1.本实用新型涉及金属拉链生产设备领域,特别是一种金属拉链热风融刺及布条推进总成。
背景技术:
2.金属拉链是日常生活中常见的连接件,广泛应用于日常生活的各个方面。如图6所示,拉链包括两条布条61和设在两条布条61之间的两组链齿,每条布条61的边缘处安装有一组链齿,两条布条61通过两组链齿连接为一体或分离为两半,一组链齿包括呈间隔布置的多列链齿62。
3.一方面,拉链在排牙(所述排牙是指在化纤布条上固定安装链齿)的过程中,不可避免的会在布条上勾起绒毛。另一方面,为了使拉链长度适应用户要求,需要在拉链上每间隔一定长度拆除一小段链齿,从而得到具有特定长度的链齿,而拆除链齿的过程同样会在布条上勾起绒毛。
4.拉链在封装入库之前,通常还需要对链齿进行处理,即在链齿表面覆盖上一层有机物保护层(环氧树脂),以避免链齿氧化、锈蚀或变色。但是保护层在硬化后,会包裹绒毛并形成尖锐的毛刺,严重影响用户的使用体验。
5.目前,行业内为了解决这一问题,通常使用酒精灯烧灼的方式去除毛刺。但是,在实际操作过程中存在以下问题:1、明火操作存在较大安全隐患,处理不当容易引发火灾;2、烧灼过程由人工控制,操作难度较大,烧灼时间过短则无法去除毛刺,烧灼时间过长则会烧焦甚至点燃布条。
技术实现要素:
6.本实用新型的目的是克服现有技术的不足,而提供一种金属拉链热风融刺及布条推进总成,它应用于金属拉链毛刺去除装置,为金属拉链毛刺去除装置的正常运行提供了必要的结构基础,所述的金属拉链毛刺去除装置解决了拉链油封后形成的毛刺影响用户使用体验的问题,还解决了酒精灯烧灼去除毛刺的方法存在安全隐患,以及酒精灯烧灼去除毛刺的方法操作难度较大的问题。
7.本实用新型的技术方案是:金属拉链热风融刺及布条推进总成,包括底座;其还包括热风融刺机构及布条推进机构;
8.热风融刺机构包括安装架b、上热风枪和下热风枪;安装架b固定安装在底座上;上热风枪和下热风枪均固定安装在安装架b上,上热风枪位于下热风枪的正上方,上热风枪的出风嘴与下热风枪的出风嘴上下正对,上热风枪的出风嘴与下热风枪的出风嘴之间形成间隙b;
9.布条推进机构包括安装座、电机、下轮体b及装卸料组件;安装座固定安装在底座上,其上端设有穿行孔;电机固定安装在安装座上,其机轴水平伸出;下轮体b包括下轮轴和固定安装在下轮轴上的下滚轮b和下齿轮b,下轮体b在水平布置的下轮轴的一端通过联轴
器与电机的机轴连接;装卸料组件包括上轮架、手柄、弹簧、上后轮体和上前轮体;上轮架包括固定架和铰接在固定架下端的摆架,摆架呈水平布置并在中部与固定架铰接,固定架上端从安装座的穿行孔中伸出;手柄设在安装座上端并在下端与固定架的上端铰接,手柄下端设有定位面a和定位面b,定位面a和定位面b相互垂直布置,扳动手柄绕其铰接点转动,以拉动固定架沿穿行孔做竖直方向的升降运动;当手柄转动至水平时,手柄的定位面b与安装座的上表面相抵而保持稳定,此时固定架升至其运动路径的上端,并位于装卸料位置;当手柄转动至竖直时,手柄的定位面a与安装座的上表面相抵而保持稳定,此时固定架降至其运动路径的下端,并处在工作位置;弹簧套设在固定架上,其上端与安装座相抵,下端与固定架相抵,其通过弹力迫使手柄下端压紧在安装座的上表面上;上后轮体包括上后轮轴和安装在上后轮轴上的上后滚轮,上前轮体包括上前轮轴和固定安装在上前轮轴上的上前滚轮和上前齿轮,上后轮体通过上后轮轴安装在摆架的一侧,上前轮体通过上前轮轴安装在摆架的另一侧,上后轮体和上前轮体分别处在下轮体b的上端两侧,上后轮体的上后滚轮与下轮体b的下滚轮b之间形成条形间隙c,上前轮体的上前滚轮与下轮体b的下滚轮b之间形成条形间隙d,当固定架处在工作位置时,上前轮体的上前齿轮与下轮体b的下齿轮b相互啮合;当固定架处在装卸料位置时,上前轮体的上前齿轮与下轮体b的下齿轮b相互分离;
