1.本实用新型涉及印刷机械领域,提出全自动一体化印刷机。
背景技术:
2.油墨印刷机需要在正式印刷前印制模版,然后将模版安装在印刷机上进行印刷,所有的工作都是分开控制,工作流程复杂,极其耗费时间;印刷前需要进行产品对比,保证印刷效果与设计效果相同,且对比通过人工完成,人工对比误差大,精确度低。
技术实现要素:
3.本实用新型提出全自动一体化印刷机,通过在控制系统内设置打版机控制系统、印刷机控制系统、检测机控制系统及污水处理系统,将打版机、印刷机和检测机进行了有效连接,使用一个控制系统即可控制所有的动作,效率高,操作简单;同时通过设置摄像器、灯光调节器实现了检测机的全自动化颜色对比,无需人工对比,极大提高了对比效率,从而实现了对所有印刷纸张的无遗漏检测;同时系统根据摄取的图像信息进行自动调整,无需人工调整颜色,调整更加准确,有效提高了印刷效率和印刷质量。
4.为了实现上述目的,本实用新型提出了全自动一体化印刷机,包括:依次设置的打版机、印刷机、检测机及污水处理装置;
5.还包括控制装置,所述打版机、印刷机、检测机及污水处理装置均与所述控制装置连接;
6.所述控制装置内设置有总控制系统、打版机控制系统、印刷机控制系统、检测机控制系统及污水处理系统,所述打版机控制系统、印刷机控制系统、检测机控制系统及污水处理系统均与所述总控制系统连接;
7.所述打版机与所述打版机控制系统连接,所述印刷机与所述印刷机控制系统连接,所述检测机与所述检测机控制系统连接;
8.所述检测机包括检测台支撑架、检测台及显示器;所述检测台设置于所述检测台支撑架上,所述显示器设置于所述检测台支撑架一侧,所述检测台及显示器均与所述检测机控制系统连接;
9.所述检测台包括支撑槽、玻璃底板、摄像器、灯光调节器及玻璃盖板,所述玻璃底板安装于所述支撑槽底部,所述摄像器与灯光调节器安装于所述支撑槽底部且位于所述玻璃底板与所述支撑槽的槽底之间,所述玻璃盖板安装于所述支撑槽顶部;
10.所述检测机控制系统包括摄像模块、灯光调节模块、颜色对比模块及反馈模块,所述摄像模块、灯光调节模块、颜色对比模块及反馈模块均与所述总控制系统连接,同时所述摄像模块与所述颜色对比模块连接,所述颜色对比模块与所述反馈模块连接;
11.所述摄像器与所述摄像模块连接,所述灯光调节器与所述灯光调节模块连接;
12.所述反馈模块连接有示警灯;
13.所述反馈模块同时与所述显示器连接;
14.所述总控制系统内设置有第一读入模块,所述第一读入模块中输入有模版图案的形状及颜色的程序,所述颜色对比模块及反馈模块均与所述第一读入模块连接。
15.进一步,所述摄像器与所述灯光调节器均设置有多个,多个所述摄像器与多个所述灯光调节器均间隔均匀的设置于所述支撑槽内。
16.进一步,所述打版机包括支撑架及依次连接的自动上板盒、送板机构、激光打印机构及显影机构,所述显影机构底部安装有废液桶,所述废液桶与所述污水处理装置连接;
17.所述废液桶内设置有液位计;
18.所述打版机控制系统内设置有上板模块、送料模块、激光打印控制模块、显影模块及废液处理模块,所述上板模块、送料模块、激光打印控制模块、显影模块及废液处理模块均与所述总控制系统连接,所述自动上板盒与所述上板模块连接,所述送板机构与所述送料模块连接,所述激光打印机构与所述激光打印控制模块连接,所述显影机构与所述显影模块连接;
19.所述液位计与所述废液处理模块连接,所述废液处理模块与所述污水处理系统连接;
20.所述总控制系统内还设置有第二读入模块,所述第二读入模块中输入有模版图案的形状程序。
21.进一步,所述印刷机包括印刷架及依次设置于所述印刷架上的上纸机构、送纸辊组、油墨上料机构、印刷辊组及出料机构,所述打版机中打好的模版安装于所述印刷辊组上;
22.所述油墨上料机构包括油墨料桶、送料管及喷头,所述喷头通过所述送料管于所述油墨料桶连通,所述喷头上设置有流量控制阀;
23.所述喷头的喷涂形状与所述印刷辊组上的模版上的图案的形状相适应;
24.所述印刷机控制系统内设置有上纸模块、送纸模块、油墨上料模块、印刷模块、出料模块及油墨流量控制模块,所述上纸机构与所述上纸模块连接,所述送纸辊组与所述送纸模块连接,所述油墨上料机构与所述油墨上料模块连接,所述印刷辊组与所述印刷模块连接,所述出料机与所述出料模块连接,所述流量控制阀与所述油墨流量控制模块连接。
25.进一步,所述印刷辊组设置有一组或多组。
26.进一步,所述印刷机与所述检测机之间设置有传递机械手。
27.更进一步,还包括第一收料机械手、第二收料机械手、成品箱及废品箱,所述第一收料机械手同时与所述检测机及成品箱连接,所述第二收料机械手同时与所述检测机及废品箱连接。
