1.本发明涉及碳纤维下游产品制备技术领域,尤其涉及一种机织碳纤维布用储纬装置。
背景技术:
2.碳纤维纱筒属于外退纱筒,在机织碳纤维布时,由于碳纤维纱表面的上浆剂和毛絮多导致无法采用传统的储纱装置,目前编织碳纤维布直接退绕纱线时只能低速运转,影响编织效率,而且还存在断纱情况,浪费原材料。
3.鉴于上述问题的存在,本设计人基于从事此类产品工程应用多年丰富的实务经验及专业知识,并配合学理的运用,积极加以研究创新,以期创设一种机织碳纤维布用储纬装置,使其更具有实用性。
技术实现要素:
4.本发明所要解决的技术问题是:提供一种机织碳纤维布用储纬装置,解决了目前存在的放纱效率低,容易发生断纱的问题。
5.为了达到上述目的,本发明所采用的技术方案是:一种机织碳纤维布用储纬装置,包括:放卷组件,进一步包括纱筒和刹车组件,纱筒用于存储纬纱并通过自转来实现放纱,刹车组件用于在放纱结束时对所述纱筒的转动进行制动;牵拉辊,由伺服电机驱动,用于将所述纱筒上的纬纱放出;第一导向辊,与所述牵拉辊并排安装在同一水平面上,并且与所述牵拉辊保持一定间距,绕经所述牵拉辊和所述第一导向辊之间的纬纱自由下垂一定深度;区间检测机构,用于监测所述牵拉辊和所述第一导向辊之间纬纱下垂深度;plc控制器,通过所述区间检测机构反馈来调节所述牵拉辊转速,使所述牵拉辊和所述第一导向辊之间的纬纱下垂深度处于一定范围。
6.进一步地,所述牵拉辊和所述第一导向辊之间正下方设置有顶部敞口的壳体,所述壳体底部设置有真空吸风机,绕经所述牵拉辊和所述第一导向辊之间的纱线下垂到所述壳体内且被所述真空吸风机向下吸附。
7.进一步地,所述区间检测机构包括第一位置检测器和第二位置检测器,所述第一位置检测器和所述第二位置检测器均安装在所述牵拉辊和所述第一导向辊之间居中位置正下方,所述第一位置检测器安装高度高于所述第二位置检测器,所述第一位置检测器和所述第二位置检测器均用于监测是否有纬纱通过。
8.进一步地,所述第一位置检测器正上方一定距离还设置有第三位置检测器。
9.进一步地,所述第二位置检测器正下方一定距离还设置有第四位置检测器。
10.进一步地,所述第一位置检测器、所述第二位置检测器、所述第三位置检测器和所述第四位置检测器均包括光幕发射条和相匹配的光幕接收条,所述光幕发射条和所述光幕
接收条分别位于纬纱行进方向的两侧,所述光幕发射条向所述光幕接收条发射自身长度范围的光电信号,所述光幕接收条用于接收光电信号并将接收情况反馈给所述plc控制器。
11.进一步地,所述第一位置检测器和所述第三位置检测器内包含的所述光幕发射条长度等于所述牵拉辊和所述第一导向辊之间的间距。
12.进一步地,所述第一位置检测器和所述第三位置检测器内包含的所述光幕发射条长度小于所述牵拉辊和所述第一导向辊之间间距的一半。
13.进一步地,所述牵拉辊靠近所述第一导向辊的一侧设置有吹风嘴,所述吹风嘴竖直朝下吹风,所述壳体内还设置有水平的第一孔板和倾斜的第二孔板,所述第一孔板水平安装在所述吹风嘴正下方且安装高度低于所述区间检测机构,所述第二孔板底部与所述第一孔板连接、顶部固定在所述第一导向辊正下方。
14.进一步地,所述真空吸风机通过弯管与所述壳体的底部相连接,所述弯管与所述壳体的连接端位于所述第一孔板和所述第二孔板连接处正下方。
15.本发明的有益效果为:本发明提供的机织碳纤维布用储纱装置用于向剑杆机供纬纱,通过在纱筒和剑杆机之间缓存一定长度的纱线来适应剑杆机间断式进纱的方式,通过区间检测机构来监测纱线的长度是否处于一定范围内,有效避免了断纱的情况,还能适应剑杆机高速编织。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
