1.本实用新型涉及针织品绕线成型技术领域,尤其涉及一种高效的全自动智能编织机。
背景技术:
2.网状针织品,如鞋子上的网面,在制作成型时,需要先将相应的线材缠绕成所需求的形状构造,然后,再将其热压成型。而现有的将相应线材缠绕成型的机构,大多采用机械手自动夹线绕线的方式,设计复杂,且占用空间较大、绕线效率不高、制造成本较高,经济效益较低。
技术实现要素:
3.本实用新型的目的是提供一种高效的全自动智能编织机,该设备将纱线上料装置、绕线装置、模具板移载装置、预压成型装置、热压成型装置及产品下料装置集成于一体,可实现上料、绕线成型、热压成型及下料等一整套流程,自动化程度高、工作效率高,且可节约人工成本,同时,该设备整体设计合理、使用方便,且可通过更改不同的绕线轨迹,进而可生产不同形状构造的针织品,泛用性强。
4.为实现上述目的,采用以下技术方案:
5.一种高效的全自动智能编织机,包括纱线上料装置、布置于纱线上料装置一端的绕线装置、布置于绕线装置下方的模具板移载装置、布置于绕线装置上方的预压成型装置,以及靠近模具板移载装置布置的热压成型装置;所述模具板移载装置用于承载外部放置于其上的产品模具板,且产品模具板上还设有若干环绕柱;所述绕线装置用于将纱线上料装置上的不同颜色的纱线按预定的轨迹缠绕于环绕柱上,预压成型装置用于在绕线装置绕线完成后,将缠绕于环绕柱上的纱线下压以使产品初步成型;所述模具板移载装置还用于将产品模具板移载至热压成型装置的下方,热压成型装置用于将产品模具板上的初步成型的产品热压成型。
6.进一步地,所述纱线上料装置包括线料安装架、布置于线料安装架一端的绕线防断机构,以及靠近绕线防断机构布置的纱线取放机构;所述线料安装架上还安装有若干缠绕有纱线的纱线筒,纱线取放机构包括若干绕线头模组,且每一绕线头模组对应一纱线筒布置;所述纱线筒上的纱线依次穿过绕线防断机构和绕线头模组布置,绕线装置用于移载绕线头模组以将纱线缠绕于环绕柱上。
7.进一步地,所述绕线防断机构包括防断安装架,以及安装于防断安装架上的若干绕线防断组件;每一绕线防断组件对应一纱线筒、绕线头模组布置,且每一绕线防断组件均包括一断纱检测器、一张力器。
8.进一步地,所述绕线头模组包括固定板、安装于固定板一侧的第一电磁铁组件,以及布置于第一电磁铁组件上的磁吸绕线头。
9.进一步地,所述纱线取放机构还包括若干线头固定模组,以及安装于产品模具板
上的若干绕线固定柱;所述线头固定模组用于将从绕线头模组内穿出的纱线的线头压紧固定。
10.进一步地,每一线头固定模组对应布置于一绕线头模组的一侧,且线头固定模组包括压紧气缸、与压紧气缸的输出轴连接的压紧块,以及靠近压紧块布置的压紧柱;所述纱线取放机构还包括若干裁剪模组,且每一裁剪模组对应布置于一绕线固定柱和一线头固定模组之间。
11.进一步地,所述绕线装置包括第一平移机构、垂直第一平移机构布置并与其滑动连接的第二平移机构、垂直第二平移机构布置并与其滑动连接的第一升降机构,以及安装于第一升降机构上的第二电磁铁组件。
12.进一步地,所述模具板移载装置包括两平行间隔布置的第一限位导轨、沿第一限位导轨长度方向布置的第三平移机构,以及与第三平移机构连接的用于推动产品模具板沿第一限位导轨滑动的推动板。
13.进一步地,所述预压成型装置包括第二升降机构,以及与第二升降机构连接的第一下压板;所述第一下压板的底部与产品模具板上的若干环绕柱的对应处还开设有若干避让孔;所述热压成型装置包括布置于两第一限位导轨之间一端下方的发热板组件、布置于发热板组件上方的第三升降机构,以及与第三升降机构连接的热压板组件。
14.进一步地,所述的高效的全自动智能编织机还包括产品下料装置,产品下料装置用于将热压成型装置热压成型的产品移载下料。
15.采用上述方案,本实用新型的有益效果是:
16.1)将纱线上料装置、绕线装置、模具板移载装置、预压成型装置、热压成型装置及产品下料装置集成于一体,可实现上料、绕线成型、热压成型及下料等一整套流程,自动化程度高、工作效率高,且可节约人工成本,同时,该设备整体设计合理、使用方便,且可通过更改不同的绕线轨迹,进而可生产不同形状构造的针织品,泛用性强;
17.2)磁吸绕线头与第一电磁铁组件磁吸式连接,绕线装置通过第二电磁铁组件即可吸取不同的磁吸绕线头以完成不同阶段的绕线工序,使用方便,同时,还设有绕线防断机构,在绕线时,可避免纱线断开,保证纱线出线的连续性;
18.3)设有裁剪模组,在绕线完成后,可自动裁剪纱线,以便模具板移载装置移载产品模具板;
19.4)设有若干限位阻挡机构,可将产品模具板限位固定,以便预压成型装置和热压成型装置对其下压,同时,产品模具板顶部还设有第一定位柱,在第一下压板下压时可对其进行定位导向,保证下压的精准性;
