1.本实用新型属于电池绕胶设备技术领域,尤其涉及一种包线头机。
背景技术:
2.在聚合物电池的生产制造工艺中,需要对生产加工出来的电池头部进行包胶处理,用来固定电池的保护板。目的包胶机,是将缆线的线头放在包胶机构上,通过旋转气缸的旋转使胶带的一端翻转,与另一端胶带粘贴,再通过上下运动的压胶块将其压紧,再切断胶带。另一种方案是包胶机构采用可夹合的机构,胶带先切断,再通过左右两部分相对旋转,夹紧胶带及内部的线头。无论采用那种方案,其缺点是压块容易将缆线绕头容易压扁,造成品质不良。
技术实现要素:
3.为了克服背景技术中的缺陷,提出一种改进型包胶机,包括如下技术方案。
4.一种包线头机,包括机架,以及设置于机架上的控制箱、送胶组件、切胶组件和压胶组件,所述压胶组件包括步进电机,所述步进电机的转轴上设置有转盘,所述转盘上固定有压块,所述压块随着转盘旋转至与压胶底板接触,用于完成胶带折叠,所述压胶底板上设置有压头气缸和压头部,所述压头部上下运动,用于压紧折叠状态下的胶带。
5.进一步的,所述压头部由软胶制成。
6.进一步的,所述压头部可替换为金属压块,在压头部的底面设置一层软胶层。
7.进一步的,所述切胶组件包括切胶气缸、切刀夹和刀片,所述切胶气缸位于压胶底板的内侧边,切刀夹用于夹持刀片,所述刀片刃口朝上。
8.进一步的,所述送胶组件包括胶带座和门型架,胶带通过胶带座表面,并通过门型架的方形通孔,位于压胶组件上,门型架上部设置有固定块气缸,门型架内设置有固定块,固定块与固定块气缸36连接用于夹持胶带。
9.进一步的,所述送胶组件还包括水平位移组件和垂直位移组件,用于使送胶组件能完成垂直运动和水平移动的动作。
10.进一步的,所述水平位移组件包括平移气缸,平移气缸与胶带座的侧面固定,胶带座下部固定水平滑块,水平滑块与水平滑轨滑动链接,水平滑轨位于连接件上并与之固定,连接件固定在垂直位移组件的滑动板的边缘并相互垂直;
11.进一步的,垂直位移组件包括固定在底座上的垂直气缸,垂直气缸的端部与滑动板连接,使滑动板及连接在滑动板上的水平位移组件能上下移动,滑动板的侧面设置有与垂直滑轨滑动连接的垂直滑块,所述垂直滑轨固定在隔板上。
12.进一步的,还包括轮盘,所述轮盘包括转轴、用于夹持胶带的两块夹持板,所述夹持板通过滚珠轴承与转轴连接,所述滚珠轴承通过调节杆调节其在转轴上的位置。
13.进一步的,所述控制箱位于机架的一侧,所述控制箱内设置有主板,所述主板与控制箱外的调压阀控制连接,所述调压阀与控制箱内的电磁阀组连接,所述电池阀组包括多
个电磁阀,所述电磁阀与气缸连接。
14.本实用新型的有益效果是:通过步进电机压紧胶带往上升,再折胶带90度,压头部改用软胶压紧再切断胶纸,解决胶头压扁形状;刀片从下往上切,符合安全操作的要求。电机旋转比气缸具有精度可调和计数的功能。
附图说明
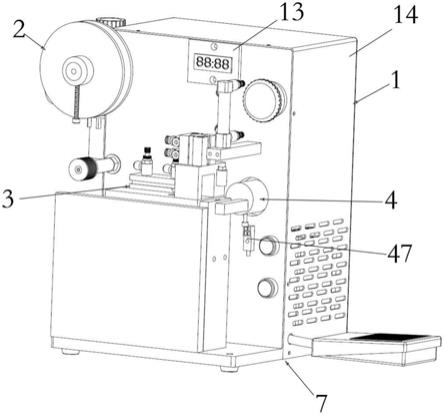
15.图1是本实用新型包线头机的结构示意图。
16.图2是本实用新型包线头机的内部结构示意图。
17.图3是本实用新型包线头机的控制箱结构示意图。
18.图4是本实用新型包线头机的送胶组件结构示意图。
19.图中的标记:
