板和相对应地所述烫板的装载部之间。
20.在一个或多个实施例中,所述每个所述包装单元还包括:
21.电连接元件,安装在一个所述烫板的装载部上;
22.电加热管,装载在各个所述烫板的装载孔内且与所述电连接元件电性连接。
23.在一个或多个实施例中,每个所述包装单元还包括:安装在所述连接件的安装孔处的温度传感器,所述安装孔位于所述连接件的中间位置处。
24.本实用新型实施例中的贴体和真空置换模具在保持现有包装工艺的不变的基础上,对其结构做出改进,目的是使其结构能够适应在托盒和烫板较小时,其也能完成包装工作。具体地,在原有设计有中各个烫板独立,每个烫板上安装有整套如上所述的元器件,当包装用托盒和烫板较小时,以致于这些元器件没有足够的空间用来安装,即无法用原有结构完成托盒的封合工作,其中,空间是指横向的承载面积,那么,在维持这些元器件需要占用的空间不变的情况下,本实用新型中的贴体和真空置换模采用将包装单元中两个以上的烫板通过其顶部向上凸出形成装载部分元器件的装载部,并利用连接件将每个包装单元中各个烫板相连接,使得每个包装单元中各个烫板合为一体,并利用连接件所具有的装载区域来装载其余元器件,合理地利用了每个包装单元中各个烫板间的间隔空间,每个包装单元中各个烫板共用部分元器件,不仅合理地利用现有空间,还节省了成本,并且,在这改进过程中烫板位置保持不变,只对其形状作出调整,避免了过多的调整法改进带来的成本增加,本实用新型中的贴体和真空置换模解决了每个烫板上安装有元器件,元器件需要占用的空间固定,在托盒空间比较小时,相应的配合使用的烫板也会较小,那么,这些元器件会因烫板空间不足而无法安装问题。
25.本实用新型的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点可通过在说明书以及附图中所特别指出的结构来实现和获得。
附图说明:
26.附图用来提供对本实用新型进一步理解,并且构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
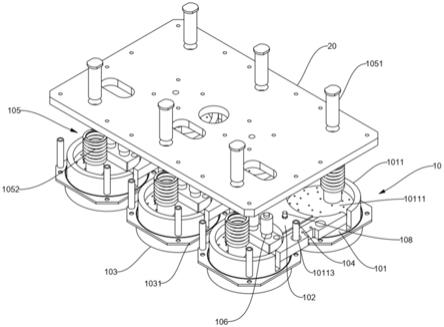
27.图1为本实用新型一实施例中包装单元与刀架连接板的爆炸图;
28.图2为本实用新型一实施例中部分剖切图;
29.图3为本实用新型一实施例中贴体和真空置换模具的爆炸图;
30.附图标记:10、包装单元;101、烫板;1011、装载部;10111、装载槽;10112、装载孔;10113、活动孔;102、连接件;1021、安装孔;103、切刀;1031、承载部;104、连接柱;105、弹性缓冲机构;1051、导柱;1052、弹簧;106、电连接元件;107、电加热管;108、温度传感器;20、刀架安装板;30、上真空室;40、下真空室;50、保护膜;60、下模板;601、型腔;70、托盒。
具体实施方式:
31.为了使得本实用新型的技术方案的目的、技术方案和优点更加清楚,下文中将结合本实用新型具体实施例的附图,对本实用新型实施例的技术方案进行清楚、完整的描述。附图中相同的附图标记代表相同的部件。需要说明的是,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于所描述的本实用新型的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
32.图1所示,本实施例提供一种贴体和真空置换模具,包括:若干个包装单元10,该包装单元10用于覆膜包装,尤其适用于食品包装领域。其中,包装单元10的数量由装载待覆膜物的托盒70的数量决定,例如,在一实施例中,该包装单元10的数量可以是一个,但是该在另一个实施例中,该包装单元10的数量可以是三个。
33.其中,每个包装单元10均包括:连接件102和两个以上烫板101。该烫板101具有加热托盒70的保护膜50的作用。
34.烫板101均由导热材料制成,如铝合金、铁、铜等。
35.在该实施例中烫板101的数量为两个。当然,烫板101的数量可以是超过两个的其他数量,具体数量需要依据托盒70的数量确定。
36.每个包装单元10中各个烫板101处于同一高度,通过该设计,可以使得每个包装单元10中各个烫板101能够同时对两个以上的托盒70以及其内的食品外的保护膜50进行加热处理。
37.图1和2所示,每个烫板101具有由顶部向上凸出的装载部1011,该装载部1011用于装载元器件,如电连接元件106和电加热管107等,该装载部1011由每个烫板101的顶部向上凸出是利用竖直向上的空余空间作为元器件的安装区域,不影响烫板101的底部区域加热托盒70上的保护膜50,并保持原有的包装工艺。在一实施例中该装载部1011呈板状。
38.在一实施例中,每个包装单元10中各个烫板101的装载部1011在顶部形成装载槽10111,在一实施例中该装载槽10111与烫板101用于加热的部分一致,如呈圆形。该装载槽10111作为装载部1011安装元器件的安装区域。该装载槽10111是由装载部1011由顶面向底面挖空形成的孔洞,为安装元器件尽可能地利用了空间。
39.连接件102连接每个包装单元10中各个烫板101的装载部1011。该连接件102也可以与每个包装单元10中各个烫板101的装载部1011一体成型,共同组成一个整体。在一实施例中,该连接件102呈板状,该连接件102位于两个相邻的烫板101之间,连接件102的左右两侧端分别与其中一个烫板101的装载部1011的左端以及另一个烫板101的装载部1011的右端连接。
40.连接件102上具有安装孔1021,该安装孔1021用于安装其他元器件。
