1.本实用新型涉及服装加工技术领域,特别涉及一种一次成型肩袢的成型模具。
背景技术:
2.服装加工是以现代化的机器加工为主,手工加工为辅的一种服装生产方法。从服装加工从面料来分为:梭织面料加工和针织面料加工。从组成成份来分类包括棉织物、丝织物、毛织物、麻织物、化纤织物及它们的混纺和交织织物等等。服装的加工主要包括以下流程:面辅料进厂检验
→
技术准备
→
裁剪
→
缝制
→
锁眼钉扣
→
整烫
→
成衣检验
→
包装
→
入库或出运。其缝制工序是服装加工中最为繁琐和关键的工序,因为其缝制效果会直接影响服装的加工质量。
3.肩袢是装饰在服装肩部的小袢。肩袢虽小,但是其加工难度较大,因为肩袢在加工过程中需要进行多次折叠和翻边。目前在肩袢加工过程中,需要进行多次翻边、熨烫和缝纫,加工过程繁琐,费时费力。
技术实现要素:
4.本实用新型的目的是提供一种一次成型肩袢的成型模具,能一次性实现对肩袢的成型加工,结构合理紧凑,可靠性好,大大提高了肩袢的加工效率。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种一次成型肩袢的成型模具,它包括成型底页、第一翻边页、第二翻边页、压袢页、缝制引导页、第一压边支承板、第二压边支承板、第一翻边滑板、第二翻边滑板,所述成型底页、第一翻边页、第二翻边页的一端通过活页夹连接,所述第一翻边页的另一端通过活页夹和压袢页的一端连接,所述成型底页的另一端通过活页夹和缝制引导页的一端连接,所述第一翻边页内设置有第一翻边滑板引导槽,所述第一翻边滑板可滑动设置在第一翻边页内的第一翻边滑板引导槽内,所述第一翻边页上还设置有第一成型槽口,所述第二翻边页内设置有第二翻边滑板引导槽,所述第二翻边滑板可滑动设置在第二翻边页内的第二翻边滑板引导槽内,所述第二翻边页上还设置有第二成型槽口,所述第一成型槽口和第二成型槽口对称设置并相互贯通,所述缝制引导页上设置有缝制引导走针槽,所述缝制引导页上设置有压边条,所述压边条位于缝制引导走针槽的外圈。
7.进一步地,所述压袢页的另一端设置有压指u型槽。
8.进一步地,所述压边条为橡胶压边条。
9.本实用新型和现有技术相比,具有以下优点和效果:首先将成型底页和第二翻边页的底面放置在缝纫平台上,压袢页向下翻页,将其折叠于第一翻边页和成型底页之间,然后将第一翻边页和第二翻边页展开。接着,将待加工成肩袢的长方形布料放置在第一成型槽口和第二成型槽口位置,其边缘是露出于第一成型槽口和第二成型槽口的。再接着,将第一压边支承板和第二压边支承板分别将布料向下压在第一成型槽口和第二成型槽口内。然后,推动第一翻边滑板和第二翻边滑板,第一翻边滑板和第二翻边滑板分别沿着第一翻边
滑板引导槽、第二翻边滑板引导槽向内侧滑动,实现对布料的翻边。再然后,将第一翻边页和压袢页向第二翻边页翻页,从而完成布料的折叠,形成了肩袢的形状。再然后,操作人员通过压指u型槽按住肩袢,然后将压袢页翻开。压袢页的另一端设置有压指u型槽,不但能实现对肩袢的压持,保证加工的稳定性,而且压指u型槽的设置有利于压袢页的翻页,提高加工效率。最后将缝制引导页翻过来,压边条刚好压住肩袢,操作人员抽出第一压边支承板和第二压边支承板,操作人员通过缝制引导走针槽缝纫走针,缝制形成肩袢。压边条为橡胶压边条,在缝制过程中不但能实现对肩袢的压边,保证缝制的稳定性,而且能有效避免对肩袢造成压痕,提高肩袢加工的平整性。本实用新型能一次性实现对肩袢的成型加工,结构合理紧凑,可靠性好,大大提高了肩袢的加工效率。
附图说明
10.图1为本实用新型加工成肩袢的结构示意图。
11.图2为本实用新型加工成肩袢的剖视图。
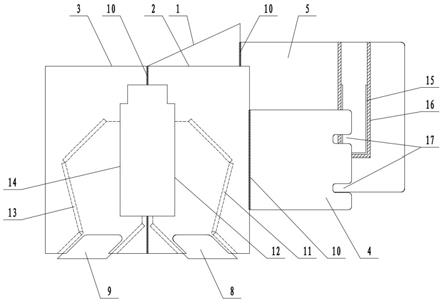
12.图3为本实用新型一次成型肩袢的成型模具的结构示意图。
