1.本发明涉及用于电子商务系统的装饰包装盒的制造。
背景技术:
2.电子商务的作用在零售业中正变得越来越重要。顾客越来越多地通过零售商的网站从他们舒适的家中在线下订单。然后,订购的商品被放入包装盒中,并且由配送车辆配送到顾客的住处或另一个期望的地址。以这种方式,顾客可方便地进行购买,而不必花费时间和精力亲自前往商店寻找所需的商品(如果有的话)。
3.商品以不同的尺寸出现,要求电子商务设施的包裹运输中心有大量储备的不同大小的包装盒。这不仅带来经济成本,还导致运输中心内部的物流问题。此外,即使存在在包装盒的预定尺寸方面的很大的变化,在包含一个或多个商品的包装盒中通常仍留有大量的自由空间。这种自由空间经常被廉价的填充材料填满,导致运输效率低下,因为较少的包装盒可装载到配送车辆中。
4.为了降低包装成本,已经开发了机器以制造定制包装盒,即所谓的“按需装箱”系统。这种“按需装箱”包装机由wo 2016/203343 a (panotec)和ep 2697124 a (bosch)例示。
5.然而,这些“按需装箱”系统并不解决运输中心中的所有物流问题。经常遇到的另一个问题是具有缺失的标签的包装、具有损坏或不可读的标签的包装和甚至标签错误的包装。
6.另外,电子商务公司之间的竞争很激烈,并且这些公司正在研究提升顾客体验和顾客参与的方式。
7.因此,希望开发一种方法,其中电子商务公司能够以更高效和经济的方式配送包裹,而同时具有提升顾客体验和顾客参与的选项。由此发现,由于交织纤维之间的力以及所述未组装包装盒的槽纹片材和衬里之间的力,在喷墨印刷机的支撑件上搬运未组装包装盒并不容易。即使在印刷时,所述力也引起褶皱或突然的弹起,这导致与所述印刷机的印刷头的经常碰撞。扩大喷射距离可克服所述碰撞,但是这导致模糊的喷墨印刷图像。真空支撑件可帮助展平未组装包装盒,但是所述力导致所述未组装包装盒不受控制地保持抵靠真空支撑件,尤其是在所述未组装包装盒的边缘和折板处。
8.在喷墨印刷机中供应未组装包装盒的一种已知方法是使用粘性不可透过的支撑件来粘附未组装包装盒,并且其中所述粘性不可透过的支撑件被保持在印刷机的真空支撑件上。但是所述粘性使得难以将所述未组装包装盒(重新)定位在所述不可透过的支撑件上,并且在从所述不可透过的支撑件移除未组装包装盒之后,未组装包装盒具有胶水污染物,这必须在额外的步骤中进行清洁。另外,来自所述不可透过的支撑件的粘性层必须被更新,或者所述不可透过的支撑件是仅可重复使用一次或最多两次的消耗品,这导致工业废物。
9.因此,需要获得更高效和更快速的高质量装饰未组装包装盒的方法,其中,该方法
避免了与昂贵的印刷头的碰撞。
技术实现要素:
10.为了解决上述问题,本发明的优选实施例已经利用根据权利要求1的用于装饰未组装包装盒的方法实现。
11.已经发现,通过在未组装包装盒上进行数字印刷,由包装材料制成的定制包装盒解决了许多物流问题,而同时由于包装材料的更少库存、更少墨水以及更低的运输成本而实现了成本降低。
12.从下文的详细描述中,这些和其它目的将变得显而易见。
13.本发明是一种用于装饰未组装包装盒的方法,包括以下步骤:a) 通过真空抽吸将未组装包装盒以其侧部对着可透气支撑件保持在喷墨印刷机的真空支撑件上;和b) 在未组装包装盒上喷墨印刷图像,其中,可透气支撑件由所述未组装包装盒部分地覆盖。未组装包装盒在本发明中具有与可透气支撑件接触的侧部和在其上应喷墨印刷图像的相对侧部。所述相对侧部此外还被称为所述未组装包装盒中的另一侧部或印刷侧部。典型地,所述未组装包装盒具有一个或多个模线(die-lines,有时也称为模切压痕),使得有可能组装成包装盒。
14.如果在200pa压差下透气率大于15l/(dm2×
min),则支撑件是可透气的。未组装包装盒在本发明中由诸如瓦楞纸板的包装材料制成。
15.未组装包装盒通过本发明变得平坦以进行印刷,并且所述未组装包装盒的边缘也变得固定到所述可透气支撑件,从而防止与所述喷墨印刷机的印刷头碰撞。尤其是当所述未组装包装盒包括作为所述未组装包装盒的边缘的一个面板或多个面板时。所述面板优选地具有模线以易于折叠和组装,从而具有可枢转的折板。未组装包装盒有时被称为未折叠的包装盒。也就是说,它准备好折叠成包装盒。本发明在组装到包装盒之前在所述未组装包装盒上印刷。
