1.本技术涉及塑胶熔接的技术领域,尤其是涉及一种高频塑胶熔接机。
背景技术:
2.目前,高频塑胶熔接机由于其操作方便快捷、焊接强度接近于原材料强度等优势而在许多行业中推广使用,其中制衣行业的企业对于高频塑胶熔接机的使用尤为广泛。工作人员将制衣材料铺展折叠后放置于高频塑胶熔接机的熔接板下方,高频塑胶熔接机控制熔接板向下移动对制衣材料完成塑胶熔接。
3.针对上述中的相关技术,申请人发现,由于熔接板的长度有限,对尺寸大于熔接板长度的制衣材料进行塑胶熔接时往往需要进行二次塑胶熔接,这就使得塑胶熔接后的制衣材料容易出现褶皱或者塑胶熔接处不齐整的情况,使得塑胶熔接后制衣材料的品质出现问题。
技术实现要素:
4.为了改善尺寸较长制衣材料塑胶熔接后的品质问题,本技术提供一种高频塑胶熔接机。
5.本技术提供一种高频塑胶熔接机,采用如下的技术方案:
6.一种高频塑胶熔接机,包括桌体、熔接机以及熔接台,所述熔接机包括机座、升降装置以及熔接板,所述机座与桌体连接,所述机座内部设有用于控制升降装置沿竖直方向运动的驱动装置,所述升降装置的一端与熔接板连接且另一端位于机座内部,所述熔接台设于桌体上且位于熔接板下方,所述桌体上还设有用于固定制衣材料的夹紧装置,所述夹紧装置沿熔接板的长度方向滑动连接于桌体。
7.通过采用上述技术方案,能够通过夹紧装置夹紧住制衣材料的一端,同时手持制衣材料的另一端将制衣材料展平,然后对熔接台位置进行塑胶熔接,并且夹紧装置可以进行滑动。能够防止制衣材料在塑胶熔接过程中出现褶皱,同时可以保证二次或者多次塑胶熔接时熔接处的齐整。
8.可选的,所述桌体上于熔接板下方位置设有安装槽,所述熔接台安装于安装槽中且熔接台的上端面与桌体的上端面齐平。
9.通过采用上述技术方案,方便熔接板的装卸和更换,同时使制衣材料能够放置于桌体上进行塑胶熔接,防止制衣材料由于熔接台与放置平面之间存在高度差而产生褶皱。
10.可选的,所述熔接台上设有熔接槽,所述熔接槽的形状以及尺寸与熔接板相适配,所述熔接板运动至竖直方向上的最低位置时熔接板与熔接槽之间存在间隙。
11.通过采用上述技术方案,能够方便工作人员通过熔接槽的位置调整制衣材料的摆放位置,并且能够提高塑胶熔接的效果,同时防止熔接板直接接触熔接槽造成损坏。
12.可选的,所述夹紧装置设于熔接台的一侧,所述桌体上设有供夹紧装置滑动的滑动槽,所述夹紧装置包括上夹紧件以及下夹紧件,所述下夹紧件位于滑动槽中且下夹紧件
的夹紧面与桌体的上端面齐平,所述上夹紧件转动连接于下夹紧件上,所述上夹紧件转动至与下夹紧件相抵后上夹紧件的夹紧面与下夹紧件的夹紧面贴合。
13.通过采用上述技术方案,能够通过转动上夹紧件实现对制衣材料一端的夹紧和松开,使夹紧装置的操作方便快捷。
14.可选的,所述上夹紧件以及下夹紧件的夹紧面上设有磁铁片且上夹紧件的磁铁片与下夹紧件的磁铁片位置相对。
15.通过采用上述技术方案,能够提高夹紧装置的夹紧效果,同时可以实现自动夹紧,使夹紧过程更加方便快捷。
16.可选的,所述上夹紧件上设有把手。
17.通过采用上述技术方案,能够使上夹紧件的转动更加方便,同时也能够使解除夹紧状态的过程更加省力。
18.可选的,所述夹紧装置还包括位于下夹紧件侧边的定位部,所述定位部上开设有沿竖直方向贯穿夹紧装置的通孔,所述定位部上还设有定位件,所述定位件穿设于通孔中且可沿竖直方向移动,所述滑动槽上等间距开设有若干定位槽,所述定位件落入定位槽后将夹紧装置的位置固定。
19.通过采用上述技术方案,能够固定夹紧装置在滑动槽上的位置,防止制衣材料展平过程中夹紧装置位置发生移动。
20.可选的,所述通孔的孔壁上设有台阶,所述台阶上设有弹簧,所述弹簧的一端与定位件远离定位槽的一端连接,所述弹簧的另一端与台阶的上端面连接,所述定位件的上端未受压时定位件的下端位于通孔中,所述定位件的上端受压后定位件的下端落入定位槽中。