10.间隙b、条形间隙c和条形间隙d依次间隔布置而形成一条拉链输送路径。
11.本实用新型进一步的技术方案是:热风融刺机构还包括风扇;风扇固定安装在底座上,其出风方向正对正对间隙b且垂直于拉链输送路径布置。
12.本实用新型再进一步的技术方案是:下滚轮b的中部、上后轮轴的中部、上前滚轮的中部分别设有一圈链齿避开槽,下滚轮b的链齿避开槽与上后轮轴的链齿避开槽相对布置,下滚轮b的链齿避开槽与上前滚轮的链齿避开槽相对布置。
13.本实用新型应用于金属拉链毛刺去除装置,为金属拉链毛刺去除装置的正常运行提供了必要的结构基础。所述金属拉链毛刺去除装置具有如下优点:
14.1、通过热风消融拉链毛刺,去毛刺过程无明火,相比酒精灯炙烤去毛刺的方法,安全性得到提高。
15.2、通过上热风枪和下热风枪可同时消融拉链上表面和下表面的毛刺,相比酒精灯炙烤只能单边去毛刺的方法,去毛刺效率大幅度提高。
16.3、拉链沿着拉链输送路径移动的过程中,驱动拉链移动的动力位于拉链移动路径的最后端。上前轮体和下轮体b同步、反向、同速转动,一方面为拉链移动提供动力,另一方面将拉链的两片布条滚压平整,再一方面对拉链输送路径上的拉链起到抻拉、防松垮、防下坠的效果。
17.4、下轮体b与上后轮体之间设有条形间隙c,下轮体b与上前轮体之间设有条形间隙d,由于固定架与摆架采用铰接连接,这使得条形间隙c和条形间隙d的间隙量可以动态自适应的调节(条形间隙c减小的同时,条形间隙d增大,条形间隙d增大的同时,条形间隙c减小)。
18.以下结合图和实施例对本实用新型作进一步描述。
附图说明
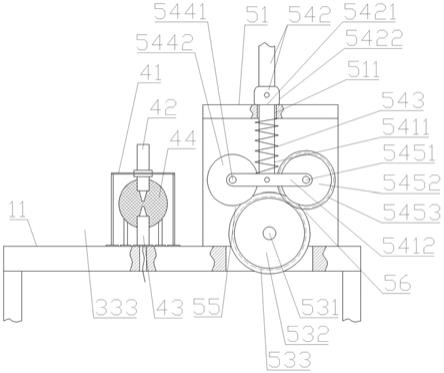
19.图1为本实用新型的结构示意图;
20.图2为图1的俯视图;
21.图3为图2的a部放大图;
22.图4应用了本实用新型的金属拉链毛刺去除装置的结构示意图;
23.图5为图4的俯视图
24.图6为拉链的结构示意图。
25.图例说明:底座11;斜杆12;导向轮21;拉链限位槽211;拉链平展压块22;安装架a31;上转轴321;上滚轮a322;上齿轮a323;下转轴331;下滚轮a332;下齿轮a333;条形间隙a34;安装架b41;上热风枪42;下热风枪43;风扇44;间隙b45;安装座51;穿行孔511;电机52;下轮轴531;下滚轮b532;下齿轮b533;上轮架541;固定架5411;摆架5412;手柄542;定位面a5421;定位面b5422;弹簧543;上前轮轴5451;上前滚轮5452;上前齿轮5453;间隙c55;间隙d56;布条61;链齿62。
具体实施方式
26.实施例1:
27.如图1-3所示,金属拉链热风融刺及布条推进总成,包括底座11、热风融刺机构及布条推进机构。
28.热风融刺机构包括安装架b41、上热风枪42和下热风枪43。安装架b41固定安装在底座11上。上热风枪41和下热风枪42均固定安装在安装架b41上,上热风枪41位于下热风枪42的正上方,上热风枪41的出风嘴与下热风枪43的出风嘴上下正对,上热风枪42的出风嘴与下热风枪43的出风嘴之间形成间隙b45。