41.图1和2所示,例如,在一实施例中,每个包装单元10还包括:安装在连接件102的安装孔1021处的温度传感器108,该温度传感器108用于测量烫板101的温度,安装孔1021位于连接件102的中间位置处,能够促使该温度传感器108对两个烫板101的测温更加准确。
42.图2所示,在一实施例中,每个包装单元10中各个烫板101的装载部1011侧端部分具有装载孔10112,该装载孔10112用于装载其他元器件。
43.例如,在一实施例中,每个包装单元10还包括:电连接元件106和电加热管107。
44.电连接元件106安装在一个烫板101的装载部1011上;
45.电加热管107装载在各个烫板101的装载孔10112内且与电连接元件106电性连接。电加热管107通过电连接元件106与电源连接。电加热管107加热烫板101,烫板101为托盒70上的保护膜50提供加热所需的热量。
46.每个包装单元10中相邻两个烫板101只需要一个电连接元件106,区别于现有技术中每个烫板101独立具有一个电连接元件106的设计,本实用新型的设计合理利用了有限的空间,利用一个电连接元件106为相邻两个烫板101内的电加热管107供电加热。
47.图1所示,在一实施例中,每个包装单元10中各个烫板101的装载部1011在靠近连接件102的边缘部分具有竖向贯通的活动孔10113。
48.贴体和真空置换模具还包括:安装各个包装单元10的刀架安装板20。
49.每个包装单元10中各个烫板101的外周均设有环形的切刀103环形的切刀103是根据整体切割保护膜50的需要设计,切刀103的顶部具有向外周水平凸出的承载部1031,每个包装单元10中各个烫板101的装载部1011活动地搭载在切刀103的承载部1031上。
50.各个切刀103分别通过连接柱104固定在刀架安装板20上,具体地,该连接柱104的上端固定在刀架安装板20上而下端固定在切刀103的承载部1031上。
51.连接柱104穿过每个包装单元10中各个烫板101的装载部1011,具体地,连接柱104穿过每个包装单元10中各个烫板101的装载部1011上活动孔10113。连接柱104和活动孔10113的数量可以是三个或者三个以上。
52.该结构设计保留了切刀103固定在刀架安装板20上这样的原有结构形式,该连接柱104具体可以采用安装销。
53.图1所示,在一实施例中,每个包装单元10中各个烫板101和刀架安装板20之间设有弹性缓冲机构105,该弹性缓冲机构105为烫板101提供缓冲。
54.作为一种优选方式,该弹性缓冲机构105包括:
55.导柱1051的上端滑动连接在刀架安装板20上而下端伸至相对应地烫板101内固定;具体地,导柱1051的上端部分相对于刀架安装板20上的滑孔横向凸出,使得刀架安装板20因导柱1051而上下有限制地滑动,导柱1051的下端与烫板101采用螺纹连接,如在烫板101内部安装螺杆,而导柱1051的下端部内具有螺孔,烫板101上的螺杆旋入导柱1051内的螺孔内,以完成二者固定连接。
56.弹簧1052套接在导柱1051上,弹簧1052位于刀架安装板20和相对应地烫板101的装载部1011之间。该弹性缓冲机构105结构简单,合理地利用了烫板101在竖直方向上的空间。
57.图3所示,在整个贴体和真空置换模中包括上真空室30和下真空室40,上真空室30和下真空室40之间穿有保护膜50,其中,下真空室40的顶部安装有下模板60,下模板60内具有型腔601,型腔601可放置放置托盒70,托盒70内放置食品。上真空室30和下真空室40以及保护膜50之间能够形成密封空间。上真空室30内设置有刀架安装板20以及若干个包装单元10,烫板101与刀架安装板20因弹性缓冲机构105而形成活动连接,保留切刀103与刀架安装板20固定连接的原有结构形式,上真空室30和下模板60接合,电加热管107通电发热并将热量热量传递给各个烫板101,烫板101对保护膜50加热同时真空室空间抽取真空,刀架安装板20下降使得烫板101和下模板60内托盒70封合,继续下降,使得切刀103切开保护膜50以
及托盒70完成覆膜目的,完成包装。
58.本实用新型实施例中的贴体和真空置换模具在保持现有包装工艺的不变的基础上,对其结构做出改进,目的是使其结构能够适应在托盒70和烫板101较小时,其也能完成包装工作。具体地,在原有设计有中各个烫板101独立,每个烫板101上安装有整套如上的元器件,当包装用托盒70和烫板101较小时,以致于这些元器件没有足够的空间用来安装,即无法用原有结构完成托盒70的封合工作,其中,空间是指横向的承载面积,那么,在维持这些元器件需要占用的空间不变的情况下,本实用新型中的贴体和真空置换模采用将包装单元10中两个以上的烫板101通过其顶部向上凸出形成装载部1011分元器件的装载部1011,并利用连接件102将每个包装单元10中各个烫板101相连接,使得每个包装单元10中各个烫板101合为一体,并利用连接件102所具有的装载区域来装载其余元器件,合理地利用了每个包装单元10中各个烫板101间的间隔空间,每个包装单元10中各个烫板101共用部分元器件,不仅合理地利用现有空间,还节省了成本,并且,在这改进过程中烫板101位置保持不变,只对其形状作出调整,避免了过多的调整法改进带来的成本增加,本实用新型中的贴体和真空置换模解决了每个烫板101上安装有元器件,元器件需要占用的空间固定,在托盒70空间比较小时,相应的配合使用的烫板101也会较小,那么,这些元器件会因烫板101空间不足而无法安装问题。
59.本实用新型方案所公开的技术手段不仅限于上述技术手段所公开的技术手段,还包括由以上技术特征等同替换所组成的技术方案。本实用新型的未尽事宜,属于本领域技术人员的公知常识。