1.本技术涉及窗帘生产领域,尤其是涉及一种窗帘缝带机。
背景技术:
2.窗帘是由布、麻、纱、铝片、木片、金属材料等制作的,具有遮阳隔热和调节室内光线的功能。目前,窗帘布按材质分有棉纱布、涤纶布、涤棉混纺、棉麻混纺、无纺布等,不同的材质、纹理、颜色、图案等综合起来就形成了不同风格的布帘,配合不同风格的室内设计窗帘。
3.窗帘上端部通常缝制有穿杆带,穿杆带与窗框上固定的杆配套使用,将杆穿过穿杆带,进而实现窗帘的挂起,穿杆带在杆上滑动,实现窗帘的拉开和折叠关闭。穿杆带100包括长条形布料110,长条形布料110设有两个长边120,穿杆带100在进行缝纫时,一般通过缝纫机进行缝合,将长条形布料110的两个长边120叠合在一起,保持两个长边120平齐正对,再通过缝纫机对叠合在一起的长边120进行缝纫,缝纫后中间形成可供杆穿过的空腔130,再将穿杆带100与窗帘上端部缝制在一起。
4.相关公告号为cn205576472u的中国专利公开了一种结构安全的窗帘缝纫机,包括机体、旋转手柄、支架、踏板和缝针,机体安装在工作台的上方,且机体的左侧设置有润滑油孔,缝针安装在润滑油孔的下方,且缝针的上方设置有缝针调节器,机体的右侧设置有传动轮,旋转手柄安装在传动轮的右侧。
5.针对上述中的相关技术,发明人认为,缝纫机在缝制穿杆带时,叠合后的长条形布料经过缝针下方进行缝合,需人工手动使两个长边保持平齐正对,在手动将两长边缝合制成穿杆带,当需要将大批量的长条形布料缝制成传杆带时,人工缝制需消耗较多的人力资源和生产时间,生产效率不佳。
技术实现要素:
6.为了提高穿杆带的缝制效率,本技术提供一种窗帘缝带机。
7.本技术提供一种窗帘缝带机,采用如下的技术方案:
8.一种窗帘缝带机,包括机体和工作台,所述机体设有机针,工作台设有位于机针下方的条形针槽,工作台设有收卷组件,收卷组件包括收卷辊和收卷电机,工作台上靠近机针处设有卡带组件,卡带组件包括条形板和套设于条形板外部的中空套板,套板与工作台上端面固定连接,条形板与套板内壁存在间隙,条形板设有侧板,套板内壁设有与侧板平行的内板,内板的两端固定连接有连接片,连接片远离内板的一端与侧板固定连接。
9.通过采用上述技术方案,将长条形布料远离机针的一端包裹在条形板上,使两条长边位于靠近侧板的一端,两条长边相互靠近处设有开口,长条形布料包裹在条形板上从套板内部向针槽一端穿出时,机针沿两个长边的长度方向进行缝合形成穿杆带,收卷电机带动收卷辊对缝合好的穿杆带进行收卷,节省了人力资源和生产时间,提高了穿杆带的缝制效率。
10.可选的,所述工作台固定连接有定位板,定位板上设有相互平行的夹片,夹片之间存在间距,上下两个夹片之间设有走料腔。
11.通过采用上述技术方案,两个平行贴合的长边从夹片之间的走料腔内穿过,夹板对长边的一侧进行限位,夹片减小长边发生翘起,保证上下两个长边保持平齐贴合,有利于提高机针对长边的缝制效果。
12.可选的,所述工作台靠近收卷组件处设有定位座,定位座与工作台固定连接,定位座连接有相互平行的第一横杆和第二横杆,第一横杆和第二横杆远离定位座的一端均转动连接有压紧辊。
13.通过采用上述技术方案,缝制后的穿杆带从两个压紧辊之间穿过,压紧辊对穿杆带进行压平处理,防止穿杆带发生翘起,有利于提高对穿杆带的收卷效果。
14.可选的,所述第一横杆远离压紧辊的一端固定连接有限位块,定位座沿竖直方向开设有与限位块滑动连接的滑槽,限位块连接有螺栓,定位座沿竖直方向开设有若干与滑槽相连通的通孔,螺栓穿过通孔与限位块螺纹连接。
15.通过采用上述技术方案,螺栓穿过通孔与限位块螺纹连接,便于根据穿杆带的厚度调节压紧辊对穿杆带的压紧,保障对穿杆带的压紧和收卷效果。
16.可选的,所述条形板的两端均设有倒角。
17.通过采用上述技术方案,倒角使得条形板不会对长条形布料造成磨损,便于保障穿杆带的整体品质和使用效果。
18.可选的,所述套板包括上板和下板,上板靠近针槽的一端固设有第一刮板,下板靠近针槽的一端固设有第二刮板。
19.通过采用上述技术方案,穿杆带在向针槽一端传输过程中,第一刮板与穿杆带上端面相抵触,第二刮板与穿杆带的下端面相抵触,便于将穿杆带上下两个端面的多余毛线和边角线去除,提高穿杆带表面的平整性。
20.可选的,所述工作台固设有吹风机,吹风机位于靠近套板的一侧,吹风机设有若干吹风头,吹风头与套板靠近针槽的一端相对应。
