1.本公开涉及用于在具有供进行组装操作的目标(target)的零件(part)上执行该组装操作的方法和组装单元。还公开了一种具有这种组装单元的组装线,例如,汽车总装线(final assembly line)。
背景技术:
2.用于制造车体的汽车生产线通常包括总装线,在该总装线上,人类操作员和/或机器人可以进行操作,以将诸如座椅、门、挡风玻璃、车轮、转向机构等的部件组装在通过合适的运输装置(诸如链式输送机、高架输送机、agv(自动引导车)等)沿着组装线前进的车体上。
3.用于这种组装线的组装机器人通常可以是工业机器人,该工业机器人设有末端执行器,该末端执行器承载用于执行操作的工具和/或承载部件(例如,车轮、门等)以将该部件附接至车体。对机器人的末端执行器进行控制,以在车体的目标上执行特定操作,例如,通过将门的铰链销插入车体的对应铰链衬套中而将门附接至车体。
4.然而,要在组装线中组装的元件(element)存在定位公差和不准确度,使得它们的位置和/或取向可能缺乏在机器人按照预定程序运行的情况下高效执行组装操作所需的可重复性。例如,各个车体在输送机或agv上的位置可能略有不同,使得门铰链衬套或用于组装操作的其它目标可能并非总是位于同一位置。当要组装的元件之一在组装操作期间移动(例如,在输送机或agv上移动)时,目标的预期定位的变化可能甚至更加具有挑战性。
5.现有技术申请us2011/0087360和wo2019/154858(该申请的内容通过引用并入本文)公开了在组装线中利用工业机器人高效执行组装操作的解决方案。这些解决方案涉及将实时视觉系统(即,高频视觉系统)以及力传感器安装在工业机器人上,并且基于由视觉系统和力传感器提供的读数,通过组合视觉伺服处理和力控制(有时也称为软控制或顺从行为)来控制组装操作,从而使得能够补偿定位公差和不准确度,就像人类的行为、视觉及触觉一样。
6.具体地,力控制允许机器人的末端执行器能够通过对要组装的部件(由机器人的末端执行器承载)与车体上的目标之间的物理接触做出反应来适配要组装的元件的具体位置。控制器根据由于所述物理接触而施加在末端执行器上并由力传感器感测的力来控制机器人完成组装操作。
7.然而,要组装在车体上的部件中的一些部件需要非常小心,这是因为所有零件都已经被涂漆,而任何摩擦都将导致缺陷,诸如油漆上的划痕或外表面上的凹痕:因此,希望避免或减少要组装的部件与零件之间发生不必要的物理接触的风险,以防止对部件和/或零件的任何此类损坏。
8.因此,希望促进组装线并且特别是汽车总装线中的更高程度的机器人自动化,同时避免对要组装的部件造成不希望的损坏。
技术实现要素:
9.根据本公开的第一方面,提供了一种方法:例如,处理要组装在目标上的部件的方法,该目标属于诸如车体的零件。所述方法包括以下步骤:
10.·
提供具有目标的零件,在该目标处,要通过工业机器人执行组装操作,
11.·
向工业机器人提供末端执行器以及附接至该末端执行器的定位器具(location utensil),
12.·
通过以下操作确定目标位置:
13.ο控制机器人的末端执行器接近目标,
14.ο基于力传感器的读数,对定位器具与目标之间的接触进行检测,
15.ο基于力传感器的读数,至少通过力控制来控制机器人的末端执行器到达定位器具的相对于目标的预定位置,以及
16.ο当定位器具位于相对于目标的所述预定位置时,确定由定位器具的绝对位置指示的目标位置,
17.·
记录目标位置,以及
18.·
控制机器人的末端执行器在所记录的目标位置处执行组装操作。
19.目标位置的这种确定和记录是在对个体零件执行组装操作之前,针对各个个体零件(例如,在组装线中前进的一批车体中的各个个体车体)执行的。
20.使用附接至执行组装的工业机器人的定位器具使得能够准确地确定、记录各个特定零件的目标位置并将该目标位置用于组装操作,从而克服与零件的不规则或不精确放置、可重复性差等相关联的困难,并且提供精确且安全的组装操作。此外,要组装的部件(例如,车门)和执行组装的零件都不会受到可能因部件本身与目标的不必要接触而造成的刮擦和其它损坏,如通过力控制引导的常规组装操作中(尤其是在用于机动的空间很小的某些操作中)可能发生的那样。
