1.本实用新型涉及制鞋技术领域,尤其涉及一种紧凑型鞋子生产线。
背景技术:
2.目前,制鞋生产线一般采用直线型的布置方式,将制鞋各道工序所需的设备按照加工流程依次排列成直线型。在实际生产过程中,由于制鞋工序多,多台设备按照直线型布置导致整条生产线较长,满足最低需求的生产线至少也需要占用几十米的长度,并且相邻两条生产线在之间还需要预留宽度工人走动空间、材料及半成品放置空间等,每条生产线至少得占用5到10米的宽度,使得整条生产线需要占用几百平方米的条状空间,一方面生产空间占用大、利用率低,另一方面,直线型生产线一个工人只能对应一个工位,所需的工人较多,生产线的上下游之间也存在交互相对困难的问题。
技术实现要素:
3.本实用新型所要解决的问题是提供一种紧凑型鞋子生产线,这种紧凑型鞋子生产线大幅度降低整条制鞋生产线的生产空间,提高生产空间的有效利用率,减少人力,提高整条生产线的生产效率。采用的技术方案如下:
4.一种紧凑型鞋子生产线,包括入楦机、冷热定型机、循环输送装置、拔楦机、以及多个具有独立功能的制鞋模块,其特征在于:所述紧凑型鞋子生产线设有一条中轴线,所述冷热定型机和所述循环输送装置前后设置在中轴线上,所述入楦机设置在冷热定型机的前端左侧,所述拔楦机设置在冷热定型机的前端右侧,所述多个制鞋模块按照生产流程分别依次设置在中轴线的左右两侧;循环输送装置设有直线型的前进段和返回段,前进段和返回段分别处于中轴线的左右两侧并且均与中轴线平行,沿前进段和返回段上设有喷胶装置和烘箱,循环输送装置穿过烘箱内部;冷热定型机设有热定型腔和冷定型腔,热定型腔中设有输送方向与前进段相对应的第一输送机构,冷定型腔中设有输送方向与返回段相对应的第二输送机构。
5.本实用新型鞋子生产线上鞋子的输送方向为,经由第一输送机构、循环输送装置的前进段自前向后输送,再经由循环输送装置的返回段、第二输送机构自后向前输送。
6.上述冷热定型机同时具有冷定型和热定型两个功能,在完成入楦、钳帮之后,需要对鞋楦进行热定型,而完成压底之后,需要对成品鞋子进行冷定型后再进行拔楦,因此,热定型腔中的第一输送机构的输送方向与循环输送装置的前进段相对应为自前向后,冷定型腔中的第二输送机构的输送方向与循环输送装置的返回段相对应为自后向前。
7.上述循环输送装置通常设有输送带,输送带分为直线型的前进段和返回段,前进段的末端与返回段的起始端相连接,返回段的末端与前进段的起始端相连接;输送带上设有承挂件,用于固定鞋面和鞋底。
8.上述喷胶装置用于对循环输送装置上的鞋面和鞋底进行喷胶,根据生产需求可设置多个喷胶装置,并且在返回段的末端设置人工贴底工位。另外,根据生产需要,还可在循
环输送装置上设置喷药装置。
9.上述烘箱用于在进行喷胶之后对鞋面或鞋底进行烘干,循环输送装置穿过烘箱内部,是指循环输送装置作为烘箱的输送机构使用,烘箱上设有供循环输送装置穿过的出入口。
10.将原来的冷定型机和热定型机结合成一台设备(即上述冷热定型机),冷热定型机和循环输送装置前后设置在生产线的中轴线上,喷胶装置和烘箱移至循环输送装置上,并且将入楦机和拔楦机设置在冷热定型机前端的左右两侧,从而将原来直线型生产线的长度缩减至一半的基础上,进一步降低整条生产线的宽度,大幅度降低生产线所占用的生产空间,使整条生产线更加紧凑,进而提高生产空间的有效利用率。
11.另一方面,在冷热定型机的后端与循环输送装置的前端之间的空间,还可以缩小该空间,将所需的制鞋模块(比如鞋底货架、压底机)移至冷热定型机后端的左右两侧,使生产线更加紧凑,同时还能够让一个工人对应多个工位,进一步降低人力需求。另外,喷胶装置和烘箱移至循环输送装置上,喷胶、烘干等工序可随着输送实现自动化或半自动化,也能够进一步减少整条生产线的人力需求,提高整条生产线的生产效率。
