1.本发明涉及医疗器材制备技术领域,具体涉及一种全自动生产抗落絮无纺布的方法及临床全防护医用手术单。
背景技术:
2.目前临床上大都采用非织造布(无纺布等)来制备医用手术单,非织造布是一种新型医疗材料,普遍具有拒水、透气、柔韧不助燃、无毒无刺激、色彩丰富、可降解等优点,但是还存在以下缺陷:首先,较高的落絮数。落絮是外科切口感染的重要来源之一,大量实验和事实证明,落絮可对人体产生长期的有时是直接的危害,为此临床要求手术单等能有效保护患者手术伤口免受感染,所以,落絮即成为衡量临床使用医用手术单的一个重要指标。
3.其次,较小的防护范围。目前的临床使用医用手术单、手术台上用的床单是直型的,当患者躺在手术台上的时候如果需要张开双臂,则会超出手术单、床单的范围,直接与手术台接触,容易造成交叉感染,防护范围小。
技术实现要素:
4.因此,为了克服上述缺陷,本发明实施例要解决的技术问题在于提供一种全自动生产抗落絮无纺布的方法及临床全防护医用手术单。
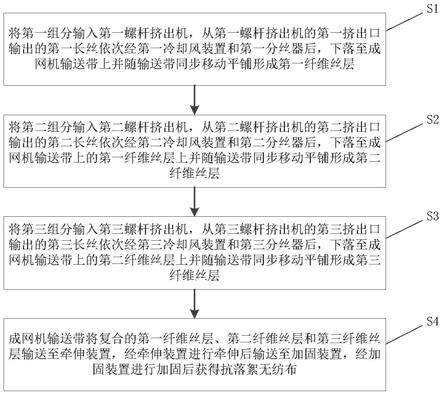
5.为此,本发明实施例的一种全自动生产抗落絮无纺布的方法,包括以下步骤:s1、将第一组分输入第一螺杆挤出机,从第一螺杆挤出机的第一挤出口输出的第一长丝依次经第一冷却风装置和第一分丝器后,下落至成网机输送带上并随输送带同步移动平铺形成第一纤维丝层;所述第一组分包括如下成分及重量份:聚丙烯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70-90份聚四氟乙烯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-8份全氟烷基丙烯酸酯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-5份;s2、将第二组分输入第二螺杆挤出机,从第二螺杆挤出机的第二挤出口输出的第二长丝依次经第二冷却风装置和第二分丝器后,下落至成网机输送带上的第一纤维丝层上并随输送带同步移动平铺形成第二纤维丝层;所述第二组分包括如下成分及重量份:聚丙烯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60-90份聚丙烯酰胺改性的生物炭
ꢀꢀꢀꢀ
2-17份纳米银
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1-2份壳聚糖
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-8份层状磷酸锆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-8份;s3、将第三组分输入第三螺杆挤出机,从第三螺杆挤出机的第三挤出口输出的第
三长丝依次经第三冷却风装置和第三分丝器后,下落至成网机输送带上的第二纤维丝层上并随输送带同步移动平铺形成第三纤维丝层;所述第三组分包括如下成分及重量份:聚丙烯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50-80份纳米碳酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-8份单甘油酯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.5-5份甲壳素衍生物
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-8份;s4、成网机输送带将复合的第一纤维丝层、第二纤维丝层和第三纤维丝层输送至牵伸装置,经牵伸装置进行牵伸后输送至加固装置,经加固装置进行加固后获得抗落絮无纺布。
6.优选地,所述第一组分、第二组分和第三组分在使用前均先进行烘干。
