1.本发明涉及一种包装瓶及其制备方法,更具体地说涉及一种高氧气阻隔性能淀粉基生物降解包装瓶及其制备方法。
背景技术:
2.在包装领域中,高分子材料由于其质轻、综合性能优良、易成型加工已经占据了主导地位。而作为包装材料,在一些应用领域则对氧气阻隔性能的要求较高,但普通聚烯烃材料在对氧气敏感的食/药品等进行包装时,保质期相对会缩短,因此就必须对此类材料进行改性,增强其阻隔性能,使其在包装领域内有更多的应用。目前针对这一问题所采用较多的解决方法是制备多层复合材料,即在两层普通高分子中间增加一层高阻隔高分子材料层,从而达到增加阻隔性能的作用,但多层结构的包装材料制备工艺较为复杂,且成本较高,因此制备出一种单层结构且具有高氧气阻隔性的高分子复合材料是解决问题的关键。
3.随着消费者对食/药品安全和质量的不断重视,活性包装系统能成为包装材料的发展新趋势,其中带有氧气清除能力的“主动吸氧”材料也成为研究的热点。主动吸氧是指将吸氧剂添加到聚合物基体中,当氧气渗透进入聚合物基体时,内部的吸氧剂吸收消耗氧气,达到减缓氧气渗透速率的目的。例如,目前报道有一种高解决的策略是在聚酯材料中添加吸氧剂从而可以吸收氧气延长食品保质期。本领域已知亚硫酸盐、抗坏血酸衍生物、不饱和烯烃和过渡金属催化剂等能被分子氧化,因此可以被作为吸氧剂使用。美国专利4,536,409推荐使用亚硫酸钾作为除氧剂,中国专利104,028,102发明公开了一种利用多空载体的有机吸氧剂及制造方法,美国专利5,211,875公开了不饱和烯烃作为除氧剂在包装领域的应用,美国专利5,211,875概括地公开了引发除氧的方法。目前在聚酯材料中常用的一类吸氧体系是引入不饱和烯烃如聚丁二烯和过渡金属催化剂,该类吸氧剂利用烯丙基碳-氢键易发生氧化降解生成氢过氧化物以及双键可被催化氧化成环氧化物的原理来达到吸氧的作用,虽然吸氧效果很好,但是也存在一定的缺陷,比如,小分子吸氧剂与高分子基体相容性较差,导致吸氧剂分散性较差,进而使吸氧效率降低;同时,催化剂添加含量较多,过量的金属离子会导致材料的色值偏高。
4.传统的包装材料绝大部分都是石油基塑料,它们的生产一方面要消耗大量的石油资源,排放大量的二氧化碳,另一方面许多废弃高分子材料也导致了环境污染。随着2020年新版“限塑令”的执行,市场对于生物降解包装的需求也在急剧上升,但常见的已较大规模化生产的生物降解材料如pla、pbat等,其氧气阻隔性能无法满足一些高性能需求的食/药品储存包装。同时,相对于传统的聚烯烃材料,生物降解材料如pla、pbat等成本也相对较高。而淀粉作为一种可再生的碳水化合物,具有价格低廉、易降解、来源广泛、可再生的优点。但单一以热塑性淀粉作为原料制备的制品,往往综合性能较差,因此,常将其作为生物质且生物降解材料与pla、pbat等生物降解材料复合,可以大大降低材料的成本。因此,开发一种高氧气阻隔性能淀粉基生物降解包装瓶及其制备方法势在必行。
技术实现要素:
5.本发明的目的是为了解决上述现有技术中存在的问题,提供一种高氧气阻隔性能淀粉基生物降解包装瓶,该高氧气阻隔性能淀粉基生物降解包装瓶本身可实现完全生物降解,且具有良好的力学性能、形状稳定性及优良的氧气阻隔性能。
