1.本发明涉及用于生产包含石墨烯和/或氧化石墨烯的非织造元件的方法和设备。
2.开发本发明尤其是为了将其应用于生产吸收性卫生物品,例如,诸如用于儿童的尿布和尿布裤、用于成人的失禁垫、用于妇女的卫生巾以及用于吸收体液的类似物品。
3.在下面的描述中,将参考该使用领域,然而不因此而失去一般性。事实上,可以理解的是本发明通常可用于使用非织造元件的所有情况,例如,用于生产面部防护罩、用于包扎伤口和/或损伤的可能功能化的膏药、加热膏药、卫生绷带或带、用于产品包装的元件、用于清洁表面的物品(比如一次性布、餐巾或其他集尘物品)。
4.根据另一方面,本发明涉及包含石墨烯和/或氧化石墨烯的非织造元件,其可用于例如生产吸收性卫生物品或面部防护罩等。
5.在下面的描述和权利要求书中,氧化石墨烯也包括还原的氧化石墨烯。
背景技术:
6.石墨烯是由碳原子的单原子层构成的材料,其可以通过石墨的机械剥离、液相剥离、氧化石墨烯还原或通过石墨的化学处理来生产。石墨烯由于其机械强度、导电性和捕获颗粒、细菌等的能力的特性而被用于本领域的各个领域。
7.近年来,人们对开发用于生产含有石墨烯和/或氧化石墨烯的非织造元件的方法越来越感兴趣。
8.然而,现有技术还不能提出允许生产其中石墨烯和/或氧化石墨烯可以被添加并捕获在非织造体积中的非织造材料的解决方案。
9.一些解决方案包括使用胶或其他化学成分,用于将石墨烯或其氧化物仅结合在非织造材料的外表面上。
10.除了需要使用昂贵且在某些情况下会造成污染的粘合剂之外,这些解决方案现在也不太可持续,尤其是在非织造材料的回收方面。
11.在任何情况下,这些已知的解决方案允许获得使得石墨烯仅存在于表面层中的非织造材料,由于石墨烯没有被有效地捕获在非织造材料的纤维中,因此其本质上会被分散。
12.其他解决方案包括将非织造材料完全浸入石墨烯的液体溶液中。
13.然而,除了由于需要专用的干燥系统而对于非织造纤维网的当前生产标准来说较慢之外,这些解决方案还具有多种缺陷,这些缺陷经常妨碍其在生产产品需要高精度的元件的领域中的使用,如在吸收性卫生物品或膏药的情况下。
14.因此,在这种情况下,需要提供一种能够快速生产用石墨烯和/或氧化石墨烯功能化的非织造元件(其中,石墨烯和/或氧化石墨烯有效地被捕获在非织造体积中)的解决方案。
技术实现要素:
15.本发明意在提供一种用于生产包含石墨烯和/或氧化石墨烯的非织造元件的方法和设备,其特别适用于生产吸收性卫生物品和面部防护罩的领域。
16.根据本发明,该目的通过具有形成权利要求1和9的主题的特征的方法和设备来实现。
17.根据另一方面,本发明涉及具有权利要求10的特征的包含石墨烯和/或氧化石墨烯的非织造元件。
18.各个权利要求形成与本发明相关地提供的技术公开的组成部分。
19.本发明涉及生产松散的未结合纤维的元件,在其中石墨烯和/或氧化石墨烯颗粒被分散并可能混合。然后将这些包含石墨烯和/或氧化石墨烯的松散的未结合纤维结合在一起,使得石墨烯和/或氧化石墨烯颗粒被有效地捕获在结合的纤维的体积中。松散的未结合纤维通过热过程(热空气或压延)、机械过程(针刺)、化学过程(例如,通过树脂)、电过程(通过能够极化纤维和/或石墨烯和/或氧化石墨烯以使它们彼此静电地结合的电场)或其他过程与石墨烯和/或氧化石墨烯结合在一起。