28.本实用新型通过在控制系统内设置打版机控制系统、印刷机控制系统、检测机控制系统及污水处理系统,将打版机、印刷机和检测机进行了有效连接,使用一个控制系统即可控制所有的动作,效率高,操作简单;同时通过设置摄像器、灯光调节器实现了检测机的全自动化颜色对比,无需人工对比,极大提高了对比效率,从而实现了对所有印刷纸张的无遗漏检测;同时系统根据摄取的图像信息进行自动调整,无需人工调整颜色,调整更加准确,有效提高了印刷效率和印刷质量。
附图说明
29.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
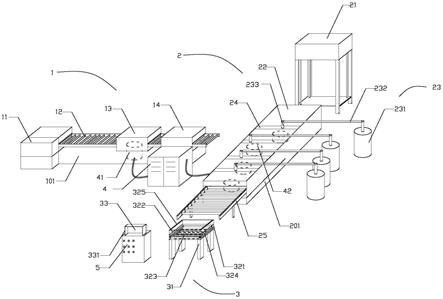
30.图1为本实用新型具体实施例中的全自动一体化印刷机的整体结构示意图;
31.图2为图1所示的全自动一体化印刷机的控制装置与各个结构间的结构连接关系示意图。
具体实施方式
32.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
33.在本实用新型的具体实施例中,见图1-图2,全自动一体化印刷机,包括:依次设置的打版机1、印刷机2、检测机3及污水处理装置4;
34.还包括控制装置5,所述打版机1、印刷机2、检测机3及污水处理装置4 均与所述控制装置5连接;
35.其中控制装置5用于控制打版机1、印刷机2、检测机3及污水处理装置5 的各种动作;
36.打版机1用于对需要印刷的图案进行打版;
37.打版机1中打完的模版安装在印刷机2上,印刷机2通过模版、油墨辊及水辊的作用将提前输入控制装置1的图案信息印刷成型;
38.检测机3用于对打好的模版和印刷好的纸张进行检测,检测颜色是否与设定一致,防止产生色差;
39.污水处理装置4用于对打版过程中及印刷过程中产生的废料进行处理。
40.在本实用新型的具体实施例中,见图1-图2,所述控制装置5内设置有总控制系统501、打版机控制系统51、印刷机控制系统52、检测机控制系统53及污水处理系统54,所述打版机控制系统501、印刷机控制系统52、检测机控制系统53及污水处理系统54均与所述总控制系统501连接;
41.通过设置各个控制系统,使得打版机1、印刷机2、检测机3及污水处理装置4的各个动作实现了使用一个控制装置5控制所有的动作,将打版机1、印刷机2、检测机3及污水处理装置4进行了无线连接,保证动作连续,有效提高了工作质量和工作效率,各个设备上设置有报警装置,只需要一个工人控制连接控制装置5的控制面板即可,有效节省了人工。
42.在本实用新型的具体实施例中,见图1-图2,所述打版机1与所述打版机控制系统51连接,所述印刷机2与所述印刷机控制系统52连接,所述检测机3 与所述检测机控制系统53连接;
43.所述打版机1包括支撑架101及依次连接的自动上板盒11、送板机构12、激光打印机构13及显影机构14,所述显影机构14底部安装有废液桶41,所述废液桶41与所述污水处
理装置4连接;
44.所述废液桶41内设置有液位计411;
45.所述打版机控制系统51内设置有上板模块511、送料模块512、激光打印控制模块513、显影模块514及废液处理模块515,所述上板模块511、送料模块 512、激光打印控制模块513、显影模块514及废液处理模块515均与所述总控制系统501连接,所述自动上板盒11与所述上板模块511连接,所述送板机构 12与所述送料模块512连接,所述激光打印机构13与所述激光打印控制模块513 连接,所述显影机构14与所述显影模块514连接;
46.所述液位计411与所述废液处理模块515连接,所述废液处理模块515与所述污水处理系统4连接;
47.所述总控制系统501内还设置有第二读入模块503,所述第二读入模块中输入有模版图案的形状程序;
48.上板模块控制自动上板盒进行自动上料,物料为铝板,自动上板盒将铝板运送到送料机构,送料机构在送料模块的控制下将铝板运送到激光打印机构上进行激光刻印,激光刻印后的铝板被运送到显影机构,在显影机构内,需要的部分被留下,无用的部分被洗掉,洗掉的液体即为废液,流入废液桶内。
49.在本实用新型的具体实施例中,见图1-图2,所述检测机3包括检测台支撑架31、检测台32及显示器33;所述检测台32设置于所述检测台支撑架31上,所述显示器33设置于所述检测台支撑架一侧,具体实施例中设置在控制装置5 上,所述检测台32及显示器33均与所述检测机控制系统53连接;
