1.本实用新型涉及一种布片成型模具,尤其是涉及一种布片折边成型装置。
背景技术:
2.瓜亚贝拉衬衫是一种墨西哥典型的男人穿的衣服,也被称为墨西哥结婚衬衫。这种衬衫的设计包括衬衫前后两排垂直的褶皱片,衬衫前面有两个或四个对称的大口袋。如附图11所示,褶皱片是通过反复翻折布片形成的,翻折线相互平行间隔。目前褶皱片是通过手工或者半机械的方式翻折成型,然后通过缝纫设备将各处折边固定。目前布片在车缝之前的翻折工序生产效率较低,翻折精度差,整体的良品率不高。
技术实现要素:
3.本实用新型提供了一种布片折边成型装置;解决现有技术中存在制成多次翻折布片生产效率低、精度差的问题。
4.本实用新型的上述技术问题主要是通过下述技术方案得以解决的:一种布片折边成型装置,包括模具和其上前后贯通设置的成型腔,所述成型腔的横截面外形从前端相对平滑的长条形逐渐变成多段弯折形,成型腔的外形变化为均匀的,成型腔的内表面在前后方向上为平滑过渡,成型腔的出口轮廓即所需布片的翻折形状。本实用新型适用于给连续带状的布片加工定型,为了便于布带进入,一般成型腔的前端开口宽度略宽于布带宽度,成型腔的上下厚度略厚于布带的厚度。所述布片从所述成型腔的前侧开口进入,流经整个腔体后从成型腔的后侧开口拉出,此时的布片已形成为所需的翻折外形,可直接进入车缝工序。因此本实用新型可以直接与车缝设备串联,只需要将本实用新型安装在车缝设备的进料端一侧,布带通过本实用新型后可直接进行车缝。这样本实用新型不仅仅具备高效高精度连续成型的效果,还具有较高的适用性。
5.进一步的,所述模具包括第一模具和第二模具;所述第一模具包括相互盖合的第一下模和第一上模;所述第一下模的上表面和第一上模的下表面之间形成有前后贯通的第一成型腔,所述第一成型腔的横截面从前端相对平滑的长条形逐渐变成多段弯折形;
6.所述第二模具包括相互盖合的第二下模和第二上模;所述第二下模的上表面和第二上模的下表面之间形成有前后贯通的第二成型腔,所述第二成型腔的横截面为各处一致设置,横截面外形为多段弯折形,任意弯折处的夹角均为锐角;
7.所述第二成型腔的前开口为正对第一成型腔的后开口设置,布带需要依次穿过第一模具和第二模具;
8.布带通过第一模具时,布带从原先平整的状态变成了翻折后的状态,布带主要的翻转过程是在第一模具中进行的,第二模具主要起到一个定型的效果。从第二模具出来的布带就是最终的成型结构,翻折后的布带在车缝之前需要被先进过压板,压板的作用在于将布带上的折边压平,便于缝制,而第二成型腔的外形设计保证布带在被压平的时候不会产生错位的变形。
9.进一步的,所述第一上模上设有若干上下贯通的条形孔,所述条形孔沿着所述第一上模的前后方向分布。在第一次安装布带时,需要手动从第一模具的前端开口送入,由于第一成型腔为前宽后窄,加上布片本身柔软,很难将布带贯穿整个第一成型腔。而条形孔的作用在于,可以通过细杆,让细杆推动布带一点点向后移动,直至布带完全贯穿第一成型腔。
10.因此,本实用新型相比现有技术具有以下特点:1.模具上设有前后贯通设置的成型腔,所述成型腔的横截面外形从前端相对平滑的长条形逐渐变成多段弯折形,所述布带从所述成型腔的前侧开口进入,流经整个腔体后从成型腔的后侧开口拉出,即可形成所需的折边形状,成型效率高,精度高。
附图说明
11.附图1是本实用新型的一种爆炸图;
12.附图2是本实用新型的一种结构示意图;
13.附图3是附图2的a-a剖视图;
14.附图4是第一成型腔后端开口的结构示意图;
15.附图5是第二成型腔开口的结构示意图;
16.附图6是布带依次经过第一模具、第二模具和车缝设备上的压板后的断面图;
17.附图7是第一上模的结构示意图;
18.附图8是第一下模的结构示意图;