20.根据本发明,所得非织造元件比用现有技术制造的具有石墨烯的其他非织造元件具有更好的导热性和导电性。如果这些元件要被焊接到要制造的产品的其它网状件或其它部件上,这方面可能是有用的,因为将纤维网焊接在一起所需的能量低于普通非织造元件通常所需的能量,即使它们的表面上有石墨烯也是如此。事实上,高导热性使得可以在焊接区域附近有效地分配能量。
21.根据本发明,所得的非织造元件比用现有技术制造的具有石墨烯的其他非织造元件具有更好的抗菌、抗微生物和杀真菌特性。与以已知方式功能化的非织造材料相比,石墨烯和/或氧化石墨烯在非织造体积中的存在在更宽的区域中增加了抗菌作用以及其他前述作用,因为该抗菌作用以及其他前述作用不仅局限于表面,而且还在非织造体积中扩展。
22.对于石墨烯和/或氧化石墨烯的进一步功能化效果,也可以进行类似的考虑,比如颗粒的过滤效果、防臭效果、疏水或亲水效果或机械阻力。所有这些效果在根据本发明制造的非织造元件中明显更好,因为石墨烯和/或氧化石墨烯颗粒被捕获在非织造体积中。
23.松散的未结合纤维可以使用3d放样工艺沉积,这是由dilogroup公司开发的一种技术,该技术使用高压气流来输送纤维,并将它们精确地沉积在连接到抽吸源的可移动多孔支撑件上。
24.可替代地,松散的纤维可以通过梳理工艺沉积。
25.石墨烯和/或氧化石墨烯的颗粒可以在电磁场的帮助下添加到松散的未结合纤维中,所述电磁场允许松散的未结合纤维至石墨烯和/或氧化石墨烯颗粒的有效偶联(couple)。
26.如果希望将非织造元件功能化为亲水或疏水的,电磁场的使用尤其有效,因为这些场除了将纤维与石墨烯和/或氧化石墨烯结合之外,还充当偏振器。因此,由于石墨烯和/或氧化石墨烯的电磁特性,纤维的极化以及因此它们亲水或疏水的功能化被进一步促进,因此可以获得协同效应。
27.根据本发明的方法可用于直接在吸收性卫生物品的生产线上生产离散的非织造元件,以及用于离线生产以卷的形式收集的非织造纤维网。
28.直接在吸收性卫生物品的生产线上从未结合纤维开始生产非织造元件避免了提供对来自卷轴的原材料的退卷器的需要,并且允许获得以所需方式结合的不同结构,而不受卷形式的原材料的供应商的可获得性的限制。此外,在线形成离散的非织造元件还允许产生具有使用atb非织造纤维网或其他高度放样的纤维网无法制成的成形结构的元件。
附图说明
29.现在将参考附图详细描述本发明,这些附图仅作为非限制性示例给出,其中:
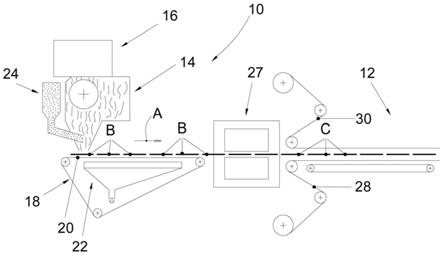
30.图1是根据本发明的用于生产离散的非织造元件的设备的第一实施例的示意图;以及
31.图2、图3和图4是示出了根据本发明的用于生产离散的非织造元件的设备的第二、第三和第四实施例的示意图。
具体实施方式
32.参考图1,数字10表示根据本发明的用于生产离散的非织造元件的设备。
33.设备10相对于装配机12呈直线地布置。该装配机12被构造成用于生产吸收性卫生物品。装配机12仅在图中示意性地示出,并且应当理解,它可以根据生产吸收性卫生物品领域中的任何一种已知结构来制造。装配机12可以被配置成根据机器方向生产技术操作,其中,正在形成的吸收性卫生物品前进,其主要发展方向与机器方向对齐;或者根据横跨机器方向生产技术操作,其中,正在形成的吸收性卫生物品以它们的主要发展方向相对于机器方向横向的方式前进。机器12由一组执行吸收性卫生物品的不同部件的组装的设备和装置形成。特别地,机器12可以被构造成将下述项目组装在一起:吸收芯、顶片层和底片层、松紧性腰带、用于腿部的弹性元件(腿箍)、侧片、闭合构造以及本领域公知的生产吸收性卫生物品所需的任何其他部件。