16.未组装包装盒由诸如瓦楞纸板的包装材料以某种折叠设计切割而成。前述面板用于形成包装盒的侧部和/或用于将所述侧部固定和/或折叠成三维包装盒。所述面板也称为折板。优选地,所述面板包括一个或多个模线,以便于折叠盒。不仅在所述折板处,在印刷时难以将未组装包装盒平坦地压住。未组装包装盒还可包括一个或移动盒手柄,以便于移动经组装的包装盒。在所述移动盒手柄处,本发明还保证了到所述可透气支撑件的良好固定。
17.可透气支撑件变得通过真空抽吸夹在该侧部和喷墨印刷机的真空支撑件之间;其中,未组装包装盒部分地覆盖所述可透气支撑件。本发明在如下情况下尤其是有利的:所述未组装包装盒为不规则形状或具有带尖角的边缘或最低限度具有折板作为边缘,该折板具有用于折叠所述折板的模线。
18.纤维层优选地为非织造织物,更优选地为毡,并且最优选地为聚酯毡。聚酯毡可与诸如羊毛的其它材料混合。
19.通过本发明对未组装包装盒的快速保持和容易固定可为甚至更高效的,其中可透气支撑件包括用于将未组装包装盒或一个以上未组装包装盒布置在所述支撑件上的配准标记,和/或包括在步骤b)之前在可透气支撑件上施加配准器具的附加步骤,以用于将未组
装包装盒对准在所述支撑件上。
20.所述配准标记可为直尺、n
×
m个小正方形的网格或一条或多条小线,用于容易地配准所述未组装包装盒或甚至多于一个未组装包装盒。所述标记可包括识别码或用于计算距离的器具。所述配准器具为例如配准销或配准条。
21.由于未组装包装盒的交织纤维之间的力,可能发生在印刷之前出现隆起或卷曲;所述隆起或卷曲必须在印刷到真空支撑件上之前展平。这可手动完成,或者更优选地通过诸如刮板或熨斗的展平装置完成。
22.有时候,未组装包装盒很硬,其可通过在将未组装包装盒施加在可透气支撑件上之前对未组装包装盒加湿来软化。解决这个问题的另一种方式是在步骤a)之前的附加步骤:
‑ꢀ
在侧部和/或可透气支撑件上施加粘合剂,以在所述侧部和所述可透气支撑件之间形成粘性层。所述另一种方式不是优选的,因为胶水保留在未组装包装盒的侧部上。所述保留必须作为额外的步骤被洗掉。优选地,本发明的可透气支撑件不具有所述粘性层。如果使用热敏粘合剂,则所述粘性层优选地在步骤a)和b)期间例如通过可透气支撑件和/或未组装包装盒的加热步骤形成。在本发明中,当所述侧部和所述支撑体一起供应时,粘合剂位于侧部和透气支撑体之间。
23.对于高质量的喷墨图像,本发明可甚至更多地改进,其中,未组装包装盒还具有另一侧部,并且其中,另一侧部包括底涂层,并且其中,该方法包括在步骤b)之后的附加步骤:
‑ꢀ
在经印刷的未组装包装盒上施加顶涂层,并且可选地热压来自所述底涂层、所述未组装包装盒、所述印刷图像和所述顶涂层的组件。然后将图像印刷在所述底涂层上。在优选实施例中,可透气支撑件也可与之前的组件一起热压作为支撑件。
24.利用本发明,还可缩短从印刷头向用于印刷图像的未组装包装盒“投射”的液滴的距离。所述投射距离优选地低于4mm,并且更优选地在0.1mm和3mm之间。投射距离越小,图像质量越好。
25.从下文的详细描述中,本发明的这些和其它目的将变得显而易见。
附图说明
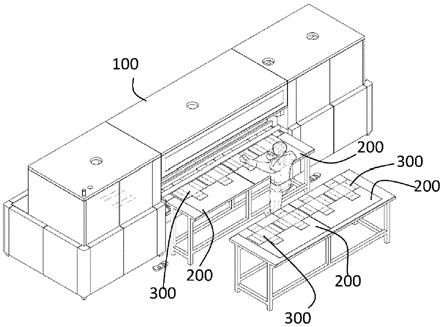
26.图1示出了具有作为喷墨印刷机的agfa nv的jeti tauro
™
的本发明的方法。所述印刷机是宽幅面喷墨印刷机(100),并且它包括真空带(不可见)。操作者在图1中准备并供应可透气支撑件(200),在所述支撑件上具有未组装包装盒(300)。
27.图2和图3示出了支撑未组装包装盒(300)的可透气支撑件(200)的俯视图和横截面,并且在右侧示出了折叠包装盒(310)的方式。所述支撑件承载在喷墨印刷机(不可见)的真空支撑件(150)上。未组装包装盒(300)的部分具有侧部(370)和另一侧部(350)。图2中的可透气支撑件(200)包括与所述侧部(370)接触的纤维层(250)。图3可透气支撑件(200)是与所述侧部(370)接触的纤维层(250)。图2和图3中的未组装包装盒的侧部是衬里,并且在它们之间存在标记为波浪线的槽纹片材。另一侧部(350)是在其上印刷图像的侧部。