7.优选地,所述第一冷却风装置、第二冷却风装置和第三冷却风装置均包括沿纤维下落方向由上至下依次连接的低风速段、中风速段和高风速段,其中,低风速段的长度为0-25cm、冷却风风速为200-280cm/s,中风速段的长度为10-30cm、冷却风风速为300-500cm/s,高风速段的长度为50-60cm、冷却风风速为520-600cm/s。
8.优选地,所述第一分丝器、第二分丝器和第三分丝器均包括多根横截面直径沿纤维下落方向由上至下逐渐变小至逐渐变大的分丝棒,分丝棒之间等间距排列,所有分丝棒与电源连接,长丝从分丝棒之间的间隙通过。
9.优选地,所述牵伸装置包括顺次排列的至少一个定位辊、至少两组辊轮组和至少一个定形辊,每组辊轮组包括两个表面可致热的辊轮,两个辊轮的轴间距小于两个辊轮半径之和,所述复合的第一纤维丝层、第二纤维丝层和第三纤维丝层在至少两组辊轮组的带动下呈s形移动;定形辊为表面可致冷的辊轮,纤维丝层经定形辊传导后输出。
10.优选地,所述加固装置包括刺轮和平轮,经牵伸装置进行牵伸后输出的纤维丝层输入并穿过刺轮和平轮之间的间隙,刺轮用于作用于第三纤维丝层,平轮用于作用于第一纤维丝层。
11.本发明实施例的一种临床全防护医用手术单,包括交叠连接的第一单布和第二单布,所述第一单布和第二单布均采用上述的全自动生产抗落絮无纺布的方法制备获得的抗落絮无纺布,其第三纤维丝层所在的一面为直接与人体接触的一面;第二单布位于第一单布的中部顶面上,其左右两端具有翼部,两个翼部为延伸超出第一单布的两侧边。
12.优选地,还包括至少两个上部定位拉环和至少两个下部定位拉环,上部定位拉环上和第一单布底面的该上部定位拉环向内折叠后能接触的相应位置上分别设有相互匹配的魔术贴,下部定位拉环上和第一单布底面的该下部定位拉环向内折叠后能接触的相应位置上分别设有相互匹配的魔术贴。
13.优选地,还包括至少两条头部定位铝条,呈v字形排列,用于稳定头部不被移动。
14.本发明实施例的全自动生产抗落絮无纺布的方法及临床全防护医用手术单,具有如下优点:1. 全自动生产抗落絮无纺布的方法,制备方法可全自动实现,加工过程无毒害、无异味,生产效率高。选用特殊的材料分别制备了三层纤维丝层,复合而成抗落絮无纺布,具有防水、抗菌防霉和吸水、抗落絮的优异性能,能适用于满足临床要求的医用手术单上。
15.2. 临床全防护医用手术单,翼部打开时扩大手术单铺盖面积,使患者的手臂等各体位均能被手术单有效防护,根据不同手术台的规格,展开的翼部可悬垂在手术台两侧或展开摆放在手术台上,实现全方位防护,不与手术台接触,减少交叉感染风险。且展开的翼部也可作为移动患者时的手术单的手抓部,方便抓取以移抬患者操作。
附图说明
16.为了更清楚地说明本发明具体实施方式中的技术方案,下面将对具体实施方式描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
17.图1为本发明实施例1中全自动生产抗落絮无纺布的方法的一个具体示例的流程图;图2为本发明实施例1中第一分丝器、第二分丝器或第三分丝器的一个具体示例的示意图;图3为本发明实施例1中牵伸装置的一个具体示例的示意图;图4为本发明实施例2中临床全防护医用手术单的一个具体示例的示意图。
18.附图标记:1-分丝棒,2-定位辊,3-辊轮组,4-辊轮组,5-定形辊,101-第一单布,102-第二单布,1021-翼部,103-上部定位拉环,1031-魔术贴,104-下部定位拉环,1041-魔术贴,105-头部定位铝条。
具体实施方式
19.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.在本发明的描述中,需要说明的是,本文所用的术语仅用于描述特定实施例的目的,而并非旨在限制本发明。除非上下文明确指出,否则如本文中所使用的单数形式“一”、“一个”和“该”等意图也包括复数形式。使用“包括”和/或“包含”等术语时,是意图说明存在该特征、整数、步骤、操作、元素和/或组件,而不排除一个或多个其他特征、整数、步骤、操作、元素、组件、和/或其他组合的存在或增加。术语“和/或”包括一个或多个相关列出项目的任何和所有组合。术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,还可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