12.上述具有独立功能的制鞋模块,是指制鞋生产线上所需的必要设备,包括鞋面蒸湿机、后帮机、压底机等,还可以包括生产所需的各种原料架、半成品架、成品架等。
13.作为本实用新型的优选方案,所述制鞋模块包括鞋面蒸湿机、后帮机、压底机、鞋面货架、鞋底货架和成品货架;鞋面蒸湿机和后帮机分别设置在所述入楦机的前后两侧并处于所述中轴线的左侧,压底机设置在所述冷热定型机的后端右侧,鞋面货架设置在鞋面蒸湿机的前侧,鞋底货架设置在冷热定型机的后端左侧,成品货架设置在拔楦机的前侧。
14.作为本实用新型的优选方案,所述冷热定型机还包括热风机、热风管、冷风机、冷风管和热循环机构,所述热定型腔和所述冷定型腔上下设置在机架上,热定型腔中还设有加热器件;热循环机构包括压缩机、冷凝器、蒸发器通过管道依次连接而成的闭环回路;冷风管依次连通所述冷风机和蒸发器,并且冷风管的末端作为冷风排风口设置在所述冷定型腔中;所述热风管依次连通所述热风机和冷凝器,并且热风管的末端作为热风排风口设置在所述热定型腔中。
15.上述热循环机构为由蒸发器、冷凝器和压缩器依次连接而成的供工作介质循环流动的闭环回路,蒸发器吸收外部热量,将低温工作介质加热蒸发为高温气体,然后通过压缩机转换为高温高压气体,高温高压气体经过冷凝器时释放热量,同时转换为低温液体,再次流入蒸发器进行下一循环。
16.上述热风机将新风从外界吸入,通过冷凝器时,新风吸收冷凝器所释放的热量而升温,形成热风并吹入热定型腔。上述冷风机将新风从外界吸入,通过蒸发器时,新风中的热量被蒸发器所吸收而降温,形成冷风并吹入冷定型腔。
17.通过热循环机构,利用工作介质的循环流动,对经过蒸发器的风进行吸热降温,同时对经过冷凝器的风进行放热升温,将进入冷风机中的新风热量吸收并通过工作介质的流动输送至热定型腔中释放,从而提高热能利用率,具有节能减排的有益效果。另一方面,由于冷凝器对热定型腔释放热量,可以减少原有设置在热定型腔中加热器件的数量,并且还能降低加热器件原来的发热功率,进一步达到节能的效果。
18.上述工作介质一般采用冷媒介质,冷媒介质通常采用强压缩性的制冷剂,或者使
用寿命长的环保冷媒。
19.上述第一输送机构、第二输送机构均可以采用电机驱动主动辊、链轮、链条、从动辊相配合的输送方式。
20.作为本实用新型进一步的优选方案,所述冷热定型机还设有回风管,回风管连接热定型腔和热风机。设置回风管对热定型腔中的余热进行回收,避免过多的热量通过热定型腔的出入口散发,达到减排的目的,提高热能的利用率。
21.作为本实用新型更进一步的优选方案,所述加热器件包括多根电热管,多根电热管沿第一输送机构的输送方向依次并排设置在所述热定型腔的上腔壁。
22.本实用新型与现有技术相比,具有如下优点:
23.(1)本实用新型紧凑型鞋子生产线将原来的冷定型机和热定型机结合成一台设备,冷热定型机和循环输送装置前后设置在生产线的中轴线上,喷胶装置和烘箱移至循环输送装置上,并且将入楦机和拔楦机设置在冷热定型机前端的左右两侧,从而将原来直线型生产线的长度缩减至一半的基础上,进一步降低整条生产线的宽度,大幅度降低生产线所占用的生产空间,使整条生产线更加紧凑,进而提高生产空间的有效利用率;
24.(2)在冷热定型机的后端与循环输送装置的前端之间的空间,还可以缩小该空间,将所需的制鞋模块(比如鞋底货架、压底机)移至冷热定型机后端的左右两侧,使生产线更加紧凑;