6.同时本发明还提供该高氧气阻隔性能淀粉基生物降解包装瓶的制备方法,该包装瓶原料粒子可以通过双螺杆挤出机实现连续化生产,而包装瓶则可以通过传统的注吹设备在一定的工艺条件下实现制备,经济高效,易实现规模化生产。
7.本发明是通过以下技术方案实现的:
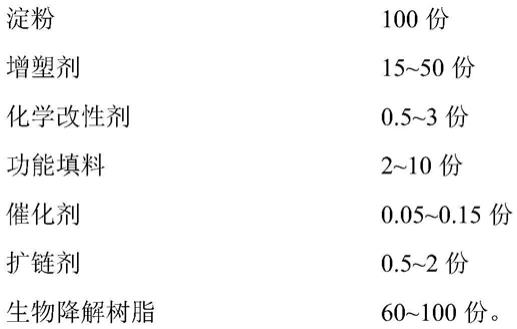
8.本发明的高氧气阻隔性能淀粉基生物降解包装瓶,其由如下重量份的原料制成:
[0009][0010]
本发明上述的高氧气阻隔性能淀粉基生物降解包装瓶,其进一步的技术方案是所述的功能填料为滑石粉、介孔二氧化硅的一种或其组合,且均是被聚丁二烯接枝改性的功能填料。再进一步的技术是所述的聚丁二烯为端羟基聚丁二烯和端环氧基聚丁二烯的混合物,其中端羟基聚丁二烯与端环氧基聚丁二烯的比例为1:1-1:5;所述的滑石粉和介孔二氧化硅的尺寸均在500纳米以下。再进一步的技术方案还可以是所述的聚丁二烯接枝改性的功能填料其制备方法如下:
[0011]
1)将干燥后的功能填料在无水甲苯中进行超声处理后,在40~70℃下加入甲苯二异氰酸酯及催化剂二月桂酸二丁基锡并在氮气氛保护下进行反应,反应结束的浆料干燥后得到中间产物;
[0012]
2)将步骤1)中得到的中间产物和无水甲苯在氮气保护下进行超声处理,再加入经无水甲苯稀释后的聚丁二烯及催化剂二月桂酸二丁基锡,在50~75℃条件下进行反应,反应结束的浆料干燥后得到聚丁二烯接枝改性功能填料。
[0013]
本发明上述的高氧气阻隔性能淀粉基生物降解包装瓶,其进一步的技术方案还可以是所述的淀粉为改性玉米淀粉、改性马铃薯淀粉中的一种或其组合。再进一步的技术方案是所述的改性玉米淀粉或改性马铃薯淀粉的改性方法如下:
[0014]
(1)取0.5~3份n-环己基-2-苯并噻唑次磺酰胺和0.5~3份硅烷偶联剂kh560,与10份甘油在60~90℃氮气保护下反应1~3小时;
[0015]
(2)取100份干燥后的玉米淀粉或马铃薯淀粉在60~90℃的高速混合机中搅拌,同时将步骤(1)得到的溶液以喷雾状喷入混合机,恒温高速搅拌1~3小时;
[0016]
(3)保持缓慢搅拌,冷却到室温即获得改性淀粉。
[0017]
本发明上述的高氧气阻隔性能淀粉基生物降解包装瓶,其进一步的技术方案还可
以是所述的增塑剂为甘油、山梨醇、环氧大豆油中的一种或其组合;所述的化学改性剂为酒石酸、柠檬酸中的一种或其组合;所述的催化剂为新癸酸锌、新癸酸钴中的一种或其组合;所述的扩链剂为异氰酸酯类扩链剂、环氧类扩链剂中的一种或其组合;所述的生物降解树脂为聚乳酸、衣康酸酐接枝聚乳酸中的一种或其组合。
[0018]
本发明上述的高氧气阻隔性能淀粉基生物降解包装瓶的制备方法,其包括以下步骤:
[0019]
1)取100份淀粉,并加入增塑剂和化学改性剂,在40-60℃下高速混合机中第一次高速搅拌;
[0020]
2)升温至60-90℃,加入功能填料、扩链剂和生物降解树脂等进行第二次高速搅拌;
[0021]
3)再缓慢搅拌,并保温处理;
[0022]
4)保温后的淀粉混合物加入到双螺杆挤出机中,挤出、风冷、切粒;
[0023]