29.布条推进机构包括安装座51、电机52、下轮体b及装卸料组件。安装座51固定安装在底座11上,其上端设有穿行孔511。电机52固定安装在安装座51上,其机轴水平伸出。下轮体b包括下轮轴531和固定安装在下轮轴531上的下滚轮b532和下齿轮b533,下轮体b在水平布置的下轮轴531的一端通过联轴器与电机52的机轴连接。装卸料组件包括上轮架541、手柄542、弹簧543、上后轮体和上前轮体545。上轮架541包括固定架5411和铰接在固定架5411下端的摆架5412,摆架5412呈水平布置并在中部与固定架5411铰接,固定架5411上端从安装座51的穿行孔511中伸出。手柄542设在安装座51上端并在下端与固定架5411的上端铰接,手柄542下端设有定位面a5421和定位面b5422,定位面a5421和定位面b5422相互垂直布置,扳动手柄542绕其铰接点转动,以拉动固定架5411沿穿行孔511做竖直方向的升降运动。当手柄542转动至水平时,手柄542的定位面b5422与安装座51的上表面相抵而保持稳定,此时固定架5411升至其运动路径的上端,并位于装卸料位置。当手柄542转动至竖直时,手柄542的定位面a5421与安装座51的上表面相抵而保持稳定,此时固定架5411降至其运动路径的下端,并处在工作位置。弹簧543套设在固定架5411上,其上端与安装座51相抵,下端与固定架5411相抵,其通过弹力迫使手柄542下端压紧在安装座51的上表面上。上后轮体包括上后轮轴5441和安装在上后轮轴5441上的上后滚轮5442,上前轮体545包括上前轮轴5451和固定安装在上前轮轴5451上的上前滚轮5452和上前齿轮5453,上后轮体通过上后轮轴5441安装在摆架5412的一侧,上前轮体545通过上前轮轴5451安装在摆架5412的另一侧,上后轮体和上前轮体545分别处在下轮体b的上端两侧。上后轮体的上后滚轮5442与下轮体b的下滚轮b532之间形成条形间隙c55,上前轮体545的上前滚轮5452与下轮体b的下滚轮b532之
间形成条形间隙d56,当固定架5411处在工作位置时,上前轮体545的上前齿轮5453与下轮体b的下齿轮b533相互啮合;当固定架5411处在装卸料位置时,上前轮体545的上前齿轮5453与下轮体b的下齿轮b533相互分离。
30.间隙b45、条形间隙c55和条形间隙d56依次间隔布置而形成一条拉链输送路径。
31.优选,下滚轮b532的中部、上后轮轴5441的中部、上前滚轮5452的中部分别设有一圈链齿避开槽,下滚轮b532的链齿避开槽与上后轮轴5441的链齿避开槽相对布置,下滚轮b532的链齿避开槽与上前滚轮5452的链齿避开槽相对布置。当拉链通过条形间隙c55和条形间隙d56时,链齿避让槽用于保证滚压区域位于拉链的两条布片上,避免拉链的链齿被碾压。
32.优选,热风融刺机构还包括风扇44。风扇44固定安装在底座11上,其出风方向正对正对间隙b45且垂直于拉链输送路径布置。
33.本实用新型应用于金属拉链毛刺去除装置,为金属拉链毛刺去除装置的正常运行提供了必要的结构基础。如图4-5所示,所述金属拉链毛刺去除装置还包括斜杆、拉链斜托机构和布条平展机构。
34.斜杆12固定连接在底座11一端,并向底座1外侧上方延伸。
35.拉链斜托机构包括沿斜杆12的延伸方向间隔布置在斜杆12上的三个导向轮21,每个导向轮21上均设有拉链限位槽211。
36.布条平展机构包括安装架a31、上轮体a和下轮体a。安装架a31固定安装在底座11上。上轮体a包括上转轴321和固定安装在上转轴321上的上滚轮a322和上齿轮a323,下轮体a包括下转轴331和固定安装在下转轴331上的下滚轮a332和下齿轮a333。上轮体a通过水平布置的上转轴321转动安装在安装架a31上,下轮体a通过水平布置的下转轴331转动安装在安装架a31上,上轮体a位于下轮体a的正上方,上轮体a的上齿轮a323与下轮体a的下齿轮a333上下正对并相互啮合,上轮体a的上滚轮a322与下轮体a32的下滚轮a332上下正对,并形成供拉链通过的条形间隙a34。
