1.本发明属于船舶建造领域,具体涉及一种用于钢板无马板装配的方法。
背景技术:
2.在船舶的建造过程中,需要使用钢制马板进行焊缝装配,马板与钢板之间通过电焊连接,在电焊完成后,需要使用氧乙炔割刀将马板切除,并会由此产生大量的装配马脚,只有通过打磨将其去除,打磨结束后,还需要对打磨的位置进行无损探伤,保证钢板表面质量。钢制马板最多只能重复利用三次,造成了大量的材料浪费及后续额外作业。
技术实现要素:
3.针对现有技术中存在的问题,本发明提供一种用于钢板无马板装配的方法。
4.为实现上述目的,本发明采用以下技术方案:
5.一种用于钢板无马板装配的方法,所述方法依赖于一种调节装置,所述调节装置包括:固定件,所述固定件为倒置的t形,所述固定件包括立杆和横杆;连接横杆,所述连接横杆的中部与所述固定件的顶部连接;以及左调节杆、右调节杆,所述左调节杆与所述连接横杆的左侧螺纹连接,所述右调节杆与所述连接横杆的右侧螺纹连接;所述调节装置适用于坡口间隙大于6mm的焊缝焊接,所述方法包括:将固定件平行于焊缝长度方向地插入焊缝中,而后将固定件旋转90度,使得固定件的横杆与钢板背面相接触;在固定件上安装连接横杆,保证连接横杆和固定件的横杆在同一平面上;在连接横杆左右安装左调节杆、右调节杆,调节左调节杆、右调节杆的高度,直至左调节杆、右调节杆的螺杆与钢板表面接触;使用二氧化碳焊机,在钢板坡口内进行定位焊,将两块钢板固定,定位焊结束后,将左调节杆、右调节杆拧出,固定件旋转90度,从坡口中取出。
6.优选地,所述立杆与所述连接横杆螺纹连接。
7.优选地,所述连接横杆上设置有3个螺母,以配合所述左调节杆、右调节杆、立杆实现螺纹连接。
8.优选地,所述左调节杆、右调节杆的顶部设置有螺帽。
9.与现有技术相比,本发明的有益效果为:结构简单,拆装、使用过程方便,本发明可以快速进行钢板装配,同时可重复利用。
附图说明
10.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
11.图1为本发明调节装置的整体结构示意图。
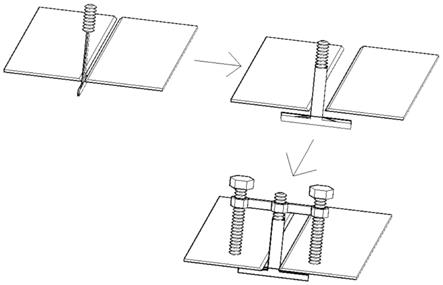
12.图2为本发明方法的使用示意图。
[0013]1‑
右调节杆螺帽,2
‑
连接横杆螺母(右),3
‑
右调节杆螺杆,4
‑
连接横杆右臂,5
‑
连接横杆左臂,6
‑
连接横杆螺母,7
‑
固定件螺杆,8
‑
左调节杆螺帽,9
‑
连接横杆螺母(左),10
‑
左调节杆螺杆,11
‑
固定件立杆,12
‑
固定件横杆。
具体实施方式
[0014]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0015]
在本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0016]
如图1
‑
2所示,钢板放置在胎架上,坡口间隙大于6mm,将固定件插入焊缝中,而后将固定件旋转90度,从而将固定件横杆与钢板背面相接触。
[0017]
在固定件上安装连接横杆,两者通过连接横杆螺母和固定件螺杆相连接,保证连接横杆和固定件横杆在同一平面上。
[0018]
在连接横杆左右螺母上安装左右调节杆,将左右调节杆的螺杆拧入连接横杆的左右螺母中,直至左右调节杆的螺杆与钢板表面接触,装配完成。
[0019]
装配完成后,使用二氧化碳焊机,在钢板坡口内进行定位焊,将两块钢板固定,定位焊结束后,将左右调节杆螺杆拧出,固定件旋转90度,从坡口中取出,整个装配过程完工。
[0020]
尽管上述实施例已对本发明作出具体描述,但是对于本领域的普通技术人员来说,应该理解为可以在不脱离本发明的精神以及范围之内基于本发明公开的内容进行修改或改进,这些修改和改进都在本发明的精神以及范围之内。
技术特征:
1.一种用于钢板无马板装配的方法,其特征在于,所述方法依赖于一种调节装置,所述调节装置包括:固定件,所述固定件为倒置的t形,所述固定件包括立杆和横杆;连接横杆,所述连接横杆的中部与所述固定件的顶部连接;以及左调节杆、右调节杆,所述左调节杆与所述连接横杆的左侧螺纹连接,所述右调节杆与所述连接横杆的右侧螺纹连接;所述调节装置适用于坡口间隙大于6mm的焊缝焊接,所述方法包括:将固定件平行于焊缝长度方向地插入焊缝中,而后将固定件旋转90度,使得固定件的横杆与钢板背面相接触;在固定件上安装连接横杆,保证连接横杆和固定件的横杆在同一平面上;在连接横杆左右安装左调节杆、右调节杆,调节左调节杆、右调节杆的高度,直至左调节杆、右调节杆的螺杆与钢板表面接触;使用二氧化碳焊机,在钢板坡口内进行定位焊,将两块钢板固定,定位焊结束后,将左调节杆、右调节杆拧出,固定件旋转90度,从坡口中取出。2.根据权利要求1所述的用于钢板无马板装配的方法,其特征在于,所述立杆与所述连接横杆螺纹连接。3.根据权利要求2所述的用于钢板无马板装配的方法,其特征在于,所述连接横杆上设置有3个螺母,以配合所述左调节杆、右调节杆、立杆实现螺纹连接。4.根据权利要求3所述的用于钢板无马板装配的方法,其特征在于,所述左调节杆、右调节杆的顶部设置有螺帽。
技术总结
本发明公开了一种用于钢板无马板装配的方法,所述方法依赖于一种调节装置,所述调节装置包括:固定件,所述固定件为倒置的T形,所述固定件包括立杆和横杆;连接横杆,所述连接横杆的中部与所述固定件的顶部连接;以及左调节杆、右调节杆,所述左调节杆与所述连接横杆的左侧螺纹连接,所述右调节杆与所述连接横杆的右侧螺纹连接;所述调节装置适用于坡口间隙大于6mm的焊缝焊接,所述方法包括:将固定件平行于焊缝长度方向地插入焊缝中,而后将固定件旋转90度,使得固定件的横杆与钢板背面相接触。触。触。
技术研发人员:朱庆 黄华兵 许志祥 杜益刚
受保护的技术使用者:沪东中华造船(集团)有限公司
技术研发日:2021.09.23
技术公布日:2021/12/17