19.附图9是压块的结构示意图;
20.附图10是本实用新型与车缝设备上的压板的位置关系图;
21.附图11是产品图。
具体实施方式
22.下面通过实施例,并结合附图,对本实用新型的技术方案作进一步具体的说明。
23.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
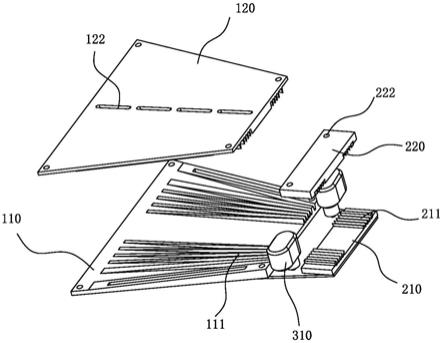
24.实施例1:见图1和图2,一种布片折边成型装置,包括第一模具100和第二模具200;所述第一模具包括相互盖合的第一下模110和第一上模120;所述第一下模的上表面和第一上模的下表面之间形成有前后贯通的第一成型腔130,所述第一成型腔的横截面从前端相对平滑的长条形逐渐变成多段弯折形(参见图3和图4);
25.见图5,所述第二模具包括相互盖合的第二下模210和第二上模220;所述第二下模的上表面和第二上模的下表面之间形成有前后贯通的第二成型腔230,所述第二成型腔的横截面为各处一致设置,横截面外形为多段弯折形,任意弯折处的夹角均为锐角;
26.所述第二成型腔的前开口为正对第一成型腔的后开口设置,布带需要依次穿过第一模具和第二模具;
27.见图6,布带通过第一模具时,布带从原先平整的状态变成了翻折后的状态,布带主要的翻转过程是在第一模具中进行的,第二模具主要起到一个定型的效果。从第二模具出来的布带就是最终的成型结构,翻折后的布带在车缝之前需要被先进过压板,压板的作用在于将布带上的折边压平(参见图10),便于缝制,而第二成型腔的外形设计保证布带在被压平的时候不会产生错位的变形。
28.见图8,所述第一下模的上表面上设有10条第一下凸棱111,不同第一下凸棱的具体尺寸可以不同,所述第一下凸棱从所述第一下模的前侧向后端分布;所述第一下凸棱在向后延伸过程中,其横截面外形从扁平形逐渐缩窄增高,相邻所述第一下凸棱之间的轴间距为向后逐渐变窄设置;
29.见图7,所述第一上模的下表面上设有11条第一上凸棱121,不同第一上凸棱的具体尺寸可以不同,所述第一上凸棱从所述第一上模的前侧向后端分布;所述第一上凸棱在向后延伸过程中,其横截面外形从扁平形逐渐缩窄增高,相邻所述第一上凸棱之间的轴间距为向后逐渐变窄设置;
30.见图1,所述第一上模与第一下模为上下盖合结构,具体可以通过螺钉紧固,盖合状态下,所述第一上凸棱与所述第一下凸棱为相互错开设置,且相互之间形成有可容纳布片的间隙。
31.见图5,所述第二下模的上表面上设有若干前后分布的第二下凸棱211,所述第二下凸棱的数量与第一下凸棱一致;
32.所述第二上模的下表面上设有若干前后分布的第二上凸棱221,所述第二上凸棱的数量与第一上凸棱一致;
33.所述第二上模与第二下模为前后滑动盖合,盖合状态下,所述第二下凸棱与所述第二上凸棱为相互错开设置,且相互之间形成有可容纳布片的间隙。
34.见图2和图9,本实施例还包括有将第一下模和第二下模形成固定的固定板300,所述固定板上两个转动连接的压块310,所述压块的底部设有可上下弹性活动的锁销320,所述第二上模上设有两个可与所述锁销形成限位的凹槽222。
35.见图2,所述第一上模上设有若干上下贯通的条形孔122,所述条形孔沿着所述第一上模的前后方向分布。在第一次安装布带时,需要手动从第一模具的前端开口送入,由于第一成型腔为前宽后窄,加上布片本身柔软,很难将布带贯穿整个第一成型腔。而条形孔的作用在于,可以通过细杆,让细杆推动布带一点点向后移动,直至布带完全贯穿第一成型腔。
36.本实用新型可改变为多种方式对本领域的技术人员是显而易见的,这样的改变不认为脱离本实用新型的范围。所有这样的对所述领域技术人员显而易见的修改将包括在本权利要求的范围之内。