28.图4至图7示出了用于制造具有一定长度(l)、宽度(w)和高度(h)的喷墨印刷包装盒(图7、图8)的本发明的几个步骤。
29.图4示出了支撑未组装包装盒(300)的可透气支撑件(200)的俯视图。
30.图5示出了由单通道喷墨印刷机3将警告象形图(4)、机器可读代码(5)和公司徽标(6)喷墨印刷在未组装包装盒(300)的特定区域上。
31.图6示出了在喷墨印刷所述警告象形图(4)、机器可读代码(5)和公司徽标(6)之后以及从可透气支撑件(200)移除未组装包装盒(300)之后的结果。
32.图7示出了在组装所述喷墨印刷的未组装包装盒之后的结果,其中,在上侧处的折板仍然打开。
33.图8示出了适用于本发明的包装材料的组成,该包装材料通过用胶水12将槽纹片材10胶合到纸内衬里9和纸外衬里11而形成。
34.图9示出了具有几种长度、宽度和高度(lx, wx, hx; x=1 ,2,3)的三个未组装包装盒(300)如何布置在可透气支撑件(200)上,以促进生产进度。
具体实施方式
35.为了避免喷墨印刷机中未组装包装盒的碰撞,本发明包括一种用于装饰未组装包装盒的方法,该方法包括以下步骤:a) 通过真空抽吸将未组装包装盒以其侧部对着可透气支撑件保持在喷墨印刷机的真空支撑件上;和b) 在未组装包装盒上喷墨印刷图像,其中,可透气支撑件由所述未组装包装盒部分地覆盖。
36.可透气支撑件可重复用于在其它未组装包装盒上的后续印刷作业。未组装包装盒优选地是用于定制包装盒的未组装盒。所述定制包装盒优选地由自动包装系统制造,该自动包装系统专门设计用于仓库派送执行,其中随机的、单个、多个、松散的或成组的物品或货物需要被自动包装到多个封装盒(footprint boxes)中用于派送。所述包装系统使得有可能确保可能的最小体积尺寸重量(dim重量),而不损害典型地用于按需包装的安全性。
37.未组装包装盒可首先供应到所述可透气支撑件上,并且如果所述可透气支撑件不是带,则供应到真空支撑件上。所述步骤顺序是一个优点,因为第一步骤可在将另一个未组装包装盒印刷到另一个透气支撑物上的同时并行(即所谓离线地)进行。
38.或者,可透气支撑件可首先被供应到真空支撑件上,并且随后未组装包装盒可在所述可透气支撑件上被供应。
39.在本发明中,可透气支撑件通过真空抽吸变得被夹在未组装包装盒和喷墨印刷机的真空支撑件之间,其中,所述未组装包装盒部分地(因此不是全部地)覆盖所述可透气支撑件,以更好地粘附所述未组装包装盒的边缘。在由所述未组装包装盒和所述可透气支撑件形成的组件上,仍然可看到可透气支撑件的部分。
40.据发现,如果可透气支撑件被未组装包装盒完全覆盖,则未组装包装盒的边缘没有很好地抵靠所述可透气支撑件保持。
41.包装盒包装盒优选地是在电子商务领域中使用的定制包装盒。所述定制包装盒优选地通过自动包装系统(有时称为按需装箱系统)制成。本发明尤其防止边缘卷曲或突然向上移动未组装包装盒的面板/折板/互锁部,这可能接触喷墨印刷机的印刷头或使所述印刷头不对准。
42.然而,诸如瓦楞纸盒设计的任何包装设计都是可能的,包装盒优选地是由欧洲瓦楞纸板制造商联合会(fefco)提供的盒样式,并且更优选地是开槽型盒,并且最优选地是规则开槽容器(rsc)。包装盒优选地选自开槽型盒(fefco的03xx-xxxx设计代码)、折叠型盒(fefco的04xx-xxxx设计代码)、滑动型盒(fefco中的05xx-xxxx设计代码)、刚硬型盒(fefco中的06xx-xxxx设计代码)和内部附件(fefco的09xx-xxxx设计代码)。未组装包装盒优选地包括用于在折叠和/或组装包装盒时互锁面板的折板。
43.包装盒的封闭优选地通过热胶合、冷胶合、胶带粘合、互锁和/或打钉来完成。