21.此外,专用定位器具可以使得能够快速、安全且准确地确定目标的位置,因为与要组装的部件不同,可以将定位器具设计成具有以下任何形状或配置:该形状或配置便于促进接近目标和接触目标,并且便于提供与具有任何形状、尺寸以及取向的目标的非常稳定的接触。也可以将专用器具设计成具有降低损坏目标的风险并且提供与目标的平滑接触的表面,例如,具有聚四氟乙烯(ptfe)涂层、弹性体等。
22.另一方面,与视觉控制相比,在某些条件下,力控制可以更稳健,并且较少受到例如光线条件不足、目标的颜色等的影响。
23.当器具位于关于目标的预定相对位置时,机器人控制器可以记录定位器具的绝对位置(例如,以机器人基部为基准),并且该绝对位置指示目标的位置,因此该目标的位置可以由机器人控制器来确定。在一些情况下,确定目标的位置的步骤可能需要根据目标和定位器具的几何形状,对定位器具的绝对位置应用恒定的校正值。
24.目标的位置在本文中定义为目标的绝对位置,例如,以静止的机器人基部为基准。
25.定位器具相对于目标的以及与目标接触的预定位置可以由控制器根据作用在末端执行器上并由力传感器感测的力来检测:作用在末端执行器上的预定的一组力(即,力传感器的预定的一组读数)可以与定位器具的相对于目标的预定位置相关联。
26.例如,可以将定位器具成形为在三个垂直平面上接触目标(例如,该定位器具可以
包括形成90
°
角的三个板):当沿三个垂直方向作用在末端执行器上的力达到预定阈值时,这指示定位器具与目标之间的稳定接触。可以根据目标来实现定位器具的其它形状和配置。
27.力传感器的预定的一组读数(该组读数与定位器具的相对于目标的预定位置相对应)可以包括至少沿一个方向(例如,沿三个垂直方向)的力,并且还可以包括绕至少一个轴线(例如,绕三个垂直轴线)的扭矩。
28.在一些实施方式中,将对作用在末端执行器上的外力进行检测的力传感器可以在腕部与末端执行器之间安装在机器人上,以检测两个元件之间的应变并且提供与作用在末端执行器上的外力和扭矩有关的数据,并因此提供与末端执行器与定位器具之间的相对位置有关的数据。还可以将力传感器和/或扭矩传感器与多个机器人轴线相关联。将传感器的输出连接至控制器,使得控制器可以根据传感器的读数(即,利用力控制)来控制和引导末端执行器的移动。
29.这种力传感器/扭矩传感器可以设有电阻应变仪(resistance strain gauge),以测量沿多个自由度(例如,沿所有六个自由度(三个力分量和三个扭矩分量))施加的应变。
30.另选地,可以提供间接力传感器,以确定由机器人的致动器(例如,用于移动各个机器人轴线的内部马达)消耗的电流:马达消耗的电流和马达上的扭矩成正比,并且马达上的扭矩是机器人动力学和作用在机器人上的外力的函数,因此感测或测量所消耗的电流允许确定外力。
31.在所述方法的一些实施方式中,基于视觉系统的读数来控制工业机器人的末端执行器接近目标,该视觉系统可以包括安装在末端执行器上的视觉传感器。
32.在一些实施方式中,确定目标位置的步骤包括:通过视觉系统的读数(即,通过视觉伺服处理)和基于力传感器的读数的力控制(也称为顺从行为或软控制)的组合,控制机器人的末端执行器到达定位器具的相对于目标的预定位置。
33.使用通过视觉系统的读数的视觉伺服和通过力传感器的读数的顺从行为的组合来控制末端执行器相对于目标定位定位器具的步骤可以按照在wo2019/154858的第18页第1行到第26页第22行以及对应的图3和图4中针对组装操作详细描述的内容执行。
34.在所述方法的示例中,当定位器具位于相对于目标的预定位置时,该定位器具的绝对位置也可以指示目标取向,使得一旦已经到达该预定位置,就可以记录目标位置和目标取向两者,并且可以控制机器人的末端执行器在所记录的目标位置处并且根据所记录的目标取向来执行组装操作。
35.例如,目标可以包括两个间隔开的特征(诸如两个对准的铰链衬套),并且要组装的部件可以包括与该目标特征匹配的特征(诸如两个对准的铰链销)。两个铰链衬套的取向也是在定位器具位于相对于目标的预定位置时由该定位器具的绝对位置指示的。该位置的检测例如可以涉及对作用在末端执行器上的力和扭矩进行检测:例如,扭矩可以指示定位器具仅与目标的所述两个特征中的一个特征接触。
