1.本发明涉及床垫围条加工设备技术领域,具体是一种床垫围条加标签锁边切断缝合装置。
背景技术:
2.市面上常见的床垫侧面围条加工方式为:多工序,多工位,人工生产。需要将面料分别进行直线缝制、锁边缝制,加标签、打标记、测量长度、裁切、缝合等工序处理才能完成床垫围条的加工。
3.现有床垫侧面围条生产技术存在的缺点是多工序、多工位加工需要多台设备以及技术员配合生产,导致生产过程复杂、出错率高、质量不稳定、生产成本高、效率低等。
技术实现要素:
4.本发明所要解决的技术问题是现有床垫侧面围条生产技术手段多工序以及多工位,另外加工需要多台设备以及技术员配合生产,因此本发明提供如下技术方案:
5.一种床垫围条加标签锁边切断缝合装置,包括放料装置、直线机、标签装置、缝制装置、打标记装置、拉布装置、切断装置、布料折叠装置、送布装置以及缝合装置;所述放料装置位于直线机一侧与直线机对接;所述直线机另一侧对接标签装置;标签装置对接缝制装置;所述缝制装置包括正机头缝制装置和反机头缝制装置;正机头缝制装置和反机头缝制装置之间距离能够调节;缝制装置对接打标记装置;打标记装置、拉布装置、切断装置、布料折叠装置、送布装置以及缝合装置依序对接;
6.作为本发明的进一步方案:所述直线机为33针型直线机,可缝制直线、加小边、加拉链、加网布等样式;
7.作为本发明的再进一步方案:所述直线机与标签装置之间设有限位装置,限位装置安装有三个接近开关,能够配合前后机器的工作,解决前后机器的速度差造成的问题。
8.作为本发明的再进一步方案:所述标签装置、缝制装置、打标记装置、拉布装置、切断装置、布料折叠装置、送布装置以及缝合装置安装在主架上;
9.作为本发明的再进一步方案:还包括调节装置,所述调节装置安装在主架上,所述反机头缝制装置安装与调节装置上,正机头缝制装置安装在主架上;调节装置能够调节正机头缝制装置和反机头缝制装置之间的距离,进而满足不同宽度材料的加工。
10.作为本发明的再进一步方案:还包括废料回收装置,废料回收装置安装在主架上,废料回收装置能吸走正机头缝制装置和反机头缝制装置缝制过程的废料,保证正机头缝制装置和反机头缝制装置能够长时间工作。
11.作为本发明的进一步方案:还包括计数装置,计数装置对接在缝制装置与打标记装置之间,能够对送过的材料进行计数,进而监控整个加工过程材料的长度
12.作为本发明的再进一步方案:还包括输送装置,所述输送装置对接在布料折叠装置与送布装置之间。
13.作为本发明的再进一步方案:还包括显示屏和电箱,显示屏和电箱固定在主架上;
14.作为本发明的再进一步方案:所述放料装置上设有缺料报警装置。
15.与现有技术相比,本发明具有以下有益效果:
16.本发明提供一种床垫围条加标签锁边切断缝合装置,操作简单,效率高;自动化程度高,减少人工操作;定位精准,长度误差小;本发明能够将安装好的材料进行装饰条搭配缝纫,自动锁边,自动缝标签,自动做记号;当长度达到围条总长度时自动将材料切断,后续机构会将材料进行折叠,夹紧,送至缝合机头进行材料拼接缝合。机器带有自动断线检查,自动缺料报警,自动故障报警,只需一个工人操作,完全实现了全自动生产,替代原本五个工序。
附图说明
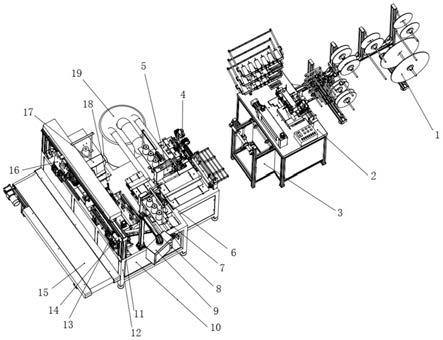
17.图1为一种床垫围条加标签锁边切断缝合装置的结构示意图。
18.图中:1、放料装置;2、直线机;3、限位装置;4、标签装置;5、正机头缝制装置;6、反机头缝制装置;7、调节装置;8、打标记装置;9、显示屏;10、电箱;11、拉布装置;12、主架;13、切断装置;14、布料折叠装置;15、输送装置;16、送布装置;17、缝合装置;18、计数装置;19、废料回收装置。