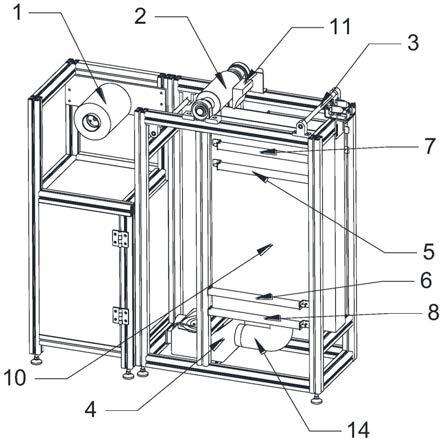
17.图1为本发明实施例一中机织碳纤维布用储纬装置的结构示意图;图2为本发明实施例一中机织碳纤维布用储纬装置的主视图;图3为本发明实施例一中机织碳纤维布用储纬装置的左视图;图4为本发明实施例一中壳体的结构示意图;图5位本发明实施例二中机织碳纤维布用储纬装置的结构示意图;图6为本发明实施例二中机织碳纤维布用储纬装置的主视图。
18.附图标记:1、放卷组件;2、牵拉辊;3、第一导向辊;4、真空吸风机;5、第一位置检测器;6、第二位置检测器;7、第三位置检测器;8、第四位置检测器;10、壳体;11、吹风嘴;12、第一孔板;13、第二孔板;14、弯管。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
20.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
21.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
22.实施例一如图1-3所示的机织碳纤维布用储纬装置,包括:放卷组件1,进一步包括纱筒和刹车组件,纱筒用于存储纬纱并通过自转来实现放纱,刹车组件用于在放纱结束时对纱筒的转动进行制动;牵拉辊2,由伺服电机驱动,用于将纱筒上的纬纱放出;第一导向辊3,与牵拉辊2并排安装在同一水平面上,并且与牵拉辊2保持一定间距,绕经牵拉辊2和第一导向辊3之间的纬纱自由下垂一定深度;区间检测机构,用于监测牵拉辊2和第一导向辊3之间纬纱下垂深度;plc控制器,通过区间检测机构反馈来调节牵拉辊2转速,使牵拉辊2和第一导向辊3之间的纬纱下垂深度处于一定范围。
23.本发明提供一种机织碳纤维布用储纬装置,该装置用于给剑杆机供纬纱,由于剑杆机在编织作业时,需要向其供给经纱和纬纱,通过经纱和纬纱交织编织成布,其中尤以纬纱的供应方式比较特别,纬纱进入到剑杆机上每次是一纬纱的长度,这就导致纬纱的供应是间断作业方式,假如将缠绕纬纱的纱筒直接向剑杆机供纱,很容易由于纱筒间断的转动而引发断纱的情况,而本技术中通过设置牵拉辊2和第一导向辊3,并使绕经牵拉辊2和第一导向辊3之间的纬纱自由下垂一定深度,从而避免纬纱处于紧绷状态,以防发生断纱,本技术的牵引辊2的转速根据剑杆机的运行速度和编织门幅自动计算,根据剑杆机每打纬一次给出的信号,自动送一纬纱的长度,而由于剑杆机和牵拉辊2不同的运作方式,很容易造成两者之间的纱线长度发生变化,可能引起紧绷,本发明中通过设置区间检测机构来监测纬纱下垂情况,并通过plc控制器来调节牵拉辊2的转动速率,保证纬纱的下垂深度处于一定范围。当区间检测装置检测到纬纱下垂的深度小于一定范围时,通过plc控制器来自动加速牵引辊2的转动,按设定的比例多送一定长度的纬纱,防止纬纱过短而发生断纱,当区间检测装置检测到纬纱下垂的深度大于一定范围时,通过plc控制器自动减速牵引辊2的转动,按设定的比例少送一定长度的纬纱,从而调节纬纱下垂的深度处于一定范围,防止纬纱过长影响编织速度,本发明的刹车组件是在剑杆机编织结束后启动制动,防止纬纱继续从纱筒中放出。
24.为了保证牵拉辊2和第一导向辊3之间的纱线下垂,牵拉辊2和第一导向辊3之间正下方设置有顶部敞口的壳体10,壳体10底部设置有真空吸风机4,绕经牵拉辊2和第一导向辊3之间的纱线下垂到壳体10内且被真空吸风机4向下吸附,通过真空吸风机4来对纬纱进行吸附,使纬纱保持向下的状态,这种方式要优于吊锤方式,使用吊锤会产生惯量对纬纱产生附加张力波动,从而无法适应高速编织。