20.5)采用泡沫棉进行热压,可缓解下压力,同时,可便于环绕柱穿透,形成避让孔,保证下压贴合的紧密度。
附图说明
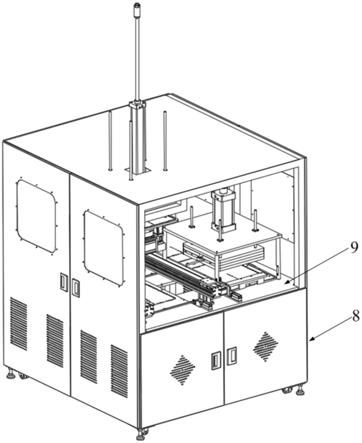
21.图1为本实用新型的立体图;
22.图2为图1省却机架的立体图;
23.图3为图2省却绕线装置、预压成型装置和热压成型装置的立体图;
24.图4为图3的a处局部放大示意图;
25.图5为图3的另一视角的立体图;
26.图6为本实用新型的绕线装置的立体图;
27.图7为本实用新型的热压成型的立体图;
28.图8为本实用新型的下压成型的立体图;
29.其中,附图标识说明:
30.1—纱线上料装置;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—绕线装置;
31.3—模具板移载装置;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
4—预压成型装置;
32.5—热压成型装置;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6—产品模具板;
33.7—产品下料装置;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
8—机架;
34.9—安装平台;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11—线料安装架;
35.12—绕线防断机构;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13—纱线取放机构;
36.14—纱线筒;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21—第一平移机构;
37.22—第二平移机构;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
23—第一升降机构;
38.24—第二电磁铁组件;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
31—第一限位导轨;
39.32—第三平移机构;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33—推动板;
40.34—限位阻挡机构;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
41—第二升降机构;
41.42—第一下压板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
43—避让孔;
42.44—第一定位柱;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51—发热板组件;
43.52—第三升降机构;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
53—热压板组件;
44.71—第二限位导轨;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
72—下料平移机构;
45.73—下料推板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
121—防断安装架;
46.122—断纱检测器;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
123—张力器;
47.131—固定板;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
132—第一电磁铁组件;
48.133—磁吸绕线头;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
134—绕线固定柱;
49.135—裁剪模组;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
136—绕线嘴;
50.137—压紧气缸;
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
138—压紧块;
51.139—压紧柱。
具体实施方式
52.以下结合附图和具体实施例,对本实用新型进行详细说明。