36.然后,组装操作可以包括控制末端执行器对部件进行定位,使得与目标特征(例如,两个铰链衬套)匹配的特征(例如,两个铰链销)位于与目标特征的所记录的取向相同的取向。
37.在一些实施方式中,在确定目标位置期间以及在组装操作期间,具有要执行组装
操作的目标的零件移动,并且所述方法还包括以下步骤:
38.·
跟踪零件的移动,以及
39.·
基于所记录的目标位置并且基于从记录目标的位置的时刻起直到完成组装操作为止对零件的移动的跟踪,控制机器人的末端执行器执行组装操作。
40.在这种情况下,一旦记录了目标位置,末端执行器的控制器就可以开始利用零件跟踪数据来(例如,实时地)更新所记录的目标位置,因此可以根据经更新的目标位置来执行后续组装操作。
41.在一些实施方式中,机器人可以是可移位的,例如,可以将机器人基部安装在轨道上并且被控制成在确定目标位置期间和组装操作期间,利用零件跟踪数据同步地行进,使得关于末端执行器的目标位置基本恒定,并且就像目标关于机器人基本静止一样来执行组装操作。
42.在所述方法的实施方式中,组装操作可以包括将由末端执行器承载的部件放在或安装在目标上;例如,目标可以是零件的铰链衬套,并且组装操作可以包括通过将部件的铰链销放入铰链衬套中来将该部件安装在零件上。
43.在一些示例中,在确定目标位置的步骤期间,末端执行器已经承载了要安装在目标上的部件,即,在确定目标位置之前,该部件就被末端执行器(例如,末端执行器的抓具)拾取,使得可以在记录了目标位置之后不久就可以组装该部件。在其它示例中,可以控制末端执行器仅在完成确定目标位置的步骤之后才拾取要组装在目标上的部件。可以根据环境(例如,根据部件的配置、可用于操作的时间、所需准确度等)来优选这两个另选解决方案中的一个解决方案或另一解决方案。
44.具有目标的零件可以是安装在运输系统上并且在汽车总装线中前进的车体,并且可以沿着组装线布置工业机器人,以在希望的目标处拾取、放下车辆部件或将车辆部件安装在车体上。可以利用所述方法的实施方式安装在车体上的车辆部件可以是门、车轮、仪表板以及许多其它部件。
45.还提供了一种在汽车总装线中将部件组装在车体的目标上的方法,所述方法包括以下步骤:使车体在组装线中前进,以及执行本文所公开的方法,其中,具有目标的零件是车体,并且其中,由机器人的末端执行器执行的组装操作包括将部件安装在车体上。
46.更一般地,根据本公开的实施方式的方法可以用于利用工业机器人执行组装操作(其中,部件被组装在零件的目标上);包括但不限于用于电器或其它产品的组装线、个体组装操作等。本文所公开的有关将部件组装在车体上的所有特征和细节类似地适用于将部件组装在任何其它对象的目标上。
47.在所述方法的一些实施方式中,可选地预见,部件的关于工业机器人的位置和/或取向也是在组装操作之前确定和记录的,以通过准确地匹配部件的位置和取向与零件上的目标的位置和取向,促进操作本身并且使操作本身更准确。
48.可以借助于辅助定位器具,通过以和上述方法中确定目标位置相似的方式进行操作来执行部件的关于工业机器人的位置和/或取向的这种确定。
49.例如,可以例如借助于视觉系统来对工业机器人的承载部件的末端执行器进行控制,使得部件接近辅助定位器具;一旦辅助定位器具与部件之间存在接触,就可以基于力传感器的读数,至少通过力控制并且可选地还通过视觉系统来控制机器人的末端执行器到达
部件的关于辅助定位器具的预定位置。此时,可以记录部件的例如关于机器人基部的位置和取向,以在后续组装操作中使用。
50.辅助定位器具在承载部件的机器人外部,并且可以是静止的和无源的,例如,在承载部件的工业机器人的可及范围内安装在专用固定装置(fixture)上,或者辅助定位器具可以由辅助机器人承载。
51.还提供了一种在汽车总装线中将部件组装在车体上的多步骤方法,其中:
52.·
在第一位置,在组装线的第一站(station),工业机器人从车体(例如,从车体铰链)并且使用如上公开的方法拾取并移走车门,同一机器人将该车门组装在门保持固定装置或支承件上(该门保持固定装置或支承件是与车体分离开的,并且通常是与车体组装线分离开的),使得车体的门开口保持自由,以将其它部件组装在车体中,并且,