5)挤出干燥后的树脂粒子,再与催化剂混合均匀,通过注塑机注塑成瓶胚,再通过制瓶机吹塑制成生物降解包装瓶。
[0024]
本发明上述的高氧气阻隔性能淀粉基生物降解包装瓶的制备方法,其进一步的技术方案是所述的第一次高速搅拌速度为600-1000转/分钟,时间为5-10分钟;所述的第二次高速搅拌速度均为800-1200转/分钟,时间为10-30分钟;所述的缓慢搅拌速度均为50-100转/分钟,保温时间为2-4小时。
[0025]
本发明上述的高氧气阻隔性能淀粉基生物降解包装瓶的制备方法,其进一步的技术方案还可以是所述的双螺杆挤出机为熔融挤出,双螺杆挤出机的长径比为44:1-60:1,温度范围为110-180℃,螺杆转速为150-500rpm,挤出机末端具有抽真空排气功能模块;所述的注塑机注塑温度范围为140-180℃;所述的制瓶机吹塑温度范围为60-90℃,吹胀比为3:1-5:1。
[0026]
与现有技术相比本发明具有以下有益效果:
[0027]
①
本发明采用主动阻隔和被动阻隔相结合的策略来实现高氧气阻隔性能,功能填料和吸氧剂进行接枝,改善了填料和吸氧剂在聚合物基体中的分散性,一方面填料可以在结晶过程中充当成核剂提高结晶度增强材料的阻隔性能,另一方面聚丁二烯本身具有良好的吸收氧气能力,起到主动阻隔的效果,并且通过无机填料和吸氧剂的接枝,可大大提高吸氧剂的分散性,进而可减少吸氧剂的添加量,相应的过渡金属催化剂的用量也将大大降低,保持生物降解材料的色值稳定性。此外,特殊改性的热塑性淀粉(tps)与pla共混,一方面在包装瓶注吹过程中形成应力诱导结晶,另一方面未结晶的pla分子链与特殊改性的tps相互作用较强,两者协同作用使得气体透过路径变长,进而又通过被动阻隔的方式提高了氧气阻隔性能。最终该生物降解瓶子的氧气阻隔性能将与聚酯pet瓶子相当,综合性能良好,可用于食/药包装领域。
[0028]
②
本发明制得的高氧气阻隔性能的淀粉基生物降解包装瓶,产品以淀粉为主,原料价格低廉、易降解、来源广泛、可再生,配合其它生物降解材料共混制备后仍属于全生物降解材料,废弃后可像常规塑料一样回收利用,也可经堆肥降解。
[0029]
③
本发明制得的高氧气阻隔性能的淀粉基生物降解包装瓶可通过传统的高分子挤出和注吹设备在一定的工艺条件下实现制备,经济高效,生产过程清洁、无污染,易实现
规模化生产。
具体实施方式
[0030]
以下通过具体实施例说明本发明,但本发明并不仅仅限于这些实施例。
[0031]
实施例1
[0032]
取改性玉米淀粉100份,增塑剂为甘油20份,化学改性剂为酒石酸3份,功能填料为聚丁二烯接枝的滑石粉2份,其中端羟基聚丁二烯与端环氧基聚丁二烯的比例为1:1,催化剂为新癸酸锌0.05份,扩链剂为异氰酸酯类扩链剂0.5份,生物降解树脂为聚乳酸60份。
[0033]
制备方法包括以下步骤:
[0034]
1)功能填料制备:将干燥后的填料在无水甲苯中进行超声处理后,在50℃下加入甲苯二异氰酸酯(tdi)及催化剂二月桂酸二丁基锡(dbtdl)并在氮气氛保护下进行反应,反应结束的浆料干燥后得到中间产物;将步骤1产物和无水甲苯在氮气保护下进行超声处理,后加入经无水甲苯稀释后的聚丁二烯及催化剂dbtdl,在60℃条件下进行反应,反应结束的浆料干燥后得到聚丁二烯接枝改性功能填料;