44.在未组装包装盒的折叠和/或组装之后,包装盒的面板可例如通过胶水、胶带或钉或互锁接合在一起。但是未组装包装盒的一些面板也可能已经通过胶水、胶带或钉接合在一起以快速折叠未组装包装盒,但是未组装包装盒在可透气支撑件上仍然保持平坦。然后,它使面板位于彼此的顶部上,诸如预胶合包装盒,也称为预胶合盒。
45.本发明优选地包括在装饰包装盒的制造方法中,该方法包括附加步骤:
‑ꢀ
根据包装盒的设计的切割设计切割包装材料,以形成未组装包装盒;
‑ꢀ
根据权利要求1及其优选实施例的方法;
‑ꢀ
将装饰的未组装包装盒组装成包装盒;
‑ꢀ
可选地,热或冷胶合、胶带粘合、互锁和/或打钉以封闭包装盒。组装步骤可包括折叠步骤。
46.粘合剂粘合剂可用于将未组装包装盒通过其侧部附接到可透气支撑件。粘合剂可被施加到所述可透气支撑件、所述未组装包装盒或它们两者。
47.从经典的已知粘合剂到基于仿生的粘合剂,本领域已知的任何粘合剂都可用于本发明。可重新定位的粘合剂是优选的,因为它们有利于确保皮革完全平坦地附接在载体上而不引起与喷墨印刷头的碰撞的过程。热敏胶是优选的,因为在室温下已经具有低粘性,并且从30℃起已经具有高粘性。
48.由del campo和fern
á
ndez-bl
á
zquez已经描述了生物启发的可逆粘合剂(用于生物材料开发的仿生方法(biomimetic approaches for biomaterial development),11章,ed. jo
ã
o f. mano, wiley-vch verlag gmbh& co. kgaa, 第一版, 2012)。
49.粘合剂在不同的技术领域中是已知的,诸如在纺织品印刷中,其中使用了水胶合和干结合方法。在干结合方法中,永久性粘合剂和热塑性粘合剂都是本领域已知的。用于纺织品印刷的粘合剂公开在ullmans encyclop
ä
die der technischen chemie, 4. auflage, band 23, 76-77 (verlag chemi, wei n heim)中。
50.在本发明中,压敏粘合剂是一种特别优选类型的粘合剂。可移除的压敏粘合剂也从诸如3m公司中的post-it
tm notes的应用中知道。
51.用于压敏粘合剂的优选聚合物选自由聚丙烯酸酯、硅氧烷聚合物、聚二烯或其共聚物(诸如天然橡胶和苯乙烯-丁二烯型橡胶以及苯乙烯和二烯的嵌段共聚物)组成的组。压敏粘合剂的典型配方还包含增粘树脂,以针对应用定制特性。压敏粘合剂还可包含添加剂,诸如蜡、增塑剂和抗氧化剂。
52.压敏粘合剂由水、溶剂或作为热熔粘合剂施加在表面上。热熔粘合剂和水性粘合剂是优选的。水性粘合剂是特别优选的。水性压敏粘合剂是基于乳液的,并且已经由
jovanovi和dub
é
详细描述过(journal of macromolecular science, part c
‑ꢀ
polymer reviews, c44(1), 1-55 (2004))。
53.合适的粘合剂可从kiwo (kissel + wolf gmbh)获得。
54.对将粘合剂施加到表面的方式没有限制,所述方式例如可为通过涂覆或喷涂。合适的喷雾粘合剂的商用例子是3m
™ꢀ
repositionable 75喷雾粘合剂。喷雾粘合剂也称为气溶胶粘合剂。
55.粘合剂的使用也有一些缺点,诸如胶水残留在侧部或可透气支撑件上、需要额外的压力装置等等。但是已经发现当使用诸如来自kiwo
™
的kiwotex tdk 35l的热敏胶时,在喷墨印刷的步骤之后,在侧部上的胶的污染非常有限。但是优选地,可透气支撑件不具有如上所述的粘性层,以便更好地粘附未组装包装盒。
56.可透气支撑件可透气支撑件在本发明中比未组装包装盒大,并且优选地是平的。所述未组装包装盒部分地覆盖所述支撑件,以在所述未组装包装盒的边缘处具有良好的粘附性。当所述支撑件甚至尺寸设计成大于所述未组装包装盒并且所述未组装包装盒完全覆盖所述支撑件时,所述未组装包装盒的边缘在施加真空时可能起皱(波状或卷曲)。这可导致与喷墨印刷机的印刷头的碰撞。