53.·
随后在第二下游站,在已经在车体上执行了多个其它组装操作之后,工业机器人从门保持固定装置并再次使用如上公开的方法拾取并移走门,同一机器人将该门重新组装在车体上,例如,组装在车体铰链上。
54.在涉及关于车体拆下和重新组装门的这种方法的另选实施方式中,组装门的操作之一(例如,将门组装在门保持固定装置上)可以以常规的方式来执行,而无需使用定位器具来确定目标位置。
55.在将门重新组装在车体铰链上的操作期间,车体可以在生产线中处于移动状态。
56.门保持固定装置或支承件可以设有固定铰链,以接纳门(与车体的铰链类似),并且该门保持固定装置或支承件可以附接至运输机,以例如与车体基本并行地从组装线的第一站行进至组装线的第二站,同时向该门装配子部件(诸如窗户、装饰件、密封件、扬声器等)。
57.根据第二方面,本公开提供了一种用于在组装线中将部件组装在零件的目标上的组装单元,所述组装单元包括:
58.·
工业机器人,该工业机器人具有位于机器人基部与机器人腕部之间的至少三个轴线,
59.·
末端执行器,该末端执行器附接至机器人腕部,并且附接有定位器具以及抓具,该抓具拾取和释放要组装的部件,
60.·
力传感器,该力传感器布置成对作用在末端执行器上的外力进行感测,以及
61.·
控制器,该控制器被配置成,通过以下操作来确定并记录零件的目标的位置:
62.ο控制末端执行器接近目标,
63.ο基于力传感器的读数,对定位器具与目标之间的接触进行检测,
64.ο基于力传感器的读数,至少通过力控制来控制末端执行器到达定位器具的相对于目标的预定位置,
65.ο当定位器具位于相对于目标的所述预定位置时,确定由定位器具的绝对位置指示的目标位置,以及
66.ο记录目标位置;
67.并且控制器被配置成,控制末端执行器在所记录的目标位置处执行组装操作。
68.力传感器可以在腕部与末端执行器之间安装在机器人上,以提供与作用在末端执行器上的外力和扭矩有关的数据,并因此提供与末端执行器与定位器具之间的相对位置有
关的数据。
69.在实施方式中,组装单元还包括视觉系统,该视觉系统具有跟踪视觉传感器,该跟踪视觉传感器用于跟踪零件沿着组装线的移动,并且控制器还被配置成,基于所记录的目标位置并且基于对零件的移动的跟踪,控制机器人的末端执行器在目标位置处执行组装操作。
70.本文还公开了一种汽车总装线,该汽车总装线包括:运输系统,该运输系统使诸如车体的零件沿着组装线前进;以及如上述示例中的任一示例所公开的组装单元,该组装单元被布置成,根据本文所公开的方法的实施方式来在零件和车体的目标区域中执行组装操作。
71.在审查本说明书后,本领域技术人员将明白实施方式的附加目的、优点以及特征,或者可以通过实践来获悉实施方式的附加目的、优点以及特征。
附图说明
72.下面参考附图,通过非限制性示例的方式,对本公开的具体实施方式进行描述,其中:
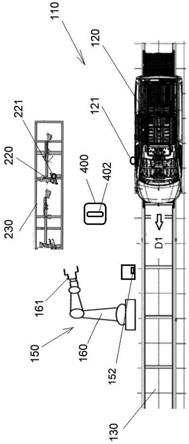
73.图1是根据示例的具有组装单元的组装线以及具有门保持固定装置的运输机的示意图;
74.图2是根据示例的组装单元的示意性表示图;
75.图3a和图3b是工业机器人的末端执行器的不同侧的两个立体图,该末端执行器附接有定位器具并且承载车门;
76.图4a至图4c是例示根据本公开的实施方式的在门保持固定装置目标上执行的方法的步骤的立体图;
77.图5和图6是根据本公开的实施方式的方法的流程图。
具体实施方式
78.图1示意性地而非按比例示出了组装线110(在该示例中为汽车总装线),其中,运输系统130使零件(在该示例中为车体120)沿前进方向前进经过组装单元150。
79.组装单元150包括工业机器人160,该工业机器人可以包括控制器以及位于机器人基部与机器人腕部之间的多个可编程轴线(即,旋转自由度和/或线性自由度),各个轴线具有由机器人控制器控制的关联驱动元件(诸如马达)。工业机器人的配置是已知的,并且在附图中未示出细节。