53.参照图1至8所示,本实用新型提供一种高效的全自动智能编织机,包括纱线上料装置1、布置于纱线上料装置1一端的绕线装置2、布置于绕线装置2下方的模具板移载装置3、布置于绕线装置2上方的预压成型装置4,以及靠近模具板移载装置3布置的热压成型装置5;所述模具板移载装置3用于承载外部放置于其上的产品模具板6,且产品模具板6上还设有若干环绕柱;所述绕线装置2用于将纱线上料装置1上的不同颜色的纱线按预定的轨迹缠绕于环绕柱上,预压成型装置4用于在绕线装置2绕线完成后,将缠绕于环绕柱上的纱线下压以使产品初步成型;所述模具板移载装置3还用于将产品模具板6移载至热压成型装置5的下方,热压成型装置5用于将产品模具板6上的初步成型的产品热压成型。
54.其中,所述纱线上料装置1包括线料安装架11、布置于线料安装架11一端的绕线防
断机构12,以及靠近绕线防断机构12布置的纱线取放机构13;所述线料安装架11上还安装有若干缠绕有纱线的纱线筒14,纱线取放机构13包括若干绕线头模组,且每一绕线头模组对应一纱线筒14布置;所述纱线筒14上的纱线依次穿过绕线防断机构12和绕线头模组布置,绕线装置2用于移载绕线头模组以将纱线缠绕于环绕柱上;所述绕线防断机构12包括防断安装架121,以及安装于防断安装架121上的若干绕线防断组件;每一绕线防断组件对应一纱线筒14、绕线头模组布置,且每一绕线防断组件均包括一断纱检测器122、一张力器123;所述绕线头模组包括固定板131、安装于固定板131一侧的第一电磁铁组件132,以及布置于第一电磁铁组件132上的磁吸绕线头133。
55.所述纱线取放机构13还包括若干线头固定模组,以及安装于产品模具板6上的若干绕线固定柱134;所述线头固定模组用于将从绕线头模组内穿出的纱线的线头压紧固定;每一线头固定模组对应布置于一绕线头模组的一侧,且线头固定模组包括压紧气缸137、与压紧气缸137的输出轴连接的压紧块138,以及靠近压紧块138布置的压紧柱139;所述纱线取放机构13还包括若干裁剪模组135,且每一裁剪模组135对应布置于一绕线固定柱134和一线头固定模组之间;所述绕线装置2包括第一平移机构21、垂直第一平移机构21布置并与其滑动连接的第二平移机构22、垂直第二平移机构22布置并与其滑动连接的第一升降机构23,以及安装于第一升降机构23上的第二电磁铁组件24;所述模具板移载装置3包括两平行间隔布置的第一限位导轨31、沿第一限位导轨31长度方向布置的第三平移机构32,以及与第三平移机构32连接的用于推动产品模具板6沿第一限位导轨31滑动的推动板33。
56.所述预压成型装置4包括第二升降机构41,以及与第二升降机构41连接的第一下压板42;所述第一下压板42的底部与产品模具板6上的若干环绕柱的对应处还开设有若干避让孔43;所述热压成型装置5包括布置于两第一限位导轨31之间一端下方的发热板组件51、布置于发热板组件51上方的第三升降机构52,以及与第三升降机构52连接的热压板组件53;所述的高效的全自动智能编织机还包括产品下料装置7,产品下料装置7用于将热压成型装置5热压成型的产品移载下料。
57.本实用新型工作原理:
58.继续参照图1至8所示,本实施例中,该设备还包括机架8,机架8内还设有安装平台9,预压成型装置4安装于机架8的顶部,纱线上料装置1、绕线装置2、模具板移载装置3、热压成型装置5和产品下料装置7均安装于安装平台9上;机架8的正面还设有柜门,其顶部还设有三色指示灯,其底部还设有脚轮脚杯。
59.纱线上料装置1:该实施例中,纱线筒14的数量设置为两个(也可以设置多个纱线筒14,纱线筒14上的纱线的类型、颜色可以不一样,以便于生产不同类型的针织品,也可以是其他类型的线,不仅限于纱线),且线料安装架11上还安装有两个第一穿线架,每一第一穿线架上还开设一第一穿线孔,每一纱线筒14上的纱线从一第一穿线孔穿出布置;绕线防断机构12的绕线防断组件的数量设置为两个,且每一绕线防断组件均包括一断纱检测器122、一张力器123,从第一穿线孔穿出的纱线依次穿过一断纱检测器122、张力器123布置,可避免纱线断开,保证纱线出线的连续性;绕线头模组的数量设置为两个,分别位于一绕线防断组件的下方,磁吸绕线头133采用磁性材料制成,可吸附于第一电磁铁组件132上;磁吸绕线头133的顶部还设有第二穿线孔,其底部还设有绕线嘴136,从张力器123穿出的纱线依次穿过第二穿线孔、绕线嘴136布置;随后,从绕线嘴136穿出的纱线的线头缠绕至压紧块
138与压紧柱139之间,压紧气缸137驱动压紧块138向压紧柱139的方向移动,以将线头压紧固定;开始绕线时,绕线装置2吸取磁吸绕线头133将纱线按预设的轨迹缠绕于产品模具板6上的环绕柱上即可,简单高效。