50.所述检测台32包括支撑槽321、玻璃底板322、摄像器323、灯光调节器324 及玻璃盖板325,所述玻璃底板322安装于所述支撑槽321底部,所述摄像器323 与灯光调节器324安装于所述支撑槽321底部且位于所述玻璃底板322与所述支撑槽321的槽底之间,所述玻璃盖板安装于所述支撑槽321顶部;
51.所述检测机控制系统53包括摄像模块531、灯光调节模块532、颜色对比模块533及反馈模块534,所述摄像模块531、灯光调节模块532、颜色对比模块 533及反馈模块534均与所述总控制系统501连接,同时所述摄像模块531与所述颜色对比模块533连接,所述颜色对比模块533与所述反馈模块534连接;
52.所述摄像器323与所述摄像模块531连接,所述灯光调节器324与所述灯光调节模块532连接;
53.所述反馈模块534连接有示警灯;
54.所述反馈模块534同时与所述显示器33连接;
55.所述总控制系统501内设置有第一读入模块502,所述第一读入模块502中输入有模版图案的形状及颜色的程序,所述颜色对比模块及反馈模块均与所述第一读入模块连接;
56.检测机3用于检测打印出的成品是否符合设计要求;
57.打印好的纸张打印面朝下放置在玻璃盖板上,灯光调节器提前将灯光调节好,摄像器摄取打印好的成品图案并将其反馈在显示器上,颜色对比模块可以根据设定好的图案的颜色与摄取的颜色进行对比,判断是否符合设定要求,当然人眼可以通过显示器上显示出的摄取的图案颜色进行辨别,保证印刷的成品均符合要求;
58.同时为了光线更加符合要求,可在支撑槽或显示器上设置挡光结构,保证无色差。
59.在本实用新型的具体实施例中,见图1-图2,所述摄像器323与所述灯光调节器324均设置有多个,多个所述摄像器323与多个所述灯光调节器324均间隔均匀的设置于所述支撑槽内,灯光调节器可以设置在支撑槽底部,也可以设置在支撑槽内壁上;
60.为了摄取的颜色更加准确,设置有多个摄像器,为了保证光线更加符合要求,设置有多个灯光调节器。
61.在本实用新型的具体实施例中,见图1-图2,所述印刷机2包括印刷架201 及依次设置于所述印刷架上的上纸机构21、送纸辊组22、油墨上料机构23、印刷辊组24及出料机构25,所述打版机1中打好的模版安装于所述印刷辊组24 上;
62.所述油墨上料机构23包括油墨料桶231、送料管232及喷头233,所述喷头 233通过所述送料管232于所述油墨料桶231连通,所述喷头233上设置有流量控制阀;
63.所述喷头233的喷涂形状与所述印刷辊组24上的模版上的图案的形状相适应;油墨印刷机打印都是分色组打印,一张纸张上如果有四种颜色的字或图案,在第一辊组上印刷第一种颜色的所有字和图案,然后第一组印刷辊组上就设置相应形状的喷头图案,依次类推;
64.所述印刷机控制系统52内设置有上纸模块521、送纸模块522、油墨上料模块523、印刷模块524、出料模块525及油墨流量控制模块526,所述上纸机构 21与所述上纸模块521连接,所述送纸辊组22与所述送纸模块522连接,所述油墨上料机构23与所述油墨上料模块523连接,所述印刷辊组24与所述印刷模块524连接,所述出料机25与所述出料模块525连接,所述流量控制阀与所述油墨流量控制模块526连接;
65.其中油墨上料机构通过使用流量控制阀来控制油墨的出墨量,以适应不同色组、不同颜色的要求,提高上墨的灵活性。
66.在本实用新型的具体实施例中,见图1-图2,所述印刷辊组24设置有一组或多组;
67.根据色组将印刷辊组设置一组或多组,比如一张纸上需要四种颜色,则设置四组印刷辊组。
68.在本实用新型的具体实施例中,见图1-图2,所述印刷机2与所述检测机3 之间设置有传递机械手,传递机械手与控制装置连接,通过传递机械手传递纸张,可以实现所有纸张的颜色检测,保证所有纸张的印刷均符合规定,传递机械手可通过人工代替。
69.在本实用新型的具体实施例中,见图1-图2,还包括第一收料机械手、第二收料机械手、成品箱及废品箱,所述第一收料机械手同时与所述检测机及成品箱连接,所述第二收料机械手同时与所述检测机及废品箱连接,第一收料机械手与第二收料机械手均与控制装置连接;
70.当检测机检测到的纸张颜色不符合规定时、有破损时,收料机械手将纸张放入废品箱,如无破损则放入成品箱;
71.在小型企业中,第一收料机械手、第二收料机械手均可由人工代替。
72.实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此领域技术的人士能够了解本
技术实现要素:
并加以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。