21.此外,下面所描述的本发明不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
22.实施例1本实施例提供一种全自动生产抗落絮无纺布的方法,如图1所示,包括以下步骤:s1、将第一组分输入第一螺杆挤出机,从第一螺杆挤出机的第一挤出口输出的第一长丝依次经第一冷却风装置和第一分丝器后,下落至成网机输送带上并随输送带同步移动平铺形成第一纤维丝层;所述第一组分包括如下成分及重量份:聚丙烯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70-90份聚四氟乙烯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-8份全氟烷基丙烯酸酯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-5份从而使第一纤维丝层具有较好的防水功能;s2、将第二组分输入第二螺杆挤出机,从第二螺杆挤出机的第二挤出口输出的第二长丝依次经第二冷却风装置和第二分丝器后,下落至成网机输送带上的第一纤维丝层上并随输送带同步移动平铺形成第二纤维丝层;所述第二组分包括如下成分及重量份:聚丙烯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60-90份聚丙烯酰胺改性的生物炭
ꢀꢀꢀꢀ
2-17份纳米银
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1-2份壳聚糖
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-8份层状磷酸锆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-8份从而使第二纤维丝层具有较好的抗菌防霉和吸水功能;s3、将第三组分输入第三螺杆挤出机,从第三螺杆挤出机的第三挤出口输出的第三长丝依次经第三冷却风装置和第三分丝器后,下落至成网机输送带上的第二纤维丝层上并随输送带同步移动平铺形成第三纤维丝层;所述第三组分包括如下成分及重量份:聚丙烯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
50-80份纳米碳酸钙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-8份单甘油酯
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
0.5-5份甲壳素衍生物
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-8份从而使第三纤维丝层具有较好的抗落絮功能;s4、成网机输送带将复合的第一纤维丝层、第二纤维丝层和第三纤维丝层输送至牵伸装置,经牵伸装置进行牵伸后输送至加固装置,经加固装置进行加固后获得抗落絮无纺布。
23.上述全自动生产抗落絮无纺布的方法,制备方法可全自动实现,加工过程无毒害、无异味,生产效率高。选用特殊的材料分别制备了三层纤维丝层,复合而成抗落絮无纺布,具有防水、抗菌防霉和吸水、抗落絮的优异性能,能适用于满足临床要求的医用手术单上。
24.优选地,所述第一组分、第二组分和第三组分在使用前均先进行烘干,烘干温度为100-120℃,时间为20-30min。
25.优选地,所述第一冷却风装置、第二冷却风装置和第三冷却风装置均包括沿纤维下落方向由上至下依次连接的低风速段、中风速段和高风速段,其中,低风速段的长度为0-25cm、冷却风风速为200-280cm/s,中风速段的长度为10-30cm、冷却风风速为300-500cm/s,高风速段的长度为50-60cm、冷却风风速为520-600cm/s,从而使纤维充分冷却固化的同时,还提高了纤维的韧性。