57.可透气支撑件包括一个或多个纤维层,其中,未组装包装盒的侧部优选地与来自所述一个或多个纤维层的纤维层接触。所述纤维层可为带涂层的和/或为非织造织物,诸如毡。所述毡可为羊毛毡,但优选地它是聚酯毡。也可使用回收聚酯毡。聚酯毡是最优选的,因为所述毡具有更紧密的构造,并且它们可在高于30
ꢀ°
c的操作温度下使用。聚酯毡可与诸如羊毛的其它材料混合。
58.为了最小化本发明中用于空气抽吸的真空功率,可透气支撑件的透气率在200pa的压差下可在30和120l/(dm2×
min)之间,优选地在35和90l/(dm2×
min)之间。所述透气率可用符合工业标准din 53887、din 53120、iso9237和astm d 737-96的akustron
™
透气率测试仪测量。因此,透气率是按分钟(缩写为“min”)测量的。
59.如果可透气支撑件包括在彼此顶部上的多个层,则所述层中的一个或多个是纤维层,但优选地所有层都是纤维层。所述层也需要是可透气的。所述可透气支撑件的透气率在所有所述多层上进行测量。优选地,与侧部接触的所述多个层中的第一层具有比第二层更小的透气率,第二层是第一层的后续层。最优选地,多个层中的一层的后续层具有更高的透气率。
60.为了便于搬运并具有一定的刚度,可透气支撑件的重量优选地在0.6和2.5kg/m2之间。所述支撑件的厚度于是优选地在1.5mm和4mm之间,更优选地在1.5mm和3mm之间。在优选实施例中,可透气支撑件的厚度是被支撑的未组装包装盒的厚度的两倍或更多倍,但是更优选地,可透气支撑件的厚度不超过被支撑的未组装包装盒的厚度的100倍。
61.在喷墨印刷后在本发明中获得的方法的结果是装饰的未组装包装盒的组件,其中,其侧部附接到如上所述的可透气支撑件或优选的可透气支撑件。附接优选地由通过所述可透气支撑件的真空抽吸来实现。所述组件是本发明的实施例。
62.喷墨印刷的图像可由嵌套的子图像(例如每个折板或面板一个子图像)组成。在印刷后的附加切割或标记可在装饰的未组装包装盒从可透气支撑件上移除后发生,但是优选
地在装饰的未组装包装盒仍附接到所述支撑件时进行。然后,支撑件优选地包括聚酯毡作为与未组装包装盒的侧部接触的层。该组件的另一个优点是,它便于在印刷机和包装盒填充机之间的运输,因为组件可容易地钉在托盘上。组件上的标识符(优选地机器可读的识别码)可用于识别包装盒填充机,从而有助于物流过程。所述包装盒填充机将未组装包装盒折叠成包装盒,并用一个或多个订购的商品填充包装盒。
63.在优选实施例中,可透气支撑件是传送带,包裹在真空支撑件和多个滑轮或滑动件周围。所述传送带可由电动马达驱动,用于向所述滑轮之一产生扭矩,或者当连接到作为真空支撑件的真空带时被传送。所述后一个实施例是非常优选的,因为作为真空支撑件的真空带被布置用于正确地(诸如配准地并以受控的速度)印刷。如果真空支撑件是真空台,则可透气支撑件必须是刚性的,并且具有低拉伸性,以便配准地并以受控的速度进行印刷。
64.传送优选地具有连续的距离移动,也称为离散步进增量。
65.可透气支撑件也可为具有一个或多个纤维层的片材,并且其中,所述支撑件具有大于未组装包装盒的面积。
66.在本发明中的印刷步骤之后,可透气支撑件可被清洁。这可通过支撑清洁器来执行,该支撑清洁器包括:
‑ꢀ
用于清洁液的容器;和
‑ꢀ
清洁辊,其与所述可透气支撑件接触;其中,清洁辊包括细长的毯织物,该毯织物围绕清洁辊螺旋包绕,并且在该毯织物中绒头由呈环和/或呈切割构造的纱线簇组成;并且其中,清洁辊包括沿着未组装的毯织物的长度的螺旋通道,用于从清洁辊排出清洁液和/或用于通过清洁液润湿清洁辊。如果可透气带是传送带,则所述清洁步骤可在传送的同时进行。
67.当在可透气支撑件上供应一个或多个未组装包装盒时,该位置可由所述可透气支撑件上方的相机系统扫描。如果所述支撑件具有配准标记或配准器具或识别码,则所述扫描可用于优化本发明的装饰的未组装包装盒的供应链。在装饰的未组装包装盒的后处理中,如果所述未组装包装盒仍然在所述可透气支撑件上,所述识别码和所述一个或多个未组装包装盒的位置可用于对所述未组装包装盒进行例如切割或热压或压花或顶涂。