37.拉链限位槽211、条形间隙a34、间隙b45、条形间隙c55和条形间隙d56依次间隔布置而形成一条拉链输送路径。
38.优选,上滚轮a322的中部和下滚轮a332的中部分别设有一圈链齿避让槽,两圈链齿避让槽相对布置。当拉链通过条形间隙a34时,链齿避让槽用于保证滚压区域位于拉链的两条布片上,避免拉链的链齿被碾压。
39.优选,导向轮21的数量为三个。拉链斜托机构还包括拉链平展压块22。拉链平展压块22上端铰接在斜杆12上,下端端面搁置在位于中间的导向轮21的拉链限位槽211上,拉链平展压块22绕其铰接处转动,进而使其下端端面与导向轮21的拉链限位槽211的分离或贴合。
40.简述金属拉链毛刺去除装置的工作流程:
41.一种拉链毛刺去除方法,应用于上述的金属拉链毛刺去除装置,用于去除拉链油封后形成的毛刺。如图5所示,所述拉链包括两条布条61和设在两条布条61之间的两组链齿,每条布条61的边缘处安装有一组链齿,两条布条61通过两组链齿连接为一体或分离为两半,一组链齿包括呈间隔布置的多列链齿62。
42.执行去毛刺操作之前,金属拉链毛刺去除装置处在初始状态,在初始状态下:a、电
机52和风扇44均处于关闭状态;b、手柄542转动至水平状态,此时,手柄542的定位面b5422与安装座51的上表面相抵而保持稳定,固定架5411处于装卸料位置。
43.步骤如下:
44.s01,将拉链安装在拉链输送路径上:
45.a、先将拉链通过两组链齿连接为一体,再将拉链的一头从高到低的穿过每一个导向轮21的拉链限位槽211,然后再依次穿过条形间隙a34、间隙b45、条形间隙c55和条形间隙d56,从而将拉链安装在拉链输送路径上;
46.b、向上扳动手柄542,使手柄542转动至竖直状态,此时手柄542的定位面a5421与安装座51的上表面相抵而保持稳定,固定架5411降至其运动路径的下端,并处在工作位置。
47.本步骤中,拉链的一头穿过位于中间的导向轮21时,向上转动拉链平展压块22,使拉链平展压块22的下端面与位于中间的导向轮21的拉链限位槽211分离,从而形成足够拉链穿过的空间,待拉链穿过位于中间的导向轮21的拉链限位槽211后,松开拉链平展压块22,拉链平展压块22随即在自身重量作用下向下转动,直至拉链平展压块22的下端面与拉链的上表面接触;后续当拉链持续通过位于中间的导向轮21时,通过拉链平展压块22将拉链平展捋直。
48.s02,热风消融毛刺:
49.a、启动电机52,电机52的动力动力传递至下轮体b上,驱动下轮体b转动,再通过上前轮体545的上前齿轮5453与下轮体b的下齿轮b533相互啮合的结构,带动上前轮体545相对于下轮体b同步、反向、同速转动,从而驱动拉链沿着拉链输送路径持续的移动;
50.b、启动上热风枪42和下热风枪43,当拉链持续的通过间隙b45时,通过上热风枪42吹出的热风持续的消融拉链上表面上的毛刺,通过下热风枪43吹出的热风持续的消融拉链下表面上的毛刺。
51.本步骤中,上热风枪42和下热风枪43的出风温度均为150℃-170℃,风速为35m/s,风量为15-18l/min;拉链的移动速度为10-12cm/s。
52.s03,停机启动降温:毛刺消融完成后,电机52、上热风枪42、下热风枪43同时停机,在停机的同时,风扇44启动,以最大转速正对位于间隙b45中的拉链吹风30s-90s,以避免上热风枪42和下热风枪43的余温将拉链烧焦。