80.机器人160可以设有附接至机器人腕部的用于执行某种操作的末端执行器161,例如,抓具、工具、用于保持要组装的零件的支承件等。可以将机器人基部附接至地板,或者可以安装在屋顶或墙壁上,或者可以安装在例如与组装线并行的轨道上。
81.可以例如在平底锅状件(skillet)或高架输送机上或者在agv(自动引导车)上以约100mm/s的恒定速度运输车体120。
82.车体120或者要执行组装操作的其它零件可以包括用于组装操作的目标121(以圆圈表示)。在组装操作中,车体120的目标121例如可以是必须在组装操作期间装配另一零件(诸如门或车轮)的匹配特征的凹部、洞、销、多个洞和/或销的组合等。
83.组装操作例如可以包括将部件放在、附接或以其它方式组装在目标上。
84.根据本文所公开的方法和组装单元的实施方式,可以利用设有合适的末端执行器的工业机器人来执行的操作的示例可以是:在插入其它内部元件之前,从车体上拆下门,并将该门放在专用支承件或固定装置的目标上;将门重新组装在车体的目标上;将车辆仪表板或车轮组装在车体的目标上等。
85.例如,可以在沿着组装线的第一站,从车体移走车门,以便可以自由进入车体的内部区域(例如,以安装仪表板),并且稍后在组装线的第二下游站重新组装该车门。
86.图1可以示意性地表示组装线的这种站中的一个站,例如,将门(图1中未示出)从车体120移走的第一站;或者例如,在车体目标121(在图中以圆圈示意性地表示并且在这种情况下可以包括两个铰链衬套)处将门重新组装在车体120上的第二站。
87.当从车体120移走门时,可以将该门放置在专用支承件(即,门保持固定装置220)上,该专用支承件也可以安装在运输机230(例如,agv(自动引导车))上,以朝着第二站移位,如箭头d1所示。门保持固定装置220可以具有用于组装操作(即,用于接纳门)的目标221(以圆圈表示):例如,固定装置目标221可以包括两个铰链衬套,在组装操作中将门的互补铰链销插入该铰链衬套中。
88.在将门重新组装至车体120之前,在门放置在门保持固定装置220上时,从一个站移位至另一站时,可以向该门装配模制品、窗户、门饰以及其它元件。
89.图2示意性地示出了组装单元150的示例,该组装单元包括:装配有附接至机器人腕部的末端执行器161的工业机器人160,以及可以是机器人160的控制器的控制器151。
90.末端执行器161可以附接有定位器具162以及抓具163,该抓具拾取和释放要组装的部件(诸如门)。可以将力传感器164布置在机器人160的腕部与末端执行器161之间,以对作用在末端执行器161上的外力进行感测。
91.组装单元150还可以包括具有视觉传感器165(诸如摄像头)的视觉系统。该视觉系统可以向控制器151提供读数,以在组装操作的至少一部分组装操作期间控制末端执行器161的移动。可以将摄像头或其它视觉传感器165附接至末端执行器本身,如图2示意性地示出的。组装单元150还可以包括附加视觉系统,例如,用于跟踪车体沿着组装线110的前进的静止视觉传感器152。
92.这种视觉系统的实施方式可以如us2011/0087360或wo2019/154858中所述,并且可以以相同方式工作。
93.为了在零件上执行组装操作(例如,参考图1,在车体120上或者在门保持固定装置220上执行组装操作),可以将控制器151配置成,确定并记录零件(例如,车体120或门保持固定装置220)的目标121或221的位置,并且控制末端执行器161在所记录的目标位置处执行组装操作。
94.为了确定并记录目标121或221的位置,控制器151可以执行以下步骤:
95.·
控制末端执行器161接近目标121或221,
96.·
基于力传感器164的读数,对定位器具162与目标121或221之间的接触进行检测,
97.·
一旦检测到接触,就基于力传感器164的读数,至少通过力控制来控制末端执行器161到达定位器具163的相对于目标121或221的预定位置,
98.·
当定位器具161位于相对于目标121或221的所述预定位置时,确定由定位器具161的绝对位置指示的目标位置;以及
99.·
记录目标位置;
