1.本实用新型涉及玻璃模具技术领域,特别是涉及一种瓶口模具分体定位固定装置。
背景技术:
2.玻璃瓶的生产,离不开玻璃瓶成型模具,利用吹气头将玻璃料在玻璃瓶成型模具中气吹成型,冷却固化后得到玻璃瓶,同时,为了玻璃瓶的瓶口成型,通常还需要配置对应的瓶口模具。
3.瓶口模具包括一一对应的公模和母模,公模和母模中分别加工有型腔,抱合后进行瓶口结构的成型。瓶口模具的结构复杂,公模和母模的顶部端面上常需要刻字和铣槽等工序,现有技术中,刻字和铣槽等工序多采用卡盘进行瓶口模具的夹持,具有如下缺点:
4.1. 卡盘夹持力容易过大,造成瓶口模具的变形,甚至破裂;
5.2. 公模和母模抱合后,通过卡盘夹持难以进行统一的定位,刻字和铣槽时还需要分别进行调节定位,操作繁琐,而且加工的位置容易发生偏差,导致产品的报废,需要进行改进。
技术实现要素:
6.本实用新型主要解决的技术问题是提供一种瓶口模具分体定位固定装置,进行瓶口模具的分体定位和固定,提升加工效率和位置精度。
7.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种瓶口模具分体定位固定装置,用于瓶口模具端面加工时的定位和固定,瓶口模具包括公模和母模,公模的型腔一侧外凸设置有沿其轴向延伸的第一定位凸筋,母模的型腔一侧内凹设置有与第一定位凸筋对应的第一定位卡槽,包括:底座、隔板、公模定位镶条、母模定位镶条、压块和压块驱动装置,所述隔板竖向设置在底座上,所述隔板正面内凹设置有竖向延伸的第一嵌入槽,所述母模定位镶条设置在第一嵌入槽中,所述母模定位镶条正面设置有与第一定位卡槽对应的第二定位凸筋,所述隔板背面内凹设置有竖向延伸的第二嵌入槽,所述公模定位镶条设置在第二嵌入槽中,所述公模定位镶条上内凹设置有与第一定位凸筋对应的第二定位卡槽,所述底座两端竖向设置有与隔板平行的固定板,所述压块驱动装置水平设置在固定板上并垂直指向隔板,所述压块设置在压块驱动装置的前端。
8.在本实用新型一个较佳实施例中,所述第一定位凸筋和第二定位凸筋的截面为等腰梯形。
9.在本实用新型一个较佳实施例中,所述第一嵌入槽和第二嵌入槽相背设置在隔板正面和背面。
10.在本实用新型一个较佳实施例中,所述压块前端设置有与瓶口模具外壁对应的v形槽。
11.在本实用新型一个较佳实施例中,所述压块尾端设置有贯穿固定板的导向杆,所
述固定板中设置有与导向杆对应的导向孔或者导向套。
12.在本实用新型一个较佳实施例中,所述压块驱动装置采用伸缩气缸或者液压缸。
13.在本实用新型一个较佳实施例中,所述母模定位镶条中设置有沉孔,所述沉孔中设置有贯穿隔板并与公模定位镶条相连接的螺丝。
14.本实用新型的有益效果是:本实用新型指出的一种瓶口模具分体定位固定装置,无需卡盘,特别设计了公模定位镶条和母模定位镶条,进行公模和母模在隔板两侧的精准定位,并利用压块在公模和母模的背面进行压固,提升了位置稳定性,操作简便,定位统一性好,有利于公模和母模顶部端面刻字和铣槽等工序的加工。
附图说明
15.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
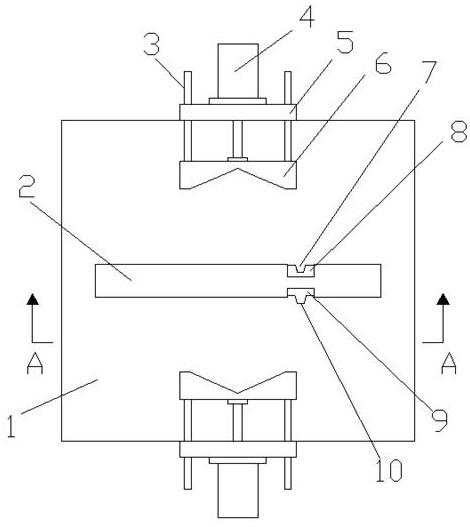