[0035]
2)原料预混处理:将指定量淀粉和增塑剂、化学改性剂,在40℃下高速混合机中以600转/分钟第一次高速搅拌,时间为5分钟;升温至60℃,加入指定量的功能填料、扩链剂和生物降解树脂进行第二次高速搅拌,搅拌速度均为800转/分钟,时间为10分钟;以50转/分钟速度缓慢搅拌,保温处理2小时;
[0036]
3)原料熔融挤出制备:将步骤(2)处理后的混合物加入到双螺杆挤出机中,双螺杆挤出机的长径比为44:1,温度范围为110-180℃,螺杆转速为250rpm,挤出、风冷、切粒;
[0037]
4)瓶子注吹制备:将挤出干燥后的树脂粒子和催化剂混合后,通过注塑机注塑成瓶胚,注塑机注塑温度范围为140-180℃,再通过制瓶机吹塑制成生物降解包装瓶,制瓶机吹塑温度范围为60-70℃,吹胀比为3:1。
[0038]
所制得的高氧气阻隔性能的淀粉基生物降解包装瓶,氧气渗透系数为1.7
×
10-14
cm3·
cm/(cm2·s·
pa),拉伸强度为39mpa,断裂伸长率为36%。
[0039]
实施例2
[0040]
取改性玉米淀粉100份,增塑剂为甘油15份和山梨醇10份,化学改性剂为柠檬酸3份,功能填料为聚丁二烯接枝的滑石粉5份,其中端羟基聚丁二烯与端环氧基聚丁二烯的比例为1:3,催化剂为新癸酸钴0.09份,扩链剂为异氰酸酯类扩链剂1份,生物降解树脂为聚乳酸90份。
[0041]
制备方法包括以下步骤:
[0042]
1)功能填料制备:反应条件同实施例1;
[0043]
2)原料预混处理:将指定量淀粉和增塑剂、化学改性剂,在50℃下高速混合机中以800转/分钟第一次高速搅拌,时间为8分钟;升温至80℃,加入指定量的功能填料、扩链剂和生物降解树脂进行第二次高速搅拌,搅拌速度均为1000转/分钟,时间为25分钟;以50转/分钟速度缓慢搅拌,保温处理3小时;
[0044]
3)原料熔融挤出制备:将步骤(2)处理后的混合物加入到双螺杆挤出机中,双螺杆挤出机的长径比为52:1,温度范围为110-180℃,螺杆转速为300rpm,挤出、风冷、切粒;
[0045]
4)瓶子注吹制备:将挤出干燥后的树脂粒子和催化剂混合后,通过注塑机注塑成
瓶胚,注塑机注塑温度范围为140-180℃,再通过制瓶机吹塑制成生物降解包装瓶,制瓶机吹塑温度范围为60-70℃,吹胀比为3.5:1。
[0046]
所制得的高氧气阻隔性能的淀粉基生物降解包装瓶,氧气渗透系数为9.8
×
10-15
cm3·
cm/(cm2·s·
pa),拉伸强度为45mpa,断裂伸长率为42%。
[0047]
实施例3
[0048]
取改性马铃薯淀粉100份,增塑剂为甘油15份和环氧大豆油5份,化学改性剂为柠檬酸3份,功能填料为聚丁二烯接枝的滑石粉8份,其中端羟基聚丁二烯与端环氧基聚丁二烯的比例为1:3,催化剂为新癸酸钴0.1份,扩链剂为环氧类扩链剂1.5份,生物降解树脂为衣康酸酐接枝聚乳酸90份。
[0049]
制备方法包括以下步骤:
[0050]
1)功能填料制备:反应条件同实施例1;
[0051]