34.就本发明的目的而言,装配机12的结构细节并不相关。与本发明的目的相关的是,用于生产吸收芯的设备10与装配机12成直线地布置,该装配机执行吸收芯与吸收性卫生物品的其他部件的装配。
35.设备10包括纤维沉积单元14,其被配置成将来自纤维原料16的松散的未结合纤维沉积到可移动表面上。在一种可行的实施例中,松散纤维的沉积可以通过由dilogroup公司开发的3d放样工艺来进行。纤维的沉积过程称为3d放样,其包括产生高压气流,以输送松散的纤维并使其定向。高压气流将松散的纤维投射到可移动的吸力表面上。高压空气射流和目标可移动表面受到的吸力的结合允许以高精度获得松散纤维的三维构造。
36.根据3d放样过程操作的纤维沉积单元14的构造细节在文献ep-a-3450603和ep-a-3450604中有详细描述。
37.在根据本发明的方法中使用的纤维是通常用于生产非织造材料的纤维,并且可以是:
[0038]-合成纤维,比如聚酯、聚乙烯、聚丙烯、聚氨酯、聚酰胺、丙烯酸酯、醋酸纤维素、铜氨丝、莱赛尔纤维、莫代尔纤维、粘胶纤维或人造丝,或它们的混合物;或
[0039]-天然纤维,比如棉花、亚麻、大麻、黄麻、苎麻、椰子、菠萝、金雀花、木槿、稻草、竹子、大豆、木棉、桉树或它们的混合物。
[0040]
在根据本发明的方法中使用的纤维可以是没有纤维素绒毛(纤维分离的纤维素)的纤维。在可能的实施例中,松散的未结合纤维可以与纤维素绒毛混合。
[0041]
松散的未结合纤维的沉积可以在流体地连接至抽吸源的可移动表面上进行。在一个可能的实施例中,松散的未结合纤维的沉积可以在多孔传送带18上进行,该多孔传送带18具有面向抽吸腔室22的上部分支20,该抽吸腔室22连接到亚大气压源。在可能的实施例中,纤维沉积单元可以将无绒毛的松散的未结合纤维沉积在成形轮的外表面上,如例如在ep-b1-2775975中所描述的用于形成基于纤维素绒毛的吸收芯的标准工艺中那样。
[0042]
传送带或成形轮可设有在其中存放纤维的袋。这些袋可以成形为在吸收芯中形成一个或更多个基本上无纤维的通道。
[0043]
松散的未结合纤维可以被沉积在例如由非织造网状件形成的多孔基底上,其在传送带上或成形轮的外表面上前进,如在生产基于纤维素绒毛的吸收芯的传统工艺中的那样。因此,涉及在可移动表面上沉积松散的未结合纤维的本发明的工艺步骤包括其中可移动表面是传送带或成形轮的表面的情况和其中可移动表面是可移动基底的表面的情况。
[0044]
纤维沉积单元14可以被配置成将松散的未结合纤维沉积到可移动表面上,以形成沿箭头a所示的机器方向前进的连续排列的坯件b。坯件b可以以其主要发展方向平行于或横向于机器方向a而定向。
[0045]
坯件b可以具有矩形形状,或者可以根据各种类型的轮廓成形。坯件b可以设置有纵向或横向通道,并且也可以在z方向上具有三维构造。坯件b可以由不同类型的纤维制成(分层的、混合的或不同颜色的)。坯件b可以被形成为在z方向和横向于机器方向a的方向上具有可变密度分层。
