1.本发明涉及地板加工技术领域,具体是一种高铁用防腐地板及加工工艺。
背景技术:
2.高速铁路,简称高铁,是指设计标准等级高、可供列车安全高速行驶的铁路系统。其概念并不局限于轨道,更不是指列车,现有的高铁在施工的过程中需要在列车上铺设地板。
3.中国专利号cn208559344u一种高铁用便于安装的防静电地板,包括防静电地板本体和透气管道,所述防静电地板本体的一端固定有连接块,且防静电地板本体的另一端开设有连接槽,所述防静电地板本体的下表面铺设有防水层,且防水层的下端面设置有保护层,并且半圆块固定于保护层的底部,所述透气管道贯穿于保护层,且透气管道上设置有气囊。
4.但是现有的高铁地板及加工工艺在使用时容易受到腐蚀,这就导致了地板的使用寿命降低,并且在使用的过程中不方便工作人员对地板进行更换和拆卸。因此,亟需一种高铁用防腐地板及加工工艺来解决上述问题。
技术实现要素:
5.本发明的目的在于提供一种高铁用防腐地板及加工工艺,以解决上述背景技术中提出的防腐性能能不佳和不方便安装和拆卸的问题。
6.本发明的技术方案是:一种高铁用防腐地板,包括防腐地板本体,所述防腐地板本体顶部内壁靠近四角处均焊接有固定柱,且防腐地板本体内部通过螺栓安装有支撑架,所述支撑架套接在固定柱的外部,且支撑架底部外壁靠近四角处均开有固定槽,所述固定槽中心处开有固定孔,且固定孔套接在固定柱的外部,所述防腐地板本体顶部外壁上开有透气孔,且防腐地板本体顶部内壁上焊接有连通管,所述连通管与透气孔相贯通,所述支撑架底部内壁上粘接有沥青垫,且连通管贯穿沥青垫。
7.进一步地,所述防腐地板本体一侧外壁上焊接有第一连接块,且第一连接块底部内壁上开有连接槽,所述防腐地板本体另一侧外壁上焊接有第二连接块,且第二连接块顶部外壁上焊接有连接头。
8.进一步地,所述支撑架顶部外壁靠近中心处开有通孔,且连通管插接在通孔的内部。
9.一种高铁用防腐地板加工工艺,包括以下步骤:s1.原料检验:工作人员将准备的原料进行检查,在检查的过程中,工作人员因对原料的质量和成色进行检查,并将不合格的原料剔除;s2.混料:工作人员将原料和催化剂进行混合,并通过搅拌机将原料进行充分的混合,并对混合后的原料进行检查;s3.挤出成型:工作人员将混合后的原料加热后输入到挤出机的内部,然后通过挤
出机挤出,再通过模具成型;s4.冷却:工作人员将从脱模后的防腐地板本体放置到通风的空间中,通过空气的流动自然冷却,在冷却的过程中,应减少进入到冷却空间中的灰尘量,减少灰尘对成型防腐地板本体的污染;s5.打磨:工作人员对冷却后的防腐地板本体进行检查后,将有瑕疵的防腐地板本体剔出,再对防腐地板本体的表面进行打磨,使防腐地板本体的表面更加的光滑;s6.焊接:工作人员两组成支撑架的钢材进行焊接,并对焊接的接口处和支撑架进行打磨抛光;s7.打孔:工作人员对焊接完成的支撑架的顶部外壁靠近四角处通过电钻进行打孔,并检查孔的位置是否对应;s8.安装:工作人员将支撑架安装到防腐地板本体的内部,之后将固定螺栓安装到位于防腐地板本体内部的固定柱的外部,进而对支撑架进行固定;s9.产品检验:工作人员对组装完成后的地板进行产品检查,检查支撑架的安装是否贴合,并检查防腐地板本体的表面在安装过程中是否有划痕。
10.进一步地,所述s3挤出成型中,在加工前应对挤出机进行预加热,且预加热的温度低于原料融化温度的30℃。
11.进一步地,所述s4冷却中,对防腐地板本体进行冷却的车间温度应控制在23
‑
26℃,且冷却时长为30min。
12.进一步地,所述s3挤出成型中,在加工前应对原料进行预加热,并且原料的温度应控制在原料最低熔点以下。
13.进一步地,所述s2混料中,工作人员将原料和催化剂按照∶的比例进行混合,并对混合后的原料进行充分的搅拌。
14.进一步地,所述s6焊接中,在对支撑架进行焊接的过程中,工作人员应先将焊接用的组件通过夹具固定后,再对组件进行焊接。
15.进一步地,所述s8安装中,工作人员在对支撑架进行安装的过程中,通过支撑架上的通孔对支撑架进行定位,再通过螺栓对支撑架进行固定。
16.本发明通过改进在此提供一种高铁用防腐地板及加工工艺,与现有技术相比,具有如下改进及优点:(1)通过设置的防腐地板本体和连通管,防腐地板本体和连通管能够在使用的过程中提高该地板的抗腐蚀能力,而连通管则能够在使用的过程中对防腐地板本体内部的支撑架起到透气的作用,进而能够对防止支撑架被腐蚀起到了一定的帮助。