25.(3)生产线上的设备之间、各个制鞋模块之间的间隔变小,能够让一个工人对应多个工位,进一步降低人力需求;另外,喷胶装置和烘箱移至循环输送装置上,喷胶、烘干等工序可随着输送实现自动化或半自动化,也能够进一步减少整条生产线的人力需求,提高整条生产线的生产效率。
附图说明
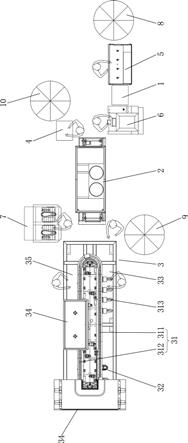
26.图1为本实用新型优选实施方式的结构示意图;
27.图2为图1中冷热定型机的结构示意图;
28.图3为图2中沿b-b的剖视图;
29.图4为图1中冷热定型机的热风、冷风及工作介质的流动示意图;
30.其中,各个表示为:1-入楦机,2-冷热定型机,201-热定型腔,202-冷定型腔,203-第一输送机构,204-第二输送机构,205-机架,206-热风机,207-热风管,208-加热器件(电热管),209-回风管,210-冷风机,211-冷风管,212-压缩机,213-冷凝器,214-蒸发器,2001-电机,2002-主动辊,2003-链轮,2004-链条,2005-从动辊,3-循环输送装置,31-输送带,311-前进段,312-返回段,313-承挂件,32-喷胶装置,33-人工刷胶工位,34-烘箱,35-人工贴底工位,4-拔楦机,5-鞋面蒸湿机,6-后帮机,7-压底机,8-鞋面货架,9-鞋底货架,10-成品货架,a-生产线的中轴线,c-工作介质流动方向,d-热风方向,e-冷风方向,f-回风方向。
具体实施方式
31.下面结合附图和本实用新型的优选实施方式做进一步的说明。
32.如图1所示,一种紧凑型鞋子生产线,包括入楦机1、冷热定型机2、循环输送装置3、拔楦机4、以及多个具有独立功能的制鞋模块,在本实施例中,制鞋模块包括鞋面蒸湿机5、
后帮机6、压底机7、鞋面货架8、鞋底货架9和成品货架10;紧凑型鞋子生产线设有一条中轴线a,冷热定型机2和循环输送装置3前后设置在中轴线a上,入楦机1设置在冷热定型机2的前端左侧,拔楦机4设置在冷热定型机2的前端右侧,鞋面蒸湿机5和后帮机6分别设置在入楦机1的前后两侧并处于中轴线a的左侧,压底机7设置在冷热定型机2的后端右侧;鞋面货架8设置在鞋面蒸湿机5的前侧,鞋底货架9设置在冷热定型机2的后端左侧,成品货架10设置在拔楦机4的前侧。
33.如图1所示,循环输送装置3设有输送带31,输送带31设有直线型的前进段311和返回段312,前进段311和返回段312分别处于中轴线a的左右两侧并且均与中轴线a平行,前进段311的末端与返回段312的起始端相连接,返回段312的末端与前进段311的起始端相连接;输送带31上设有承挂件313,用于固定鞋面和鞋底;沿前进段311和返回段312上设有喷胶装置32和烘箱34,并且在前进段311的起始端设置人工刷胶工位33、返回段312的末端设置人工贴底工位35;输送带31穿过烘箱34内部,喷胶装置32和喷药装置33用于对输送带31上的鞋面和鞋底进行喷胶,每次进行喷胶或喷药之后都需要对鞋面和鞋底进行烘干,在本实施例中设置一个进行两个喷胶的喷胶装置32,因此输送带31上设有两个烘箱34;
34.如图2所示,冷热定型机2设有热定型腔201和冷定型腔202,热定型腔201中设有输送方向与前进段311相对应的第一输送机构203,冷定型腔202中设有输送方向与返回段312相对应的第二输送机构204;在完成入楦、钳帮之后,需要对鞋楦进行热定型,而完成压底之后,需要对成品鞋子进行冷定型后再进行拔楦,因此,热定型腔201中的第一输送机构203的输送方向与循环输送装置3的前进段311相对应为自前向后,冷定型腔202中的第二输送机构204的输送方向与循环输送装置3的返回段312相对应为自后向前;鞋子经由第一输送机构203、循环输送装置3的前进段311自前向后输送,再经由循环输送装置3的返回段312、第二输送机构204自后向前输送。