20.控制箱-1,主板-11,电磁阀组-12,显示屏-13,机箱盖-14;轮盘-2,转轴-23,夹持板-22,滚珠轴承-24;送胶组件-3,胶带座-31,水平位移组件-32,水平滑块-321,水平滑轨-322,连接件-323,垂直位移组件-33,垂直滑块-331,垂直滑轨-332,滑动板-333,平移气缸-34,门型架-35,固定块气缸-36,固定块-37,垂直气缸-38;压胶组件-4,步进电机-41,转盘-42,压块-43,压胶底板-44,压头气缸-45,压头部-46,传感器-47;切胶气缸-51,切刀夹-52,刀片-53;机架7,底座-71,隔板72。
具体实施方式
21.以下结合实施例对本实用新型作进一步的阐述,所述的实施例仅为本实用新型一部分的实施例,这些实施例仅用于解释本实用新型,对本实用新型的范围并不构成任何限制。
22.如图1所示,一种包线头机,包括机架7,机架由底座71和隔板72组成,底座为平放的一块平板,隔板是固定在底座中部,将底座纵向一分为二,隔板的一边设置机箱1,另一边设置送胶组件3、切胶组件4和压胶组件5。
23.如图3所示,控制箱1,包括固定在隔板上的主板11;固定在机箱内,设置在机箱下部的底座71上的电磁阀组12;固定在机箱外的调压阀,调压阀6与电磁阀组12通过软管连接,电磁阀组12上设置多个电磁阀,每个电磁阀与送胶组件3、切胶组件4上的气缸连通,用于控制该气缸运动。
24.在本实用新型的实施例中,控制箱1的主板11与各电机连接,用于控制电机工作,主板还连接显示屏13和传感器47,显示屏13用于显示数值,传感器47用于配合压块,使压块能完成旋转翻转胶纸的动作。传感器用于侦测压块的位置,当压块随着马达旋转到传感器上方时,传感器47给主板发信号,主板11再控制马达逆向旋转。
25.控制箱1还包括包覆机箱的机箱盖14,调压阀6固定在机箱盖14表面。
26.在本实用新型的实施例中,主板11与步进电机41连接,步进电机41位于机箱内,在隔板72上设置有安装部件电机的安装孔,步进电机的轴从安装孔伸出,与压胶组件的滑块连接。
27.步进电机41旋转,可以调精度,还能计算圈数,根据圈数计数,可知道完成多少件包线头动作。步进电机记录的圈数显示在显示屏13上。
28.在本实用新型的实施例中,压胶组件4是用于完成胶带折叠和压紧动作。其包括:步进电机41,转盘42,压块43,压胶底板44,压头气缸45,压头部46,传感器47。
29.压胶底板44设置在底座71上,侧边与隔板72连接。压胶底板44上端是一垂直的折角,用作翻转和压紧的平台。
30.步进电机41的主体设置在机箱内,轴与转盘42连接,转盘的边缘固定一方形的压块43。其原理是:当步进电机41转动时,步进电机的转轴带动转盘转动,转盘上的压块43随着转盘向压胶底板44转动,并与压胶底板44接触后,完成翻转动作。步进电机再相反的方向运动,运动到传感器47上方,是一次完整的动作。
31.压头气缸45位于压胶底板44的上方,其与压头部46连接,作上下运动,当压头随步进电机41与压胶底板44接触后,压头气缸45使压头部46向下与压胶底板44接触,用于压紧胶纸和胶纸中的线头。
32.在本实用新型的实施例中,压头部46由软胶制成。下压时,不会压扁线头。
33.在本实用新型的实施例中,送胶组件3包括胶带座31,水平位移组件32,垂直位移组件33,垂直气缸38,平移气缸34,门型架35,固定块气缸36,固定块37。
34.胶带座31和门型架35供放置胶带的工作台,胶带通过胶带座31表面,并通过门型架35的方形通孔,到达压胶组件。门型架35上部设置有固定块气缸36,门型架35内设置有固定块37,固定块37与固定块气缸36连接用于夹持胶带。