具体实施方式
19.下面结合具体实施方式对本专利的技术方案作进一步详细地说明。
20.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
21.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制;术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性;此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
22.请参阅图1,一种床垫围条加标签锁边切断缝合装置17,包括放料装置1、直线机2、标签装置4、缝制装置、打标记装置8、拉布装置11、切断装置13、布料折叠装置14、送布装置16以及缝合装置17;所述放料装置1位于直线机2一侧与直线机2对接;所述放料装置1上设有缺料报警装置;所述直线机2另一侧对接标签装置4;标签装置4对接缝制装置;所述缝制装置包括正机头缝制装置5和反机头缝制装置6;正机头缝制装置5和反机头缝制装置6之间距离能够调节;缝制装置对接打标记装置8;打标记装置8、拉布装置11、切断装置13、布料折叠装置14、送布装置16以及缝合装置17依序对接;还包括显示屏9和电箱10,显示屏9和电箱10固定在主架12上。
23.所述直线机2为33针型直线机2,可缝制直线、加小边、加拉链、加网布等样式;
24.所述直线机2与标签装置4之间设有限位装置3,限位装置3安装有三个接近开关,能够配合前后机器的工作,解决前后机器的速度差造成的问题。
25.所述标签装置4、缝制装置、打标记装置8、拉布装置11、切断装置13、布料折叠装置14、送布装置16以及缝合装置17安装在主架12上;
26.还包括调节装置7,所述调节装置7安装在主架12上,所述反机头缝制装置6安装与调节装置7上,正机头缝制装置5安装在主架12上;调节装置7能够调节正机头缝制装置5和反机头缝制装置6之间的距离,进而满足不同宽度材料的加工。还包括废料回收装置19,废料回收装置19安装在主架12上,废料回收装置19能吸走正机头缝制装置5和反机头缝制装置6缝制过程的废料,保证正机头缝制装置5和反机头缝制装置6能够长时间工作。还包括计数装置18,计数装置18对接在缝制装置与打标记装置8之间,能够对送过的材料进行计数,进而监控整个加工过程材料的长度;还包括输送装置15,所述输送装置15对接在布料折叠装置14与送布装置16之间。
27.本发明的工作原理是:材料放置于放料装置1上,依次引导穿过33针直线机2、限位装置3、正机头缝制装置5、反机头缝制装置6、计数装置18、拉布装置11、切断装置13完成上料过程。启动机器后,切断装置13将多余材料切断后,33针直线机2、正机头缝制装置5、反机头缝制装置6、拉布装置11同时启动,当材料首端达到一定长度后,布料折叠装置14将材料夹住并拉出一段距离,待材料加工到满足围条总长度时,布料折叠装置14将材料收回,材料首段和末端折叠再一起,然后送布装置16移动至夹布料位置,然后送布装置16上将材料夹住,同时切断装置13将材料切断,最后送布装置16将材料送至缝合机头缝合完成整个加工过程。其中放料装置1各种材料都有对应的感应器,能长时间监控材料的实用情况;限位装置3上装有三个接近开关,能够配合前后机器的工作,解决前后机器的速度差造成的问题。
28.上面对本专利的较佳实施方式作了详细说明,但是本专利并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本专利宗旨的前提下作出各种变化。