21.通过采用上述技术方案,吹风头对第一刮板和第二刮板的一侧进行吹风,将刮下的毛线和边角线从工作台上吹下,有利于保障穿杆带的品质不受影响。
22.可选的,所述机体设有照明灯。
23.通过采用上述技术方案,照明灯便于操作人员观察穿杆带的缝纫效果。
24.综上所述,本技术包括以下至少一种有益技术效果:
25.1.将长条形布料远离机针的一端包裹在条形板上,使两条长边位于靠近侧板的一端,两条长边相互靠近处设有开口,长条形布料包裹在条形板上从套板内部向针槽一端穿出时,机针沿两个长边的长度方向进行缝合形成穿杆带,收卷电机带动收卷辊对缝合好的穿杆带进行收卷,节省了人力资源和生产时间,提高了穿杆带的缝制效率;
26.2.两个平行贴合的长边从夹片之间的走料腔内穿过,夹板对长边的一侧进行限位,夹片减小长边发生翘起,保证上下两个长边保持平齐贴合,有利于提高机针对长边的缝制效果;
27.3.缝制后的穿杆带从两个压紧辊之间穿过,压紧辊对穿杆带进行压平处理,防止穿杆带发生翘起,有利于提高对穿杆带的收卷效果。
附图说明
28.图1是背景技术中穿杆带的结构示意图。
29.图2是一种窗帘缝带机的整体结构示意图。
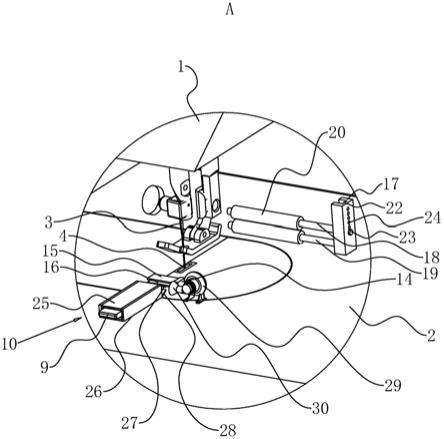
30.图3是图2中a部分的放大示意图。
31.图4是条形板与套板的连接示意图。
32.附图标记说明:100、穿杆带;110、长条形布料;120、长边;130、空腔;1、机体;2、工作台;3、机针;4、针槽;5、收卷组件;6、收卷辊;7、收卷电机;8、卡带组件;9、条形板;10、套板;11、侧板;12、内板;13、连接片;14、定位板;15、夹片;16、走料腔;17、定位座;18、第一横杆;19、第二横杆;20、压紧辊;22、滑槽;23、螺栓;24、通孔;25、上板;26、下板;27、第一刮板;28、第二刮板;29、吹风机;30、吹风头;31、照明灯。
具体实施方式
33.以下结合全部附图对本技术作进一步详细说明。
34.本技术实施例公开一种窗帘缝带机。
35.参照图2和图3,一种窗帘缝带机,包括机体1和工作台2,机体1安装有机针3,工作台2设有位于机针3下方的条形针槽4,针槽4便于机针3在上下移动进行缝纫时穿过。缝纫机在使用过程中,操作人员用手转动手轮同时脚蹬下方的踏板,进而机针3可进行缝纫。工作台2安装有收卷组件5,收卷组件5包括收卷辊6和收卷电机7,收卷电机7输出轴与收卷辊6固定连接,收卷电机7带动收卷辊6可对缝纫后的穿杆带100进行收卷。
36.参照图3和图4,工作台2上靠近机针3处安装有卡带组件8,卡带组件8位于针槽4的一侧,卡带组件8包括条形板9和中空套板10,条形板9与针槽4平行设置,套板10套设于条形板9外部,套板10与工作台2上端面固定连接,条形板9远离针槽4的一端伸出套板10外部,条形板9沿周向的四个端面与套板10内壁存在间隙,在缝制穿杆带100时,将长条形布料110从远离机针3的一端包裹在条形板9上。
37.参照图3和图4,条形板9设有侧板11,侧板11位于条形板9靠近针槽4的一端,侧板11与工作台2垂直且与针槽4相平行,长条形布料110的两条长边120位于条形板9靠近侧板11的一端,两条长边120相互靠近的一侧设有开口,套板10内壁设有与侧板11平行的内板12,内板12的两端固定连接有连接片13,连接片13远离内板12的一端与侧板11固定连接,使两个长边120在穿出时不会发生干涉,长条形布料110包裹在条形板9上并伸入套板10内,并从套板10内部向针槽4一端穿出,进而机针3沿两个长边120的长度方向进行缝合,将两个长边120缝合在一起形成穿杆带100。
38.参照图3,收卷电机7带动收卷辊6转动,穿杆带100缠绕在收卷辊6上,进而收卷电机7带动收卷辊6对缝合好的穿杆带100进行收卷,在收卷的同时,机针3将两个长边120缝合在一起形成穿杆带100,不需人工手动操作进行缝合,节省了人力资源和生产时间,提高了穿杆带100的缝制效率。
39.参照图3,条形板9的两端均设有倒角,倒角方便长条形布料110包裹在条形板9表面,使长条形布料110在向针槽4一端传输过程中,条形板9的端角不会对长条形布料110造成磨损,便于保障穿杆带100的整体品质和使用效果。
40.参照图3和图4,长条形布料110表面可能存在一些多余的毛线和边角线,套板10包