60.由于在绕线过程中,每一个磁吸绕线头133上的纱线不能一次性绕完,故设置了绕线固定柱134,当绕线装置2使用其中一个磁吸绕线头133绕完一个工序后,将纱线缠绕至绕线固定柱134上(包括固定轴,以及套设于其上的压盖,人工缠绕固定轴上,使用压盖压紧固定即可)以压紧固定,以便于下一工序时使用;而每一绕线固定柱134与一线头固定模组之间还设有一裁剪模组135,当绕线全部完成后,裁剪模组135可将磁吸绕线头133与环绕柱之间的纱线剪断,以便模具板移载装置3将产品模具板6移载至热压成型装置5处;该实施例中,裁剪模组135包括安装于安装平台9底部的裁剪安装板、沿竖直方向布置于裁剪安装板上的裁剪升降气缸,以及与裁剪升降气缸连接的剪刀组件;安装平台9上还开设有第一通孔,裁剪升降气缸驱动剪刀组件穿过第一通孔以将纱线剪断。
61.绕线装置2:绕线装置2包括布置于安装平台9上的第一平移机构21、第二平移机构22和第一升降机构23,可驱动第二电磁铁组件24做三轴运动,以便吸取磁吸绕线头133按照预定轨迹绕线;该实施例中,第一平移机构21、第二平移机构22和第一升降机构23均为直线电机组件,当吸取磁吸绕线头133时,第一电磁铁组件132断电,第二电磁铁组件24通电,即可将磁吸绕线头133吸附,进而继续绕线的工作。
62.预压成型装置4:预压成型装置4的第二升降机构41包括安装于机架8顶部的第一安装板,以及安装于第一安装板上的第一下压气缸和若干第一升降导向柱;第一下压板42的顶部分别与第一下压气缸、第一升降导向柱连接,且第一下压板42的底部还开设有若干避让孔43,且避让孔43与产品模具板6上的环绕柱对应布置;在绕线装置2按预设轨迹将纱线全部缠绕于环绕柱上后,第一下压气缸驱动第一下压板42下降,以将环绕柱上的纱线下压,进而可使纱线缠绕成的针织品初步成型(绕线的时候,针织品是立体状态,下压后呈平面状态);此外,产品模具板6的顶部两侧还分别设有一第一定位柱44,第一下压板42底部与第一定位柱44对应处还设有第一定位孔,当第一下压板42下压时,可对其进行定位导向,保证下压的精准性。
63.模具板移载装置3:模具板移载装置3的两第一限位导轨31平行间隔布置于安装平台9的顶部,且安装平台9的顶部位于两第一限位导轨31之间的区域还开设有第一滑孔;第一滑孔沿第一限位导轨31长度方向开设,第三平移机构32包括沿第一限位导轨31长度方向安装于安装平台9底部的第一同步带模组、与第一同步带模组连接的第一滑块,以及用于驱动第一同步带模组运转的第一电机;推动板33安装于第一滑块上,且推动板33的顶部还设有从第一滑孔穿出向上延伸布置的推动块;推动块用于在第一同步带模组的传动下,推动产品模具板6沿第一限位导轨31滑动;此外,模具板移载装置3还包括安装于第一限位导轨31一侧的若干限位阻挡机构34,限位阻挡机构34包括限位气缸,以及与限位气缸连接的限位阻挡块,第一限位导轨31上设有第一缺口,限位气缸驱动限位阻挡块从第一缺口伸出,以将产品模具板6限位固定,以便预压成型装置4和热压成型装置5对其下压。
64.热压成型装置5:热压成型装置5的发热板组件51布置于第一滑孔的一端,包括发热板,以及安装于发热板内的若干发热管;第三升降机构52包括安装于安装平台9上且位于发热板上方的热压架,以及安装于热压架上的第二下压气缸和若干第二升降导向柱;热压
板组件53与第二下压气缸和第二升降导向柱连接,热压板组件53包括从上至下依次布置的连接板、若干隔热板和泡沫棉;当产品模具板6移动至发热板上时,发热管产生热量对其加热,随后,第二下压气缸驱动泡沫棉下压,进而将产品模具板6上的初步成型的产品热压成型,简单高效;采用泡沫棉进行热压,可缓解下压力,同时,便于环绕柱穿透,形成避让孔43,保证下压贴合的紧密度。
65.产品下料装置7:产品下料装置7包括两平行间隔布置于安装平台9上的第二限位导轨71、沿第二限位导轨71长度方向布置于安装平台9上的下料平移机构72,以及与下料平移机构72连接的下料推板73;下料平移机构72采用电机同步带的传动方式,可驱动下料推板73推动产品模具板6沿第二限位导轨71滑动,以完成下料。
66.本实用新型的工作过程如下:
67.1)绕线装置2吸取磁吸绕线头133,将纱线按预设的轨迹缠绕于环绕柱上;
68.2)绕线完成后,预压成型装置4下压,以使产品初步成型;
69.3)模具板移载装置3将产品模具板6移载至热压成型装置5的下方,热压成型装置5对初步成型的产品进行热压;
70.4)产品下料装置7将热压成型后的产品移载下料。
71.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。