68.如果所述可透气支撑件具有根据优选实施例作为纤维层的非织造织物,并且后处理是在未组装包装盒中进行切割(其中,未组装包装盒仍然在所述可透气支撑件上),则由所述切割对所述支撑件的损坏最小。所述非织造织物于是优选地为聚酯毡。因此,可透气支撑件可重复用于根据本发明装饰未组装包装盒的后续印刷工作。
69.在优选实施例中,未组装包装盒包括匹配孔,该匹配孔与供应到可透气支撑件的配准销的头部分匹配。所述配准销优选地由不锈钢、铝或塑料材料制成。未组装包装盒中的配合孔可通过例如用穿孔器冲压所述未组装包装盒、优选地在所述未组装包装盒的边缘附近而添加。未组装包装盒的边缘通常质量较低,尤其是当所述未组装包装盒是半张皮(hide)或整张皮时。配合孔还可在后处理喷墨印刷的未组装包装盒中使用,以进行配准,诸如进一步切割/标记喷墨印刷的未组装包装盒。
70.为了避免与喷墨印刷机的印刷头碰撞,诸如所述配准销的配准器具的头部分在未组装包装盒上方延伸到小于所述印刷头的喷射距离的高度,优选地延伸到0.1mm和3mm之间的高度。所述配准器具的底部部分可具有用于例如通过螺纹连接或钻孔或穿孔将配准销供
应到可透气支撑件中的器具。如果配准销的所述供应是在来自前述实施例的纤维层(诸如非织造织物)中完成的,则所述销可容易地移除,而不会留下明显的孔。所述可透气支撑件可重复使用几次,其中所述销被(重新)定位多于一次。
71.真空支撑件真空支撑件优选地为真空台,更优选地为包裹在真空台连同多个滑轮周围的真空带,用于传送所述真空带和用于输送支撑在所述真空带上的物品。
72.在本发明中,未组装包装盒通过真空抽吸保持在真空支撑件上。所述真空抽吸通过所述真空支撑件由连接的真空室经由多个小孔和空气通道提供。诸如真空台或真空带的真空支撑件的工作是众所周知的。在wo2016/071122 a1(agfa graphics nv)中公开了所述优选的真空支撑件的示例。
73.真空带优选地包括连接真空带顶表面和底表面的一组空气通道;和
‑ꢀ
该组空气通道通过该组空气通道中的真空抽吸将可透气支撑件联接到真空带;并且其中,真空带的特征在于在顶表面处具有多个凹坑,其中,每个凹坑包括封闭的底端部;并且其中,凹坑与该组空气通道的空气通道连接,以形成空气杯,并通过真空抽吸将可透气支撑件联接到在凹坑处的真空带。在wo 2017/036943 a1(agfa graphics nv)中公开了这种优选的真空带。
74.在wo 2018/007121 a1(agfa graphics nv)中公开了与真空台结合的另一种优选真空带。
75.在其中真空支撑件是真空带的优选实施例中,可透气支撑件是包裹在所述真空带和多个滑动件或滑轮周围的另一个带。当传送真空带时,所述特定可透气支撑件通过利用空气抽吸粘附到真空带而被传送。
76.本发明利用由agfa nv制造的以下喷墨印刷机jeti mira和jeti tauro h2500以及来自nuti ivo的半硝小牛皮革(crusted calfskin leather)的部分和面板进行测试和验证。测试和验证了几种类型的可透气支撑件,诸如来自forbo
™
的novo 25-hc black和novo 40-hc black。
77.图像对于待数字印刷的图像没有真正的限制。单一颜色或多种颜色可用于数字印刷图像。它可为单个图像,或者它可由多个图像或子图像组成。例如,多个图像可印刷在不同的未组装包装盒上,如图9所例示。
78.图像优选地根据最小的包装盒尺寸进行数字印刷。这样,防止了图像的部分没有被不期望地印刷在可透气支撑件上。
79.对图像的内容也没有真正的限制。它可包含装饰特征、公司徽标、商标、照片、图画和漫画和/或信息。信息可为人类可读的(诸如文本),或者它可为机器可读的(诸如条形码),或者两者的组合。
80.图像优选地包含一个或多个机器可读代码,更优选地包含多个机器可读代码。这些多个机器可读代码可为不同的或相同的。通过在包装的不同表面上使用多个相同的机器可读代码,可避免由于损坏的机器可读代码不可读而出现问题的情况,因为通常完整的机