26.优选地,如图2所示,所述第一分丝器、第二分丝器和第三分丝器均包括多根横截面直径沿纤维下落方向由上至下逐渐变小至逐渐变大的分丝棒1,分丝棒之间等间距排列,所有分丝棒与电源连接,给分丝棒通电后,可以使分丝棒之间形成静电场,长丝从分丝棒之间的间隙通过以达到静电分丝效果,由于分丝棒的横截面直径沿纤维下落方向由上至下逐渐变小至逐渐变大,使得分丝棒之间的间隙沿纤维下落方向由上至下逐渐变大至逐渐变小,首先逐渐变大的空间有利于长丝分散均匀,且防止断丝,然后逐渐变小的空间可以增强静电效应,有利于长丝进一步分散均匀,提高长丝连续性和成网均匀性。
27.优选地,如图3所示,所述牵伸装置包括顺次排列的至少一个定位辊2、至少两组辊轮组3、4和至少一个定形辊5,每组辊轮组包括两个表面可致热的辊轮,两个辊轮的轴间距小于两个辊轮半径之和,所述复合的第一纤维丝层、第二纤维丝层和第三纤维丝层在至少两组辊轮组的带动下呈s形移动,形成对纤维丝层的牵伸力,同时每组辊轮组中辊轮表面制热纤维丝层,提高牵伸效果,通过调节每组两个辊轮的轴间距及致热温度可实现起到调节牵伸力和牵伸效果的作用。定形辊为表面可致冷的辊轮,纤维丝层经定形辊传导后输出。优选地,所有组辊轮组的总牵伸倍数为3-6倍,致热温度为85-120℃,致冷温度为10-30℃。
28.优选地,所述加固装置包括刺轮和平轮,经牵伸装置进行牵伸后输出的纤维丝层输入并穿过刺轮和平轮之间的间隙,以受压加固,刺轮用于作用于第三纤维丝层,平轮用于作用于第一纤维丝层,经刺轮的施压使得第三纤维丝层表面具有更佳的抗落絮功能。
29.下面通过几个实例来详细说明。
30.实例一取第一组分为如下成分及重量份:聚丙烯70份、聚四氟乙烯8份、全氟烷基丙烯酸酯5份;第二组分为如下成分及重量份:聚丙烯60份、聚丙烯酰胺改性的生物炭17份、纳米银2份、壳聚糖8份、层状磷酸锆8份;第三组分为如下成分及重量份:聚丙烯50份、纳米碳酸钙8份、单甘油酯5份、甲壳素衍生物8份。
31.第一组分、第二组分、第三组分烘干后采用上述全自动生产抗落絮无纺布的方法制备获得第一抗落絮无纺布,其中,第一冷却风装置的低风速段的长度为20cm、冷却风风速为230cm/s,中风速段的长度为10cm、冷却风风速为300cm/s,高风速段的长度为50cm、冷却风风速为520cm/s。第二冷却风装置的低风速段的长度为5cm、冷却风风速为280cm/s,中风速段的长度为15cm、冷却风风速为320cm/s,高风速段的长度为55cm、冷却风风速为550cm/s。第三冷却风装置的低风速段的长度为25cm、冷却风风速为200cm/s,中风速段的长度为30cm、冷却风风速为500cm/s,高风速段的长度为55cm、冷却风风速为550cm/s。所有组辊轮组的总牵伸倍数为5倍,致热温度为95℃,致冷温度为10℃。
32.实例二取第一组分为如下成分及重量份:聚丙烯80份、聚四氟乙烯5份、全氟烷基丙烯酸酯3份;第二组分为如下成分及重量份:聚丙烯75份、聚丙烯酰胺改性的生物炭10份、纳米银2份、壳聚糖5份、层状磷酸锆5份;第三组分为如下成分及重量份:聚丙烯65份、纳米碳酸钙5份、单甘油酯2份、甲壳素衍生物5份。
33.第一组分、第二组分、第三组分烘干后采用上述全自动生产抗落絮无纺布的方法制备获得第二抗落絮无纺布,其中装置参数与实例一相同设置。
34.实例三
取第一组分为如下成分及重量份:聚丙烯90份、聚四氟乙烯2份、全氟烷基丙烯酸酯2份;第二组分为如下成分及重量份:聚丙烯90份、聚丙烯酰胺改性的生物炭2份、纳米银1份、壳聚糖2份、层状磷酸锆2份;第三组分为如下成分及重量份:聚丙烯80份、纳米碳酸钙2份、单甘油酯0.5份、甲壳素衍生物2份。
35.第一组分、第二组分、第三组分烘干后采用上述全自动生产抗落絮无纺布的方法制备获得第三抗落絮无纺布,其中装置参数与实例一相同设置。