16.图1是本实用新型一种瓶口模具分体定位固定装置一较佳实施例的结构示意图;
17.图2是图1的a-a向剖视图;
18.图3是本实用新型一种瓶口模具分体定位固定装置进行瓶口模具固定时一较佳实施例的结构示意图。
具体实施方式
19.下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
20.如图3所示,瓶口模具包括公模11和母模14,公模11的型腔一侧外凸设置有沿其轴向延伸的第一定位凸筋12,母模14的型腔一侧内凹设置有与第一定位凸筋12对应的第一定位卡槽13,通过第一定位凸筋12与第一定位卡槽13的配合,进行公模11与母模14合模时的导向与定位。模具生产时,需要先进行公模11和母模14的固定,再进行端面刻字和圆弧槽15的铣加工。
21.请参阅图1~图3,本实用新型实施例包括:
22.如图1和图2所示的瓶口模具分体定位固定装置,包括:底座1、隔板2、公模定位镶条8、母模定位镶条9、压块6和压块驱动装置4,隔板2竖向设置在底座1上,底座1采用平板,底座1中可以采用螺栓或者焊接方式进行隔板2的固定,结构牢固。
23.隔板2正面内凹设置有竖向延伸的第一嵌入槽,母模定位镶条9设置在第一嵌入槽中,安装便利。在本实施例中,母模定位镶条9正面设置有与第一定位卡槽13对应的第二定位凸筋10,母模14放置在底座1上,可以通过隔板2和第二定位凸筋10进行母模14的定位。
24.隔板2背面内凹设置有竖向延伸的第二嵌入槽,公模定位镶条8设置在第二嵌入槽中,在本实施例中,第一嵌入槽和第二嵌入槽相背设置在隔板2正面和背面,使得母模定位镶条9和公模定位镶条8相背分布在隔板2中,母模定位镶条9中设置有沉孔,沉孔中设置有
贯穿隔板2并与公模定位镶条8相连接的螺丝16,实现母模定位镶条9和公模定位镶条8的固定。螺丝16头部隐藏在沉孔中,避免突兀。
25.公模定位镶条8上内凹设置有与第一定位凸筋12对应的第二定位卡槽7,公模11放置在底座1上,通过第二定位卡槽7与第一定位凸筋12的配合,实现公模11的定位。在本实施例中,第一定位凸筋12和第二定位凸筋10的截面为等腰梯形,定位精度高。
26.底座1两端竖向设置有与隔板2平行的固定板5,固定板5可以采用焊接或者螺栓与底座1端部连接固定。压块驱动装置4水平设置在固定板5上并垂直指向隔板2,压块6设置在压块驱动装置4的前端,在本实施例中,压块驱动装置4采用伸缩气缸或者液压缸,可以采用阀门进行伸缩控制,通过压块驱动装置4进行压块6的前移,实现公模11和母模14背面的压固。
27.在本实施例中,压块6前端设置有与瓶口模具外壁对应的v形槽,通过v形槽与公模11和母模14的背面圆弧面配合,提升对公模11和母模14压固的稳定性,避免松脱。
28.如图1所示,压块6尾端设置有贯穿固定板5的导向杆3,固定板5中设置有与导向杆3对应的导向孔或者导向套,通过导向杆3提升压块6前后移动的平稳性,避免偏斜问题。
29.综上,本实用新型指出的一种瓶口模具分体定位固定装置,实现了瓶口模具的分体定位,确保了定位精度和固定的稳定性,有利于进行瓶口模具顶部端面的加工,提升批量加工的效率和定位统一性。
30.以上仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。