器可读代码在包装的不同表面上保持可读。
81.对机器可读代码的类型或它包含的信息没有限制。它可能是简单的条形码,但是它也可能是所谓的2d码。优选的2d码包括qr码、数据矩阵码(datamatrix code)、cool-data-matrix码、aztec码、upcode、trillcode、quickmark码、短码(shot code)、mcode和beetagg。
82.机器代码中存在的信息可为所需信息,或者它可为用于从诸如数据库或因特网的来源检索信息的链接。
83.对人类可读信息的内容也没有限制,这些信息可包括例如包裹的目的地地址、用于顾客参与的消息、包装说明以及包装或待包装到包装盒中的商品的清单。
84.目的地地址可为顾客的住所或另一个期望的地址。同样的信息也可这样存在或作为机器可读代码中的计算机链接存在。
85.包装说明可包括在图像中,并且可包含例如待包括在包装盒中的商品的列表或者关于如何在包装盒中布置商品的说明。
86.图像还可包含用于提升顾客参与的通信。顾客参与是顾客与公司或品牌的关系的深度。由于电子商务公司之间的竞争很激烈,这些电子商务公司除了在订购商品时进行的在线连接期间之外,还在不断研究提升顾客体验和顾客参与的方法。今天,包装盒具有相当单调的外观,通常仅带有运输中心公司的徽标。包装盒的外表面上的自由空间例如可作为广告空间出售给包括在包装盒中的商品的(多个)制造商。这种广告可建议销售例如适合所订购商品的附件。例如,对于所订购的智能手机的在售耳机的建议。广告也可针对被顾客观看但最终没有被订购的商品来数字化印刷。
87.用于提升顾客参与的图像还可包含诸如qr码的机器可读代码,其在被顾客的智能手机扫描之后引导至商品制造商的网站,以用于提升顾客体验。
88.包装盒上的自由空间也可用来提升顾客参与。实体零售店通常在销售商品时提供顾客忠诚卡,以促进未来以降低的价格销售类似商品或其它商品。今天,由电子商务公司建立了类似的系统,以通过向顾客发送电子邮件来为顾客的未来订单提供折扣。然而,这封电子邮件经常被简单地删除或被放入垃圾邮件文件夹。通过在包装盒上数字印刷该顾客参与优惠,可预期更大的销售效果,因为顾客在打开刚收到的包装盒时通常比打开电子邮件时更加兴奋和热情。
89.底涂层施加在未组装包装盒上的底涂层提供了与包装盒的奢华外观相称的图像质量水平,因为喷墨的墨水的低粘度使它们快速渗透到未组装包装盒中,导致降低的图像质量。
90.底涂层可施加为单个层,或者可施加为多个层。多个层甚至可具有不同的组成,以改善如粘合性或柔韧性的特性。
91.可在底涂层中加入交联剂(cross-linker),以提高底涂层的强度和对未组装包装盒的粘附力。
92.底涂层优选地通过喷涂来施加,但是可通过任何已知的涂覆技术来施加,诸如刮刀涂覆、挤出涂覆、滑动料斗涂覆和帘式涂覆。它可在将未组装包装盒附接到可透气支撑件之前施加,或者它可在未组装包装盒已经附接到可透气支撑件时施加。
93.底涂层可为白色底涂层,以提升喷墨印刷图像的色彩活力。
94.着色喷墨墨水喷墨印刷的一种或多种着色喷墨墨水可选自水性着色喷墨墨水、溶剂基着色喷墨墨水和可辐射固化的着色喷墨墨水。然而,一种或多种着色喷墨墨水优选地为一种或多种可辐射固化的喷墨墨水,最优选地为一种或多种可紫外线固化的喷墨墨水。
95.一种或多种着色喷墨墨水优选地包含有机彩色颜料,因为它们允许在未组装包装盒上获得高色域。炭黑和二氧化钛是无机颜料,它们可有利地用于本发明中,以分别构成黑色和白色着色喷墨墨水。
96.在优选实施例中,一种或多种着色喷墨墨水形成cmyk(w)喷墨墨水组。
97.喷墨墨水中的颜料颗粒应足够小,以允许墨水自由流过喷墨印刷装置,尤其是在喷嘴处。还希望使用小颗粒以获得最大的颜色强度并减缓沉淀。有机彩色颜料和无机黑色颜料的数字平均颜料颗粒尺寸优选地在0.050和1 μm之间,更优选地在0.070和0.300 μm之间,并且最优选地在0.080和0.200 μm之间。