17.(2)通过设置的支撑架,支撑架能够在使用的过程中对防腐地板本体起到支撑的作用,进而能够使地板具有更强的支撑性,能够提高该地板的使用寿命。
18.(3)通过设置的连接槽和连接头,连接槽和连接头能够在使用的过程中方便工作人员对相邻的地板进行安装,方便了工作人员对地板进行安装。并且能够减少地板之间的缝隙,提高了安装的质量。
19.(4)通过设置的透气孔和连通管,透气孔和连通管一方面能够使防腐地板本体的内部更加透气,另一方面能够对防腐地板本体表面的水起到引导的作用,进而能够方便工作人员对防腐地板本体的水进行清理。
附图说明
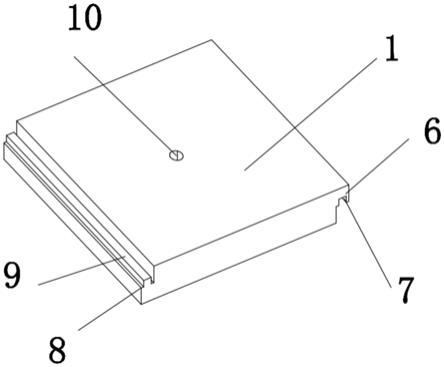
20.下面结合附图和实施例对本发明作进一步解释:图1是本发明的结构示意图;图2是本发明的防腐地板本体的结构示意图;图3是本发明的底部的机构示意图;图4是本发明的内部的结构示意图;图5是本发明的支撑架的机构示意图;图6是本发明的工艺流程图。
21.图中:1、防腐地板本体、2固定柱、3支撑架、4固定槽、5固定孔、6第一连接块、7连接槽、8第二连接块、9连接头、10透气孔、11连通管、12通孔、13沥青垫。
具体实施方式
22.下面将结合附图1
‑
6对本发明进行详细说明,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.实施例一一种高铁用防腐地板,包括防腐地板本体1,防腐地板本体1顶部内壁靠近四角处均焊接有固定柱2,且防腐地板本体1内部通过螺栓安装有支撑架3,支撑架3套接在固定柱2的外部,且支撑架3底部外壁靠近四角处均开有固定槽4,固定槽4中心处开有固定孔5,且固定孔5套接在固定柱2的外部,防腐地板本体1顶部外壁上开有透气孔10,且防腐地板本体1顶部内壁上焊接有连通管11,连通管11与透气孔10相贯通,支撑架3底部内壁上粘接有沥青垫13,且连通管11贯穿沥青垫13。
24.进一步地,防腐地板本体1一侧外壁上焊接有第一连接块6,且第一连接块6底部内壁上开有连接槽7,防腐地板本体1另一侧外壁上焊接有第二连接块8,且第二连接块8顶部外壁上焊接有连接头9。
25.进一步地,支撑架3顶部外壁靠近中心处开有通孔12,且连通管11插接在通孔12的内部。
26.一种高铁用防腐地板加工工艺,包括以下步骤:s1.原料检验:工作人员将准备的原料进行检查,在检查的过程中,工作人员因对原料的质量和成色进行检查,并将不合格的原料剔除;s2:混料:工作人员将原料和催化剂进行混合,并通过搅拌机将原料进行充分的混合,并对混合后的原料进行检查;s3.挤出成型:工作人员将混合后的原料加热后输入到挤出机的内部,然后通过挤出机挤出,再通过模具成型;s4.冷却:工作人员将从脱模后的防腐地板本体1放置到通风的空间中,通过空气的流动自然冷却,在冷却的过程中,应减少进入到冷却空间中的灰尘量,减少灰尘对成型防腐地板本体1的污染;s5.打磨:工作人员对冷却后的防腐地板本体1进行检查后,将有瑕疵的防腐地板
本体1剔出,再对防腐地板本体1的表面进行打磨,使防腐地板本体1的表面更加的光滑;s6.焊接:工作人员两组成支撑架3的钢材进行焊接,并对焊接的接口处和支撑架3进行打磨抛光;s7.打孔:工作人员对焊接完成的支撑架3的顶部外壁靠近四角处通过电钻进行打孔,并检查孔的位置是否对应;s8.安装:工作人员将支撑架3安装到防腐地板本体1的内部,之后将固定螺栓安装到位于防腐地板本体1内部的固定柱2的外部,进而对支撑架3进行固定;s9.产品检验:工作人员对组装完成后的地板进行产品检查,检查支撑架3的安装是否贴合,并检查防腐地板本体1的表面在安装过程中是否有划痕。
27.进一步地,s3挤出成型中,在加工前应对挤出机进行预加热,且预加热的温度低于原料融化温度的30℃。
28.进一步地,s4冷却中,对防腐地板本体1进行冷却的车间温度应控制在23℃,且冷却时长为27min。
29.进一步地,s3挤出成型中,在加工前应对原料进行预加热,并且原料的温度应控制在原料最低熔点以下。
30.进一步地,s2混料中,工作人员将原料和催化剂按照1∶10的比例进行混合,并对混合后的原料进行充分的搅拌。