21.通过采用上述技术方案,定位件能够自动离开定位槽,使定位件的使用更加方便。
22.可选的,所述滑动槽上方设有防尘布套,所述防尘布套为可伸缩的风琴罩,且所述防尘布套的一端与桌体连接且另一端与夹紧装置连接。
23.通过采用上述技术方案,能够减少灰尘或杂物落入滑动槽从而影响夹紧装置在滑动槽内的滑动。
24.综上所述,本技术包括以下至少一种有益效果:
25.1.能够通过使用夹紧装置实现制衣材料的展平,使制衣材料在塑胶熔接过程中不出现褶皱,且夹紧装置可在滑动槽中移动,当塑胶熔接尺寸较长的制衣材料时能够保证二次或多次塑胶熔接过程中熔接处齐整;
26.2.具体操作过程中,工作人员需一手按压定位件对夹紧装置的位置进行固定,同时另一手抓握制衣材料的一端进行塑胶熔接,工作人员的手远离熔接板以及熔接台,防止手部烫伤;
27.3.滑动槽上方设有防尘布套,防尘布套能够减少灰尘或杂物落入滑动槽,使夹紧装置的滑动过程更加稳定。
附图说明
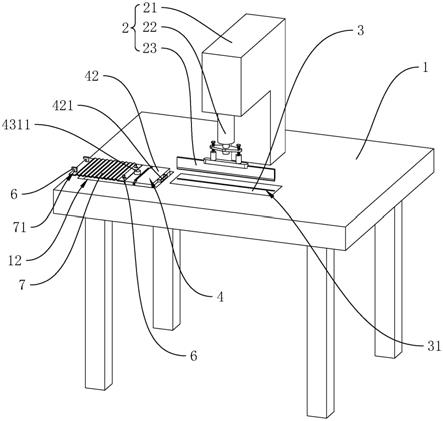
28.图1是本技术实施例一种高频塑胶熔接机的结构示意图;
29.图2是本技术实施例中熔接机和熔接台的剖视图;
30.图3是本技术实施例中夹紧装置的爆炸图;
31.图4是本技术实施例中夹紧装置的剖视图。
32.附图标记说明:1、桌体;11、安装槽;12、滑动槽;121、定位槽;2、熔接机;21、机座;22、升降装置;23、熔接板;3、熔接台;31、熔接槽;4、夹紧装置;41、下夹紧件;42、上夹紧件;421、把手;43、定位部;431、定位件;4311、按压部;432、通孔;433、台阶;44、弹簧;45、限位部;5、磁铁片;6、挂钩;7、防尘布套;71、穿设孔。
具体实施方式
33.以下结合附图1-4对本技术作进一步详细说明。
34.本技术实施例公开一种高频塑胶熔接机。
35.参照图1,高频塑胶熔接机包括包括桌体1、熔接机2、熔接台3以及夹紧装置4。熔接机2设置于桌体1的中间位置,熔接台3设置于桌体1上且靠近熔接机2,夹紧装置4设置于熔接台3的一侧。制衣材料一端夹紧于夹紧装置4上,另一端由工作人员向远离夹紧装置4的方向拉紧,然后操作熔接机2对熔接台3上方的制衣材料进行塑胶熔接。
36.桌体1的外形为长方体,桌体1的上端面为平面。
37.熔接机2包括机座21、升降装置22以及熔接板23。机座21与桌体1固定连接,升降装置22竖直设置于机座21上,机座21内部具有控制升降装置22沿竖直方向运动的驱动装置。升降装置22一端位于机座21内部且另一端与熔接板23可拆卸连接。
38.熔接板23的外形为长方形板,熔接板23上具有用于与制衣材料接触进行塑胶熔接的熔接面,升降装置22与熔接板23的上端连接。熔接板23垂直于桌体1的平面设置且熔接板23四周的面分别与桌体1四周的面平行。
39.参照图1和图2,桌体1上设有安装槽11,安装槽11位于熔接板23的下方且安装槽11尺寸与熔接台3相同。熔接台3的外形也为长方体,熔接台3安装于安装槽11中且熔接台3的上端面与桌体1的平面齐平。熔接台3的上端面沿其长度方向开设有熔接槽31,熔接槽31的尺寸与熔接板23相同,熔接槽31的槽面与熔接面的形状相适配。
40.熔接板23与熔接槽31于竖直方向上位置相对,且熔接板23向下运动至最低位置时熔接面与熔接槽31存在间距,此间距小于制衣材料的最小厚度。
41.参照图1,夹紧装置4的外形也为长方体,桌体1上靠近宽边的一侧沿长度方向设有滑动槽12,滑动槽12的长度与熔接板23的长度相同,夹紧装置4放置于滑动槽12中与桌体1滑动连接。滑动槽12为长方形槽,夹紧装置4的长度与滑动槽12的宽度相同。夹紧装置4于滑动槽12中滑动时,夹紧装置4的宽边侧与滑动槽12的长边槽面贴合。