[0046]
设备10包括分配装置24,该分配装置24被配置成输送计量量的石墨烯或氧化石墨烯。
[0047]
在可能的实施例中,石墨烯或氧化石墨烯可以是粉末材料的形式。在其他实施例中,石墨烯或氧化石墨烯可以是液体溶液的形式,其可以被喷射到松散的未结合纤维上。
[0048]
石墨烯和/或氧化石墨烯可以被掺入到聚合物材料中,该聚合物材料可以通过通常用于生产吸收性卫生物品的机器中的类型的分配器分配到纤维中。
[0049]
在一个可能的实施例中,石墨烯和/或氧化石墨烯可以与超吸收性聚合物化学地结合。超吸收性聚合物和石墨烯和/或氧化石墨烯彼此良好地结合。申请人进行的测试表明,可以制造其中掺入了石墨烯和/或氧化石墨烯的聚合物颗粒(例如,百分比为10%)。
[0050]
根据称为印刷的现有技术,在纤维上沉积石墨烯和/或氧化石墨烯颗粒的另一种可能是将石墨烯和/或氧化石墨烯颗粒压在纤维上。石墨烯和/或氧化石墨烯颗粒对纤维的压靠可以在压机(press)中进行。压机可以被加热,并且具有从压机表面出来的空气射流,以将石墨烯或氧化石墨烯颗粒推入纤维的体积中。
[0051]
在图1所示的实施例中,分配装置24被设置成在纤维被沉积在可移动表面上之前将粉末材料分配到松散的未结合纤维中。在该实施例中,纤维沉积单元14将与石墨烯或氧化石墨烯粉末混合的松散的未结合纤维沉积到可移动表面上。粉末材料可以在成形室中与松散的未结合纤维混合,或者可以在沉积纤维混合物和粉末材料之前形成彼此交叉的松散的未结合纤维流和粉末材料流。以这种方式,沉积在可移动表面上的坯件b包括松散的未结合纤维和粉末状石墨烯或氧化石墨烯的混合物。
[0052]
已经添加了石墨烯或氧化石墨烯的松散的未结合纤维经历结合过程,其中,通过将石墨烯或氧化石墨烯掺入到结合的纤维之间而将纤维结合在一起。
[0053]
在沉积纤维和施加粉末状的石墨烯或氧化石墨烯的过程之后,结合纤维的过程通过使坯件b穿过固定单元27来进行。纤维的固定可以通过用于固定非织造纤维网的纤维的类型的热过程或机械过程来进行。例如,根据称为空气固定(热风透吹粘合法或atb)的过程,纤维的固定可以通过将纤维焊接在一起的热空气流进行,或者通过使添加到粉末状石墨烯或氧化石墨烯的松散的未结合纤维在加热的压延辊之间通过来进行。纤维的固定也可以通过针刺或类似的进行纤维的机械结合和锚固的冷机械固定工艺进行。通过控制纤维的附着程度,可以限定在z方向和横向方向上具有可变完整性的芯区域。
[0054]
在固定单元27的出口处,获得了连续排列的非织造元件c,其具有由结合纤维和分布在结合纤维之间的粉末状石墨烯或氧化石墨烯形成的主体,其中,石墨烯或氧化石墨烯粉末在纤维固定之前分散在纤维之间。
[0055]
非织造元件c在线供应给装配机12。例如,固定单元27的出口处的成品元件c可以被封装在底片层28和顶片层30之间,如在吸收性卫生物品的生产中通常进行的。
[0056]
图2、图3和图4示出了根据本发明的用于生产离散的非织造元件的设备的第二、第三和第四实施例。对应于先前描述的那些元件用相同的附图标记表示。
[0057]