括上板25和下板26,上板25靠近针槽4的一端固设有第一刮板27,第一刮板27向下倾斜,下板26靠近针槽4的一端固设有第二刮板28,第二刮板28向上倾斜,穿杆带100在向针槽4一端传输过程中,上板25上的第一刮板27与穿杆带100上端面相抵触,下板26上的第二刮板28与穿杆带100的下端面相抵触,便于将穿杆带100上下两个端面的多余毛线和边角线去除,提高穿杆带100表面的平整性和美观性,便于保障穿杆带100的品质不受影响。
41.参照图3,工作台2靠近套板10处安装有吹风机29,吹风机29位于靠近套板10的一侧,吹风机29设有若干吹风头30,吹风头30与套板10靠近针槽4的一端相对应,穿杆带100在向针槽4一端输送过程中,吹风机29产生的风经过吹风头30吹出,吹风头30对第一刮板27和第二刮板28的一侧进行吹风,将长条形布料110上刮下的毛线和边角线从工作台2上吹下,提高穿杆带100表面的平整性,保障穿杆带100的品质,同时提高工作台2表面的整洁性。
42.参照图3,工作台2固定连接有定位板14,定位板14位于条形板9与针槽4之间,定位板14位于针槽4的一侧,两个长边120平行贴合在一起进行缝合形成穿杆带100,定位板14上固定连接有相互平行的夹片15,上下两个夹片15之间设有走料腔16,将两个平行贴合的长边120从夹片15之间的走料腔16内穿过,长边120的一侧与夹板相抵触,夹板对长边120的一侧进行限位,两个长边120分别与两个夹片15抵触传输,夹片15减小长边120发生的翘起,保证上下两个长边120保持平齐贴合,有利于提高机针3对长边120的缝制效果,提高穿杆带100的整体品质。
43.参照图3,工作台2靠近收卷组件5处设有定位座17,定位座17与工作台2固定连接,定位座17连接有相互平行的第一横杆18和第二横杆19,第一横杆18和第二横杆19均与条形板9长度方向垂直,第一横杆18位于第二横杆19上方,第一横杆18和第二横杆19远离定位座17的一端均转动连接有压紧辊20,将缝制后的穿杆带100从第一横杆18压紧辊20和第二横杆19压紧辊20之间穿过,压紧辊20与收卷辊6平行设置,压紧辊20对穿杆带100进行压平处理,防止穿杆带100发生翘起;同时穿杆带100带动压紧辊20转动,压紧辊20可辅助穿杆带100输送,有利于提高收卷辊6对穿杆带100的收卷效果。
44.参照图3,第一横杆18远离压紧辊20的一端固定连接有限位块,定位座17沿竖直方向开设有与限位块滑动连接的滑槽22,限位块位于滑槽22内且与滑槽22滑动连接,滑槽22便于对限位块进行限位,限位块连接有螺栓23,定位座17沿竖直方向开设有若干与滑槽22相连通的通孔24,螺栓23穿过通孔24与限位块螺纹连接,可调节限位块在定位座17滑槽22内的高度,可根据穿杆带100的厚度调节压紧辊20对穿杆带100的压紧,保障对穿杆带100的压紧和收卷效果。
45.参照图2和图3,在对压紧辊20对穿杆带100的压紧进行调节时,先将螺栓23与限位块分离,再将限位块滑动至滑槽22内的合适高度,将螺栓23穿过相对应的通孔24与限位块螺纹连接,进而实现限位块位置的固定,实现对压紧辊20位置的调节,可以根据不同厚度的穿杆带100调节压紧辊20的压紧度,提高装置的多适用性。机体1安装有照明灯31,照明灯31位于靠近机体1下端靠近机针3处,便于操作人员观察穿杆带100的缝纫效果
46.本技术实施例一种窗帘缝带机的实施原理为:缝纫机在使用过程中,操作人员用手转动手轮同时脚蹬下方的踏板,进而机针3进行缝纫。在缝制穿杆带100时,长条形布料110从远离机针3的一端包裹在条形板9上,长条形布料110包裹在条形板9上并伸入套板10内,长条形布料110的两条长边120位于条形板9靠近侧板11的一端,并从套板10内部向针槽
4一端穿出,机针3沿两个长边120的长度方向进行缝合,将两个长边120缝合在一起形成穿杆带100,将两个平行贴合的长边120从夹片15之间的走料腔16内穿过,穿杆带100再从第一横杆18压紧辊20和第二横杆19压紧辊20之间穿过,压紧辊20对穿杆带100进行压平处理,防止穿杆带100发生翘起,进而收卷电机7带动收卷辊6对缝合好的穿杆带100进行收卷,不需人工手动操作进行缝合,节省了人力资源和生产时间,提高了穿杆带100的缝制效率。
47.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。