42.参照图3,夹紧装置4包括上夹紧件42以及下夹紧件41,上夹紧件42转动连接于下夹紧件41上,转动轴与夹紧装置4的滑动方向垂直。下夹紧件41的夹紧面与桌体1的平面齐平。夹紧装置4上方靠近上夹紧件42转动轴的位置具有限位部45,当上夹紧件42转动至与限位部45相抵时上夹紧件42的夹紧面垂直于下夹紧件41的夹紧面,限位部45与下夹紧件41限制上夹紧件42最大转动角度为0
°‑
90
°
。
43.上夹紧件42以及下夹紧件41的夹紧面上都设有磁铁片5且两磁铁片5相互吸引,当上夹紧件42转动至与下夹紧件41相抵时上夹紧件42吸附于下夹紧件41上且上夹紧件42与下夹紧件41的夹紧面紧密贴合。
44.上夹紧件42远离其转动轴的一端设有用于方便转动上夹紧件42以及方便接触夹紧的把手421。
45.夹紧装置4还包括位于下夹紧件41远离熔接机2一侧的定位部43,定位部43上设有定位件431,定位件431的外形为圆柱体且定位件431的一端设有按压部4311,按压部4311的外形也为圆柱体。
46.参照图4,定位部43上沿竖直方向开设有圆形的通孔432,通孔432贯穿夹紧装置4。通孔432下端的孔壁上设有台阶433,通孔432上端的孔径大于通孔432下端的孔径。
47.定位件431可在通孔432内沿竖直方向移动,定位件431上远离按压部4311一端的径向尺寸与通孔432下端的孔径相适配,按压部4311的径向尺寸与通孔432上端的孔径相适配,定位件431沿竖直方向向下移动时按压部4311的下端面与台阶433的上端面相抵。
48.按压部4311与台阶433之间还设有一个弹簧44,弹簧44一端与台阶433的上端面连接,定位件431穿过弹簧44且弹簧44的另一端与按压部4311的下端面连接。当按压部4311未受到压力时定位件431的下端位于通孔432内,当按压部4311受到压力时定位件431的下端伸出通孔432,按压部4311不再受力后弹簧44驱使定位件431的下端收回至通孔432内且弹簧44不会弹出脱离通孔432。
49.滑动槽12的底部沿夹紧装置4移动方向等间距开设有若干个定位槽121,定位槽121与定位件431远离按压部4311的一端相适配。当按压部4311受到压力使定位件431下端伸出通孔432时定位件431下端能够插入定位槽121中实现对夹紧装置4水平方向的位置定位。
50.参照图1和图4,滑动槽12上方还设有一块防尘布套7,防尘布套7可沿一个方向进行伸展收缩,防尘布套7沿其伸展收缩方向的两端上各开设有两个穿设孔71。滑动槽12远离机座21一端相邻的桌体1上设有两个挂钩6,夹紧装置4远离机座21的一侧上也设有两个挂钩6,通过挂钩6穿过穿设孔71使防尘布套7的一端与桌体1连接且另一端与夹紧装置4连接。当夹紧装置4滑动时防尘布套7也会随之伸展或收缩,防尘布套7始终覆盖夹紧装置4远离机座21一侧的滑动槽12。
51.本技术实施例一种高频塑胶熔接机的实施原理为:
52.转动翻开上夹紧件42,将待塑胶熔接的制衣材料平铺于桌体1上,同时制衣材料的一端放置于下夹紧件41的夹紧面上,转动盖上上夹紧件42夹紧制衣材料的一端,一只手拉扯制衣材料的另一端使制衣材料展平,移动夹紧装置4使制衣材料上远离夹紧装置4一侧待塑胶熔接的位置与熔接槽31位置相对,然后保持按压按压部4311使定位件431保持插入定位槽121的状态,最后控制熔接板23下移进行塑胶熔接即可。
53.当需要进行二次塑胶熔接时,只需松开按压部4311后继续移动夹紧装置4使制衣材料上下一个待塑胶熔接的位置与熔接槽31位置相对,然后再次保持按压按压部4311使定位件431保持插入定位槽121的状态,最后再次控制熔接板23下移进行塑胶熔接即可。
54.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。