35.本发明紧凑型鞋子生产线将原来的冷定型机和热定型机结合成一台设备,冷热定型机2和循环输送装置3前后设置在生产线的中轴线a上,喷胶装置32和烘箱34移至循环输送装置3上,并且将入楦机1和拔楦机4设置在冷热定型机2前端的左右两侧,从而将原来直线型生产线的长度缩减至一半的基础上,进一步降低整条生产线的宽度,大幅度降低生产线所占用的生产空间,使整条生产线更加紧凑,进而提高生产空间的有效利用率。
36.另外,在冷热定型机2的后端与循环输送装置3的前端之间的空间,还可以缩小该空间,将所需的制鞋模块(比如鞋底货架9、压底机7)移至冷热定型机2后端的左右两侧,使生产线更加紧凑;生产线上的设备之间、各个制鞋模块之间的间隔变小,能够让一个工人对应多个工位,进一步降低人力需求;而且,喷药装置33、喷胶装置32和烘箱34移至循环输送装置3上,喷药、喷胶、烘干等工序可随着输送实现自动化或半自动化,也能够进一步减少整条生产线的人力需求,提高整条生产线的生产效率。
37.如图2和图3所示,冷热定型机2包括机架25、热定型腔201、冷定型腔202、热风机206、热风管207、加热器件208、回风管209、冷风机210、冷风管211和热循环机构,热定型腔201和冷定型腔202上下设置在机架25上;第一输送机构203和加热器件208设置在热定型腔201中,第二输送机构204设置在冷定型腔202中;本实施例中,第一输送机构203、第二输送机构204均采用电机2001驱动主动辊2002、链轮2003、链条2004、从动辊2005相配合的输送方式;加热器件208包括多根电热管,多根电热管208沿第一输送机构203的输送方向依次并
排设置在热定型腔201的上腔壁;热循环机构包括压缩机212、冷凝器213、蒸发器214,压缩机212、冷凝器213、蒸发器214通过管道215依次连接而成的闭环回路,如图4所示,冷风管211依次连通冷风机210和蒸发器214并且冷风管211的末端作为冷风排风口设置在冷定型腔202中,热风管207依次连通热风机206和冷凝器213并且热风管207的末端作为热风排风口设置在热定型腔201中,回风管209连接热定型腔201和热风机206。
38.冷热定型机2通过热循环机构,利用工作介质的循环流动,对经过蒸发器214的风进行吸热降温,同时对经过冷凝器213的风进行放热升温,将进入冷风机210中的新风热量吸收并通过工作介质的流动输送至热定型腔201中释放,具体地,热风机206将新风从外界吸入,通过冷凝器213时,新风吸收冷凝器213所释放的热量而升温,形成热风并吹入热定型腔201,而冷风机210将新风从外界吸入,通过蒸发器214时,新风中的热量被蒸发器214所吸收而降温,形成冷风并吹入冷定型腔202;由于冷凝器213对热定型腔201释放热量,可以减少原有设置在热定型腔201中加热器件208的数量,并且还能降低加热器件208原来的发热功率,而且设置回风管209对热定型腔201中的余热进行回收,避免过多的热量通过热定型腔201的出入口散发,进一步提高热能利用率,达到节能减排的有益效果。
39.此外,需要说明的是,本说明书中所描述的具体实施例,其各部分名称等可以不同,凡依本实用新型专利构思所述的构造、特征及原理所做的等效或简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。