35.在本实用新型的实施例中,水平位移组件32和垂直位移组件33是互相配合的,用于使送胶组件3能完成垂直运动和水平移动的动作,具体是:垂直位移组件33先将送胶组件3提起一段距离,水平位移组件32使送胶组件3整体向压胶底板44方向平移一定距离后,垂直位移组件33使送胶组件3整体向下返回到初始水平面,使胶带座31与压胶底板44的端部接触并处于同一水平面。固定块37固定胶带,随着送胶组件3的垂直和水平移动,完成送胶带过程。
36.在本实用新型的实施例中,水平位移组件32包括,平移气缸34,平移气缸与胶带座31的侧面固定,胶带座31下部固定水平滑块321,水平滑块321与水平滑轨322滑动链接,水平滑轨322位于连接件323上,并与之固定。
37.在本实用新型的实施例中,连接件323与垂直位移组件33的滑动板333固定连接,使得水平位移组件32和垂直位移组件33连接在一起,垂直和水平移动。具体是:连接件323固定在滑动板333的边缘并相互垂直,通过螺丝固定。
38.在本实用新型的实施例中,垂直位移组件33包括固定在底座71上的垂直气缸38,垂直气缸的端部与滑动板333连接,使滑动板及连接在滑动板上的水平位移组件32能上下移动。滑动板的侧面设置有垂直滑块331,垂直滑块331与垂直滑轨332滑动连接,垂直滑轨332固定在隔板72上不动。使垂直滑块331在垂直滑轨331上能实现垂直运动。
39.切胶组件5包括切胶气缸51、切刀夹52和刀片53,切胶气缸位于压胶底板的内侧边并与底座71固定连接,切刀夹设置在切胶气缸的端部,其用于夹持刀片53,刀片53刃口朝上,刀片向上运动切断胶带。将切胶组件5设置在下部,向上运动切断胶带的结构,使胶带上下的结构分配合理。同时在工作时,手不容易接触到刀片,安全性增加。具体是:在胶带座31与压胶底板44之间预留供刀片运动的缝隙,刀片不工作时,藏在胶带座31与压胶底板44形成的空间内,在手动牵引胶带时,手不容易接触到刀片。
40.在本实用新型实施例中,轮盘2用于固定胶带卷,胶带卷上的胶带通过导轮25、送胶组件到达压胶组件。
41.轮盘2包括转轴23、用于夹持胶带的两块夹持板22,夹持板22通过滚珠轴承24与转轴连接,两个滚珠轴承24用于夹持胶带卷,其中一个滚珠轴承通过调节杆调节其在转轴上的位置,用于安装和夹持胶带卷。
42.主要工作原理是:轮盘2上的胶带卷的胶带头通过导轮,整个胶带位于在胶带座31的平面上,胶带穿过门型架,使胶带位于压胶组件上的压块43表面,将电池的线头手动放入位于压胶组件的胶带上。
43.先执行胶带翻折动作,压块43随着转盘向压胶底板44转动,胶带90度。并与压胶底板44接触后,使胶带折叠并包覆线头。压头部46下压使胶带与线头的连接紧密,完成包线头工作。
44.此时,压头部46下压不动,使胶带及线头位于压胶底板44上,通过压头部固定不放。
45.送胶组件先松开门型架内的固定块37,向上向后(轮盘方向)运动到一端行程后,固定块37下压住胶带,切刀切断胶带。此时,压头部46松开,可手工取出加工好的包线头。
46.送胶组件再向上向前(压胶底板方向)运动,将胶带往压胶组件的方向送,使胶带位于压块上。
47.循环执行上述步骤,持续包线头动作。
48.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。