100.并且将控制器151配置成,控制末端执行器161在所记录的目标位置处执行组装操作。
101.当定位器具位于相对于目标的预定位置时,可以准确地确定目标的绝对位置,这是因为控制器已知定位器具的绝对位置,它们之间的相对位置也是如此。
102.在本公开中,就对象的“绝对位置”而言,是指对象的以静止机器人基部为基准(即,固定至机器人基部的坐标系中或者如果机器人安装在轨道上,则是固定至地板的坐标系中)的空间位置。
103.目标的绝对位置通常将称为“目标的位置”。
104.下面将更详细地描述目标位置的确定。
105.图3a和图3b是从不同角度拍摄的侧视图,示出了机器人160的附接有定位器具162的末端执行器161(图中仅描绘了机器人160的腕部)。末端执行器161正承载由抓具163(该抓具例如包括附接至窗户的吸盘)保持的车门。车门具有两个铰链销322、323(图3a),所述两个铰链销旨在当将门组装在车体120上时以及当将门放在门保持固定装置220上时插入两个对应的铰链衬套中。
106.在该示例中,定位器具162是细长的并且是利用彼此垂直布置的三个板构造的(如图4a至图4c中更清楚可见的),这使得能够同时且准确地确定目标的两个铰链衬套的位置和取向,如下面所述。
107.图4a至图4c以立体图示出了附接至末端执行器161的定位器具162,该定位器具在以下处理期间位于三个连续的位置:控制器151按照使得定位器具162接近门保持固定装置220的目标221并且到达相对于目标221的预定位置的方式引导末端执行器161。
108.在将车门组装在门保持固定装置220上的该示例中,目标221包括两个特征,即,位于铰链轴线224上的两个铰链衬套222、223,在该铰链衬套中要接纳车门的两个铰链销322、323。
109.在图4a中,末端执行器由控制器151例如通过视觉伺服来引导,以如箭头所示按照与目标221的铰链轴线224的取向相似的总体取向接近目标221,这可以由控制器根据视觉传感器读数加以确定,或者可以被预编程。
110.一旦定位器具162接触到铰链衬套222、223中的至少一个铰链衬套,控制器就开始也通过力控制引导定位器具:机器人变得“柔软”(即,不僵硬),使得能够根据所施加的外力(例如,根据由力传感器164检测到的力和扭矩的分量)在一定程度上偏离预期轨迹。
111.通过该力控制处理,控制器151首先将定位器具162朝着铰链衬套222、223引导,直到该铰链衬套位于定位器具162的内角中为止,即,直到各个铰链衬套222、223与定位器具162的两个细长板接触为止。此时,定位器具162沿铰链轴线224的方向取向,并且沿垂直于铰链轴线224的两个方向,该定位器具162与铰链衬套222、223的位置匹配。图4b示出了定位器具162的这个位置。
112.然后,控制器沿着铰链轴线224向上移位定位器具162(如图4c中的箭头所示),直到铰链衬套223接触到定位器具162的下板为止,该接触被力传感器164感测到。
113.此时,定位器具162已经到达相对于目标221的预期预定位置,并且与目标稳定接触(图4c):预定的相对位置是由控制器根据力传感器164的读数确定的。
114.然后,控制器151可以准确地确定并记录目标221的位置和取向(即,目标221的例如参考机器人基部的绝对位置和取向),所述位置和取向是按照定位器具162的绝对位置和取向明确地建立的。
115.然后,控制器151操作末端执行器161从目标221撤回定位器具162;使具有铰链销322、323的车门朝着目标221移动;通过使用目标的所记录的位置和取向将门的铰链销322、323插入门保持固定装置220的铰链衬套222、223中来执行组装操作;以及释放门,使其挂在门保持固定装置220上。
116.将理解,由于在组装操作之前,使用定位器具162来确定并记录特定且单独的门保持固定装置220的目标221(铰链衬套222、223和铰链轴线224)的位置和取向,因此,这种方法克服了因运输机上的一个门保持固定装置与另一门保持固定装置之间的位置和取向不同而造成的重复性差和不准确所关联的缺点,并因此使得能够将门组装或放在固定装置上,而不具有损坏门本身的油漆和表面的风险。