在图2所示的实施例中,纤维沉积单元14在可移动表面上形成坯件b,该坯件由松散的未结合纤维组成,并且不含粉末状的石墨烯或氧化石墨烯。分配装置24相对于机器方向a布置在纤维沉积单元14的下游,并且将粉末状石墨烯或氧化石墨烯输送到吸收芯的坯件b上。粉末状石墨烯或氧化石墨烯可以分层布置,使得由一个或更多个纤维沉积单元14沉积的松散的未结合纤维层与由一个或更多个分配装置24沉积的粉末状石墨烯或氧化石墨烯层交替。
[0058]
上面已经沉积了石墨烯或氧化石墨烯粉末的坯件b可以经受在混合单元26中执行的混合步骤。该混合单元26被配置成将石墨烯或氧化石墨烯粉末与松散的未结合纤维混合。混合单元26可以包括:旋转刷、齿轮、静电装置、空气射流、水射流等。在图1的实施例中也可以提供混合单元,即使在这种情况下粉末状石墨烯或氧化石墨烯在沉积之前已经与松散纤维混合也可以。
[0059]
在图3所示的实施例中,纤维沉积单元14包括由纤维装载机34供给的梳理机(card)32。梳理机32产生松散的未结合纤维d的连续纤维网,其沉积在可移动表面上,例如沉积在抽吸输送机18上。分配装置24被布置成当连续纤维网d在机器方向a上前进时,将粉末状的石墨烯或氧化石墨烯分配到连续纤维网d的松散的未结合纤维中。在分配装置24的下游,可以布置混合单元26,其有利于石墨烯或氧化石墨烯粉末在连续纤维网d的松散的纤维之间的分布。其中已经分配了石墨烯或氧化石墨烯粉末的松散的未结合纤维的连续纤维网d被输送通过固定单元27以固定纤维。在固定单元27的出口处,获得结合的纤维的连续纤维网,其包含分布在结合的纤维之间的石墨烯或氧化石墨烯粉末。结合的纤维的连续纤维网可以由切割单元36在横向方向上切割,该切割单元36产生连续排列的离散的吸收芯c。该离散的吸收芯c如上所述在线供应到装配机12。
[0060]
在图4所示的实施例中,纤维沉积单元14(例如3d放样纤维沉积单元),沉积了松散的未结合纤维的连续纤维网d。松散的未结合纤维的连续纤维网d可以是已经在纤维沉积单
元14的出口处添加了石墨烯或氧化石墨烯粉末,或者石墨烯或氧化石墨烯粉末可以通过位于纤维沉积单元14下游的分配装置24施加。3d放样纤维沉积技术允许形成具有成形侧面的连续纤维网d。如同在图3的实施例中一样,具有添加的石墨烯或氧化石墨烯粉末的松散的未结合纤维的连续纤维网d被递送通过固定单元27以固定纤维。然后,已结合的纤维的连续纤维网可以由切割单元36在横向方向上切割,这产生连续排列的离散的吸收芯c。离散的非织造元件c如上所述被在线供应到装配机12。
[0061]
与通过上述方法生产离散的元件c相关的主要技术优势是可以更好地将石墨烯或氧化石墨烯粉末的颗粒结合在纤维之间,因为石墨烯或氧化石墨烯粉末的颗粒在纤维被固定在一起之前就被掺入到松散的未结合纤维中。
[0062]
这样生产的离散的非织造元件c在干燥和潮湿条件下都比包含粉末材料的传统非织造产品更完整。
[0063]
这些方法使得可以减少胶的量,并且使得可以生产无胶的元件,所述无胶的元件被定义为包含胶的量少于施加到吸收性卫生物品的胶的总量的20%的元件。在有些情况下,胶可以完全去除。
[0064]
尽管在线生产离散的非织造元件是特别有利的,但是本发明也可以用于远离装配线生产连续的非织造纤维网,这些纤维网被以卷的形式收集,用于随后在生产线中的使用。
[0065]
当然,在不损害本发明的原理的情况下,可以相对于仅通过非限制性示例的方式描述的内容对实施例和结构的细节做出改变,而不脱离由所附权利要求限定的本发明的范围。