13.图4为本实用新型第一压边支承板的结构示意图。
14.图5为本实用新型第一翻边滑板的结构示意图。
15.图6为本实用新型第二压边支承板的结构示意图。
16.图7为本实用新型第二翻边滑板的结构示意图。
17.图中:1.成型底页,2.第一翻边页,3.第二翻边页,4.压袢页,5.缝制引导页,6.第一压边支承板,7.第二压边支承板,8.第一翻边滑板,9.第二翻边滑板,10.活页夹,11.第一翻边滑板引导槽,12.第一成型槽口,13.第二翻边滑板引导槽,14.第二成型槽口,15.缝制引导走针槽,16.压边条,17.压指u型槽。
具体实施方式
18.下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实施例是对本实用新型的解释而本实用新型并不局限于以下实施例。
19.如图1、图2、图3、图4、图5、图6和图7所示,一种一次成型肩袢的成型模具,它包括成型底页1、第一翻边页2、第二翻边页3、压袢页4、缝制引导页5、第一压边支承板6、第二压边支承板7、第一翻边滑板8、第二翻边滑板9,所述成型底页1、第一翻边页2、第二翻边页3的一端通过活页夹10连接,所述第一翻边页2的另一端通过活页夹10和压袢页4的一端连接,所述成型底页1的另一端通过活页夹10和缝制引导页5的一端连接,所述压袢页4的另一端设置有压指u型槽17,不但能实现对肩袢的压持,保证加工的稳定性,而且压指u型槽17的设置有利于压袢页4的翻页,提高加工效率。所述第一翻边页2内设置有第一翻边滑板引导槽11,所述第一翻边滑板8可滑动设置在第一翻边页2内的第一翻边滑板引导槽11内,所述第一翻边页2上还设置有第一成型槽口12,所述第二翻边页3内设置有第二翻边滑板引导槽13,所述第二翻边滑板9可滑动设置在第二翻边页3内的第二翻边滑板引导槽13内,所述第二翻边页3上还设置有第二成型槽口14,所述第一成型槽口12和第二成型槽口14对称设置并相互贯通,所述缝制引导页5上设置有缝制引导走针槽15,所述缝制引导页5上设置有压边条16,所述压边条16位于缝制引导走针槽15的外圈。所述压边条16为橡胶压边条,在缝制
过程中不但能实现对肩袢的压边,保证缝制的稳定性,而且能有效避免对肩袢造成压痕,提高肩袢加工的平整性。
20.通过上述技术方案,本实用新型一种一次成型肩袢的成型模具使用时,首先将成型底页1和第二翻边页3的底面放置在缝纫平台上,压袢页4向下翻页,将其折叠于第一翻边页2和成型底页1之间,然后将第一翻边页2和第二翻边页3展开。接着,将待加工成肩袢的长方形布料放置在第一成型槽口12和第二成型槽口14位置,其边缘是露出于第一成型槽口12和第二成型槽口14的。再接着,将第一压边支承板6和第二压边支承板7分别将布料向下压在第一成型槽口12和第二成型槽口14内。然后,推动第一翻边滑板8和第二翻边滑板9,第一翻边滑板8和第二翻边滑板9分别沿着第一翻边滑板引导槽11、第二翻边滑板引导槽13向内侧滑动,实现对布料的翻边。再然后,将第一翻边页2和压袢页4向第二翻边页3翻页,从而完成布料的折叠,形成了肩袢的形状。再然后,操作人员通过压指u型槽17按住肩袢,然后将压袢页4翻开。最后将缝制引导页5翻过来,压边条16刚好压住肩袢,操作人员抽出第一压边支承板6和第二压边支承板7,操作人员通过缝制引导走针槽13缝纫走针,缝制形成肩袢。本实用新型能一次性实现对肩袢的成型加工,结构合理紧凑,可靠性好,大大提高了肩袢的加工效率。
21.本说明书中所描述的以上内容仅仅是对本实用新型所作的举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型说明书的内容或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。