117.在一些实施方式中,在执行将车门放在门保持固定装置220的目标221上的组装操作之前,控制器151可以确定并记录车门铰链322、323关于末端执行器161的精确位置和/或取向。
118.这可以以与参考图4a至图4c描述的目标位置的确定类似的方式来执行,但是借助了在配置上类似于定位器具162的辅助定位器具402(参见图1),该辅助定位器具附接至专用固定装置400并且放置在末端执行器161的可及范围内。
119.这种辅助定位器具402可以是静止的和无源的,即,简单地用作固定基准。例如,控制器151可以控制承载门的末端执行器161接近辅助定位器具402,然后基于力传感器164的读数,使用力控制以到达门铰链322、323的关于辅助定位器具402的预定位置。此时,控制器151可以记录门铰链322、323的例如关于机器人基部的位置和取向,以在后续组装操作中使用。
120.组装单元150以及与上述用于将车门放在门保持固定装置220上的那些组装处理类似的组装处理可以用于将门重新组装在车体120上的后续操作。在这种情况下,可以以相同的方式采用定位器具162来确定并记录车体120上的目标121的位置和取向(图1),目标121包括与铰链衬套222、223类似的两个铰链衬套(未示出)。
121.在一些组装操作中,具有必须组装部件的目标的零件可能正在移动(例如,在车体位于总装线中的情况下)。这种情况的示例例如是在前一段落中描述的将门重新组装在车体120的目标121(铰链衬套)上。具有目标的零件可以以恒定或可变的速度移动,并且可能包括停止。
122.在这种情况下,在上述用于确定目标位置的处理期间和/或在组装操作期间,目标可以移动。组装单元150然后可以跟踪零件(例如,车体120)沿着组装线的移动。为此,组装单元150可以包括视觉系统,该视觉系统包括一个或更多个诸如摄像头的跟踪视觉传感器152(参见图1),该跟踪视觉传感器沿着组装线静止布置或者安装在机器人上,以跟踪零件在组装线中的移动。
123.跟踪视觉传感器152可以跟踪零件本身的特征(例如,车体中的洞),或者跟踪视觉
传感器152可以跟踪标记,该标记可以附接至零件本身或者使零件前进的运输机(诸如agv、滑轨(skid)、平底锅状件等)。
124.然后,控制器151可以在组装操作期间基于所记录的目标位置并且还基于从记录目标的位置的时刻起直到完成组装操作为止由视觉传感器152跟踪的零件的移动来控制机器人160的末端执行器161。例如,一旦确定并记录了目标位置,控制器151就可以开始利用根据跟踪视觉传感器152的读数的跟踪数据来(例如,实时地)更新所记录的目标位置,因此根据经更新的目标位置来执行后续组装操作。
125.可选地,还可以在目标位置的确定期间使用跟踪视觉传感器152:在该处理中,控制器151不仅可以基于机器人视觉系统和力控制,而且还基于跟踪视觉传感器152的读数来控制机器人160的末端执行器161。
126.在一些实施方式中,机器人160可以是可移位的,例如,可以将机器人基部安装在轨道(未示出)上并且被控制成在确定目标位置期间和组装操作期间,根据跟踪视觉传感器152的读数与零件同步地行进,使得目标关于末端执行器的相对位置基本恒定。
127.图5是根据本公开的处理要组装在零件(该零件具有用于组装操作的目标)上的部件的方法500(举例来说,如上面说明的将车门放在门保持固定装置220上的方法)的流程图。
128.在框510,提供具有用于组装操作的目标的零件。
129.在框520,工业机器人设有末端执行器以及附接至该末端执行器的定位器具、例如位于机器人的腕部与末端执行器之间的布置成对末端执行器上的外力进行检测的力传感器、以及视觉传感器。
130.在框530至框560,通过以下步骤确定目标的位置:在框530,通过基于视觉传感器的读数的视觉伺服处理,控制机器人的末端执行器接近目标;在框540,基于力传感器的读数,检测定位器具何时接触到目标;在框550,基于力传感器的读数,至少通过力控制来控制机器人的末端执行器的移动,以到达定位器具的相对于目标的预定位置;以及在框560,当定位器具位于相对于目标的预定位置时,确定由定位器具的绝对位置指示的目标位置。