36.分别对所制备的第一、第二、第三抗落絮无纺布进行干态、湿态和摩擦后试验,试验方法:在洁净条件下,操作者应佩戴用于iso5级洁净室的手套裁取两组试件,每组7个,标记第三纤维丝层的一面为测试面,试验中实际只测试5个试件数据,最上层和最下层的两个试件作为保护试件。试验结果为5个试件的平均值。落絮评价试验方法以3-25μm规格范围的粒子计算实验结果,如下表所示: 测试项总落絮落絮系数第一抗落絮无纺布测试面6872.83第二抗落絮无纺布测试面7252.86第三抗落絮无纺布测试面8342.92由上表可知,所制备的第一、第二、第三抗落絮无纺布在干态、湿态和摩擦后试验下均具有较小的落絮系数,抗落絮性能表现优异,非常适用于临床使用。
37.实施例2本实施例提供一种临床全防护医用手术单,如图4所示,包括交叠连接的第一单布101和第二单布102,所述第一单布和第二单布均采用实施例1中制备获得的抗落絮无纺布,其第三纤维丝层所在的一面为直接与人体接触的一面;第二单布位于第一单布的中部顶面上,其左右两端具有翼部1021,两个翼部为延伸超出第一单布的两侧边,用于翼部打开时扩大手术单铺盖面积,使患者的手臂等各体位均能被手术单有效防护,根据不同手术台的规格,展开的翼部可悬垂在手术台两侧或展开摆放在手术台上,实现全方位防护,不与手术台接触,减少交叉感染风险。展开的翼部也可作为移动患者时的手术单的手抓部,方便抓取以移抬患者操作。优选地,第一单布的长l1为220-240cm,例如230cm,宽h1为80-100cm,例如90cm。第二单布的长l2为150-170cm,例如160cm,宽h2为90-110cm,例如100cm。
38.优选地,临床全防护医用手术单还包括至少两个上部定位拉环103和至少两个下部定位拉环104,上部定位拉环上和第一单布底面的该上部定位拉环向内折叠后能接触的相应位置上分别设有相互匹配的魔术贴1031,下部定位拉环上和第一单布底面的该下部定位拉环向内折叠后能接触的相应位置上分别设有相互匹配的魔术贴1041,从而折叠后方便定位,通过设置上部、下部定位拉环,在移动患者时进一步方便操作人员抓取手术单,有效保护患者身体在移动过程中的稳定性,防止伤害患者。
39.优选地,临床全防护医用手术单还包括至少两条头部定位铝条105,呈v字形排列,符合人体工程学,用于稳定头部不被移动,尤其是在移抬患者时,提高安全性。
40.本实施例还提供一种全自动制备上述临床全防护医用手术单的方法,该方法可以无缝衔接实施例1的全自动生产抗落絮无纺布的方法,使从原材料开始到临床全防护医用手术单的制备一气呵成、全自动完成,包括以下步骤:s5、将抗落絮无纺布依次输送至第一切割机和第二切割机,第一切割机和第二切
割机交替进行切割获得第一单布和第二单布,其中第一切割机用于切割获得第一单布,第二切割机用于切割获得第二单布;s6、将第一单布输送至淋膜机上,使第一单布上的待淋膜区域对准淋膜机输出口;s7、将淋膜原料加入自动搅拌机内充分搅拌混合均匀后,输送入淋膜机进料斗内,在进料斗内的自动烘干装置将混合均匀的淋膜原料完全干燥后,启动淋膜机熔融挤出装置,实施在待淋膜区域内淋膜;s8、将第二单布输送至淋膜完成后的待淋膜区域上方,并进行全自动光电调节对边后,使第一单布和第二单布达到预设连接位置,将第一单布和第二单布一起依次通过平衡导辊、背压辊、硅胶辊、复合冷却滚筒和汽缸缓冲浮动导辊后输出,以完成第一单布和第二单布的熔融连接,提高粘合强度和材料整体性,避免粘合区域呈现明显的感官差别,影响舒适性。
41.优选地,还包括以下步骤:s9、将连接的第一单布和第二单布输送至全自动粘贴机,完成上部定位拉环和下部定位拉环及其上的魔术贴、以及第一单布底面上的魔术贴的粘贴,还可以完成头部定位铝条的粘贴。
42.优选地,还可以包括将制备好的临床全防护医用手术单进行全自动折边、对折,送入灭菌装置进行灭菌,然后入袋封装等步骤。
43.显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。