2)原料预混处理:将指定量淀粉和增塑剂、化学改性剂,在50℃下高速混合机中以800转/分钟第一次高速搅拌,时间为10分钟;升温至80℃,加入指定量的功能填料、扩链剂和生物降解树脂进行第二次高速搅拌,搅拌速度均为1200转/分钟,时间为30分钟;以100转/分钟速度缓慢搅拌,保温处理3小时;
[0052]
3)原料熔融挤出制备:设备及工艺同实施例2;
[0053]
4)瓶子注吹制备:设备及工艺同实施例2。
[0054]
所制得的高氧气阻隔性能的淀粉基生物降解包装瓶,氧气渗透系数为7.2
×
10-15
cm3·
cm/(cm2·s·
pa),拉伸强度为56mpa,断裂伸长率为51%。
[0055]
实施例4
[0056]
取改性玉米淀粉100份,增塑剂为山梨醇25份和环氧大豆油5份,化学改性剂为柠檬酸2份,功能填料为聚丁二烯接枝的滑石粉10份,其中端羟基聚丁二烯与端环氧基聚丁二烯的比例为1:5,催化剂为新癸酸钴0.15份,扩链剂为环氧类扩链剂2份,生物降解树脂为衣康酸酐接枝聚乳酸100份。
[0057]
制备方法包括以下步骤:
[0058]
1)功能填料制备:功能填料制备:将干燥后的填料在无水甲苯中进行超声处理后,在70℃下加入甲苯二异氰酸酯(tdi)及催化剂二月桂酸二丁基锡(dbtdl)并在氮气氛保护下进行反应,反应结束的浆料干燥后得到中间产物;将步骤1产物和无水甲苯在氮气保护下进行超声处理,后加入经无水甲苯稀释后的聚丁二烯及催化剂dbtdl,在75℃条件下进行反应,反应结束的浆料干燥后得到聚丁二烯接枝改性功能填料;
[0059]
2)原料预混处理:设备及工艺同实施例3;
[0060]
3)原料熔融挤出制备:将步骤(2)处理后的混合物加入到双螺杆挤出机中,双螺杆挤出机的长径比为56:1,温度范围为110-175℃,螺杆转速为300rpm,挤出、风冷、切粒;
[0061]
4)瓶子注吹制备:设备及工艺同实施例2。
[0062]
所制得的高氧气阻隔性能的淀粉基生物降解包装瓶,氧气渗透系数为3.6
×
10-15
cm3·
cm/(cm2·s·
pa),拉伸强度为53mpa,断裂伸长率为58%。
[0063]
实施例5
[0064]
取改性玉米淀粉100份,增塑剂为甘油15份、山梨醇25份和环氧大豆油10份,化学改性剂为酒石酸1.5份,功能填料为聚丁二烯接枝的介孔二氧化硅4份,其中端羟基聚丁二
烯与端环氧基聚丁二烯的比例为1:2,催化剂为新癸酸锌0.1份,扩链剂为环氧类扩链剂2份,生物降解树脂为衣康酸酐接枝聚乳酸100份。
[0065]
制备方法包括以下步骤:
[0066]
1)功能填料制备:反应条件同实施例1;
[0067]
2)原料预混处理:设备及工艺同实施例3;
[0068]
2)原料熔融挤出制备:设备及工艺同实施例4;
[0069]
4)瓶子注吹制备:将挤出干燥后的树脂粒子和催化剂混合后,通过注塑机注塑成瓶胚,注塑机注塑温度范围为140-180℃,再通过制瓶机吹塑制成生物降解包装瓶,制瓶机吹塑温度范围为70-80℃,吹胀比为5:1。。
[0070]
所制得的高氧气阻隔性能的淀粉基生物降解包装瓶,氧气渗透系数为4.1
×
10-15
cm3·
cm/(cm2·s·
pa),拉伸强度为64mpa,断裂伸长率为73%。