131.在框570,通过机器人控制器记录在框560中确定的目标位置。
132.最后,在框580,控制机器人的末端执行器在框570中记录的目标位置处执行组装操作。
133.在这种方法的两个另选实施方式中,末端执行器可以在框530的步骤之前拾取要在组装操作中使用的部件,或者它可以仅在框570中记录了目标的位置之后才拾取部件。
134.此外,在框530之前(在确定目标的位置之前)或者在框570与框580之间(在组装操作之前),可以以与框530至框570的确定目标位置类似的方式确定由机器人的末端执行器承载的要组装的部件的位置和/或取向,但是这借助了例如位于机器人外部并且静止的辅助定位器具,如上文所述。
135.可以在多个操作中采用该方法的实施方式。例如,图6是例示将部件组装在车体120上的方法的流程图,并且更具体地是在汽车总装线中处理车门的方法,该方法可以包括在组装线110的两个不同站(参见图1)使用根据本公开的方法500的实施方式。
136.图6中所示的该方法首先包括:在框610,在第一站,通过利用第一工业机器人(诸如图2所示的机器人160)将门从铰链衬套中提起,从车体120移走门。
137.在框620,执行图5的方法500,以将门放置在具有目标221的门保持固定装置220上,该目标221包括铰链衬套222、223(诸如关于图4a至图4c所述):在这种情况下,具有目标的零件是保持固定装置220。
138.在车体120和门两者上执行所需的操作之后,沿着相应的组装线,可以将门再次重新组装在车体120上:为此,在框630,在第一站的沿着组装线110的下游,在第二站,使用第二工业机器人(如图2所示的机器人160),从保持固定装置220移走车门;安装有门的保持固定装置220已经在运输机230上行进至第二站(参见图1)。
139.在框640,再次执行图5的方法500,这次是将从保持固定装置220移走的门重新组装在车体120上。在该操作中,具有目标的零件是车体120,并且目标121(仅在图1中示意性地指示)包括车体铰链衬套(图中未详细示出),在组装操作期间,门的铰链销322、323(参见图3a)被插入该车体铰链衬套中。
140.在如本文所公开的方法和组装单元的示例中,可以采用一个工业机器人或多个工业机器人,所述一个工业机器人或多个工业机器人要么彼此独立地工作,要么联合地工作,例如,在它们之间抓取和/或组装零件,将零件从一个机器人递送给另一机器人等。当采用多个机器人时,所述多个机器人可以各自具有相关联的视觉系统,或者可以使用来自同一视觉系统的数据来控制所述多个机器人中的几个机器人。
141.在本公开中,“工业机器人”是能够根据iso标准8373的定义在三个或更多个轴线上编程的自动控制的可重新编程的多目的操纵器(manipulator)。机器人轴线各自设有致动器(例如,马达),并且分别是可单独编程和控制的。可以在附接至地板、经屋顶安装等的机器人基部与可以装配有末端执行器的机器人腕部之间例如串联地布置这些致动器。
142.可以在诸如本文所公开的组装线上采用的商用工业机器人的示例可以是irb4600型、irb 6700型、irb 7600型等,它们均可从瑞士苏黎世的abb(abb,zurich,switzerland(www.abb.com))获得。
143.在本文所公开的实施方式中采用的工业机器人的机器人基部可以直接附接至地板,或者它可以安装在支承结构上、经屋顶安装、安装在移动轨道上等。在机器人基部安装在移动轨道上的情况下,轨道的移动可以由机器人控制器控制,并且可以在概念上被认为是机器人本身的附加可编程自由度或轴线。
144.可以将工业机器人要操作的不同末端执行器安装在机器人的腕部上:例如,用于处理要在组装线中安装在诸如车体的零件上的组装部件的抓具、诸如焊接工具的工具等。
145.尽管本文仅公开了许多特定实施方式和示例,但是本领域技术人员将理解,所公开的创新及其明显的修改例和等同例的其它另选实施方式和/或用途是可能的。此外,本公开涵盖所描述的特定实施方式的所有可能组合。本公开的范围不应受限于特定实施方式,而是应当仅通过公正地阅读所附权利要求来确定。