98.当使用可紫外线固化的着色喷墨墨水时,可聚合化合物和至少一种光引发剂存在于喷墨墨水中。可紫外线固化的喷墨墨水包含一种或多种光引发剂,优选地一种或多种自由基光引发剂。自由基光引发剂是一种化学化合物,该化学化合物在暴露于光化辐射时通过自由基的形成引发单体和低聚物的聚合。着色的可紫外线固化喷墨墨水的制备对技术人员是熟知的。优选的制备方法公开在wo2011/069943(agfa)的段落[0076]至[0085]中。
[0099]
在优选实施例中,在未组装包装盒上印刷图像之后或同时图像被干燥,所述图像通过辐射装置干燥。辐射优选地通过使用紫外灯泡灯或多个紫外发光二极管来进行,但是这产生热,如果直接在真空支撑件上供应,该热增加了未组装包装盒卷曲的机会。当使用本发明时,解决了未组装包装盒的所述卷曲。
[0100]
喷墨印刷机是其中使用非接触印刷技术的数字印刷机。为了具有良好的图像质量,在印刷头和墨水接收器之间需要恒定的高度。在本发明中,所述喷墨印刷机可为多通道喷墨印刷机,但是单通道喷墨印刷机是优选的。
[0101]
顶涂层顶涂层可施加在图像和底涂层上,以增强图像的耐刮擦性。
[0102]
顶涂层可施加为单个层,或者可施加为多个层。多个层甚至可具有不同的组成,以改善如耐刮擦性的特性。
[0103]
保护性顶涂层可具有与底涂层相同或相似的组成。通常,保护性顶涂层根据包装应用在一定程度上进行了优化。例如,与具有不规则形状或具有一个或多个非矩形形状的侧部的特殊设计的包装盒相反,柔韧性对于矩形盒来说并不重要。保护性顶涂层可针对耐刮擦性进行优化。
[0104]
可在保护性顶涂层中加入交联剂以提高耐刮擦性。优选的交联剂包括上面针对底涂层提到的交联剂。
[0105]
顶涂层优选地通过喷涂来施加,但是也可通过与上面针对底涂层提到的相同的涂覆技术来施加。
[0106]
顶涂层最优选地是透明的顶涂层,但是也可为半透明的顶涂层。通过具有透明的顶涂层,喷墨印刷的图像通过顶涂层清晰可见。通过使用半透明的顶涂层,创造了特殊的美学效果。
[0107]
如果对喷墨印刷的未组装包装盒而言期望哑光顶表面,则可包括消光剂。可使用任何合适的消光剂。
[0108]
包装材料对包装材料没有限制,只要适合用它制造包装盒。优选的包装材料是低成本和轻质的。轻质包装材料降低了运输成本,并且方便了在配送给顾客期间的搬运。
[0109]
一种特别优选的包装材料是瓦楞纸板,因为它是低成本和轻质的,而且还具有瓦楞纸板盒可堆叠的益处,使得它们易于储存和运输。
[0110]
瓦楞纸板是通过将纸板的一个或多个槽纹片材(瓦楞芯纸)胶合到箱纸板的一个或多个平片材(称为面层(facings))而形成的包装材料。它有四种常见的类型:(1) 单面:一个槽纹片材胶合到一个面层(总共两个片材)。(2) 单壁:一个槽纹片材夹在两个面层之间(总共三个片材);也称为双面或单板层(ply)。(3) 双壁:一个单面胶合到一个单壁,使得两个槽纹片材交替地夹在三个平片材之间(总共五个片材);也称为双层垫或双板层。(4) 三壁:两个单面胶合到一个单壁,使得三个槽纹片材交替地夹在四个平片材之间(总共七个片材);也称为三板层。本发明中优选的瓦楞纸板是单壁或双壁,更优选地单壁瓦楞纸板,因为这种纸板足够坚固并且容易折弯。单面瓦楞纸板通常没有足够的强度来保持商品,而三壁纸板通常更难折弯成包装盒。
[0111]
在本发明的优选实施例中,未组装包装盒由瓦楞纸板切割而成,并且更优选地,与可透气支撑件接触的侧部是所述瓦楞纸板的衬里或槽纹片材。
[0112]
在另一个优选实施例中或者与前面的优选实施例相结合,图像可被喷墨印刷在所述瓦楞纸板的衬里或槽纹片材上。
[0113]
纸板的强度对配送能力很重要,因为如果商品没有完好无损地到达你的顾客手中,则你在它们身上冒着你的声誉的风险。
[0114]
纸板可有多种构造,诸如例如蜂窝纸板,但是为了容易折弯,使用纸瓦楞原纸的纸板优选地被使用。
[0115]
纸基纸板的另一个优点是可回收性。
[0116]
然而,对于一些商品来说,使用波纹塑料可能是明智的。波纹塑料是一种防水、多用途的材料,它可以与瓦楞纸板相同的方式模切。由于重量轻和经久耐用,这种材料也具有比纸板更长的保质期,并且更好地阻挡诸如雪和雨的湿气。