25.更具体的,区间检测机构包括第一位置检测器5和第二位置检测器6,第一位置检测器5和第二位置检测器6均安装在牵拉辊2和第一导向辊3之间居中位置正下方,第一位置检测器5安装高度高于第二位置检测器6,第一位置检测器5和第二位置检测器6均用于监测是否有纬纱通过。第一位置检测器5正上方一定距离还设置有第三位置检测器7。第二位置
检测器6正下方一定距离还设置有第四位置检测器8。第一位置检测器5、第二位置检测器6、第三位置检测器7和第四位置检测器8均包括光幕发射条和相匹配的光幕接收条,光幕发射条和光幕接收条分别位于纬纱行进方向的两侧,光幕发射条向光幕接收条发射自身长度范围的光电信号,光幕接收条用于接收光电信号并将接收情况反馈给plc控制器。第一位置检测器5和第三位置检测器7内包含的光幕发射条长度等于牵拉辊2和第一导向辊3之间的间距。
26.上述实施方式的具体实现原理为,当第一位置检测器5、第三位置检测器7检测到有纬纱通过而遮挡了光电信号,且第二位置检测器6和第四位置检测器8未检测到纬纱通过时,说明纬纱的下垂高度处于第一位置检测器5和第二位置检测器6之间,而此下垂高度正是最优的纬纱下垂高度,无需对牵引辊速度进行调节;当第一位置检测器5、第二位置检测器6和第三位置检测器7检测到有纬纱通过而遮挡了光电信号且第四位置检测器8未检测到纬纱通过时,说明纬纱的下垂高度处于第二位置检测器6和第四位置检测器8之间,此时,纬纱的下垂高度太低,处于牵拉辊2到第一导向辊3之间的纬纱偏长,需要对牵拉棍2减速,从而减少这区间的纬纱长度,其中第三位置检测器7和第四位置检测器8分别位于最高和最低处,分别用于检测纱线过短或过长情况的,当第四位置检测器8检测到纬纱通过时,说明纱线长度过长,当第三位置检测器7检测不到纱线通过时,说明纱线长度过短,这两种情况均需要设备停机人工调整纱线的储纱量后再开机。
27.作为上述实施例的优选,牵拉辊2靠近第一导向辊3的一侧设置有吹风嘴11,吹风嘴11竖直朝下吹风,壳体10内还设置有水平的第一孔板12和倾斜的第二孔板13,第一孔板12水平安装在吹风嘴11正下方且安装高度低于所述区间检测机构,第二孔板13底部与第一孔板12连接、顶部固定在所述第一导向辊3正下方。通过吹风嘴11的设置,将靠近牵拉辊2的纱线向下吹,是纱线收到一个向下的力,保证纱线的初始行进轨迹竖直向下,通过第一孔板12和第二孔板13的设置,在第一孔板12和第二孔板13下方形成负压区,吸附纱线沿着第二孔板13游动,控制纱线的轨迹,从而保证下垂高度与纱线的长度有一个匹配度,保证同样下垂高度的纱线的长度基本一致,提高纱线垂度的监测精度,具备实用性。
28.为了保证纱线的下垂最低点处于第一孔板12正上方,真空吸风机4通过弯管14与壳体10的底部相连接,弯管14与壳体10的连接端位于第一孔板12和第二孔板13连接处正下方,形成如图所示的纱线下垂轨迹。
29.实施例二作为另一种实施方式,与上一种实施方式不同的是,第一位置检测器5和第三位置检测器7内包含的光幕发射条长度小于牵拉辊2和第一导向辊3之间间距的一半。这种实时方式的具体实现原理为,通过图2可以看出,纬纱下垂高度处于第一位置检测器5到第二位置检测器6之间时,以上四个位置检测器均检测不到纬纱通过,此时,纬纱处于最优的长度范围;当第一位置检测器5检测到纬纱通过时,说明纱线偏短,需对牵引辊2进行加速;当第二位置检测器6检测到纬纱通过时,说明纱线偏长,需对牵引辊2进行减速;当第三位置检测器7检测到纱线或当第四位置检测器8检测到纱线时,分别代表了纱线过短和过长的情况,处理方式同前一个方案。
30.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有
各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。