31.进一步地,s6焊接中,在对支撑架3进行焊接的过程中,工作人员应先将焊接用的组件通过夹具固定后,再对组件进行焊接。
32.进一步地,s8安装中,工作人员在对支撑架3进行安装的过程中,通过支撑架3上的通孔对支撑架3进行定位,再通过螺栓对支撑架3进行固定。
33.实施例二一种高铁用防腐地板,包括以下步骤:包括防腐地板本体1,防腐地板本体1顶部内壁靠近四角处均焊接有固定柱2,且防腐地板本体1内部通过螺栓安装有支撑架3,支撑架3套接在固定柱2的外部,且支撑架3底部外壁靠近四角处均开有固定槽4,固定槽4中心处开有固定孔5,且固定孔5套接在固定柱2的外部,防腐地板本体1顶部外壁上开有透气孔10,且防腐地板本体1顶部内壁上焊接有连通管11,连通管11与透气孔10相贯通,支撑架3底部内壁上粘接有沥青垫13,且连通管11贯穿沥青垫13。
34.进一步地,防腐地板本体1一侧外壁上焊接有第一连接块6,且第一连接块6底部内壁上开有连接槽7,防腐地板本体1另一侧外壁上焊接有第二连接块8,且第二连接块8顶部外壁上焊接有连接头9。
35.进一步地,支撑架3顶部外壁靠近中心处开有通孔12,且连通管11插接在通孔12的内部。
36.一种高铁用防腐地板加工工艺,包括以下步骤:s1.原料检验:工作人员将准备的原料进行检查,在检查的过程中,工作人员因对原料的质量和成色进行检查,并将不合格的原料剔除;s2:混料:工作人员将原料和催化剂进行混合,并通过搅拌机将原料进行充分的混合,并对混合后的原料进行检查;
s3.挤出成型:工作人员将混合后的原料加热后输入到挤出机的内部,然后通过挤出机挤出,再通过模具成型;s4.冷却:工作人员将从脱模后的防腐地板本体1放置到通风的空间中,通过空气的流动自然冷却,在冷却的过程中,应减少进入到冷却空间中的灰尘量,减少灰尘对成型防腐地板本体1的污染;s5.打磨:工作人员对冷却后的防腐地板本体1进行检查后,将有瑕疵的防腐地板本体1剔出,再对防腐地板本体1的表面进行打磨,使防腐地板本体1的表面更加的光滑;s6.焊接:工作人员两组成支撑架3的钢材进行焊接,并对焊接的接口处和支撑架3进行打磨抛光;s7.打孔:工作人员对焊接完成的支撑架3的顶部外壁靠近四角处通过电钻进行打孔,并检查孔的位置是否对应;s8.安装:工作人员将支撑架3安装到防腐地板本体1的内部,之后将固定螺栓安装到位于防腐地板本体1内部的固定柱2的外部,进而对支撑架3进行固定;s9.产品检验:工作人员对组装完成后的地板进行产品检查,检查支撑架3的安装是否贴合,并检查防腐地板本体1的表面在安装过程中是否有划痕。
37.进一步地,s3挤出成型中,在加工前应对挤出机进行预加热,且预加热的温度低于原料融化温度的30℃。
38.进一步地,s4冷却中,对防腐地板本体1进行冷却的车间温度应控制在23℃,且冷却时长为25min。
39.进一步地,s3挤出成型中,在加工前应对原料进行预加热,并且原料的温度应控制在原料最低熔点以下。
40.进一步地,s2混料中,工作人员将原料和催化剂按照1∶10的比例进行混合,并对混合后的原料进行充分的搅拌。
41.进一步地,s6焊接中,在对支撑架3进行焊接的过程中,工作人员应先将焊接用的组件通过夹具固定后,再对组件进行焊接。
42.进一步地,s8安装中,工作人员在对支撑架3进行安装的过程中,通过支撑架3上的通孔对支撑架3进行定位,再通过螺栓对支撑架3进行固定。
43.实施例一、实施例二在冷却时车间温度和冷却市场不一致,其余参数一致,通过对最终得到的防腐地板进行防腐实验比对,实施例一中效果最佳。
44.工作原理:s1.原料检验:工作人员将准备的原料进行检查,在检查的过程中,工作人员因对原料的质量和成色进行检查,并将不合格的原料剔除;s2:混料:工作人员将原料和催化剂进行混合,并通过搅拌机将原料进行充分的混合,并对混合后的原料进行检查;s3.挤出成型:工作人员将混合后的原料加热后输入到挤出机的内部,然后通过挤出机挤出,再通过模具成型;s4.冷却:工作人员将从脱模后的防腐地板本体1放置到通风的空间中,通过空气的流动自然冷却,在冷却的过程中,应减少进入到冷却空间中的灰尘量,减少灰尘对成型防腐地板本体1的污染;s5.打磨:工作人员对冷却后的防腐地板本体1进行检查后,将有瑕疵的防腐地板本体1剔出,再对防腐地板本体1的表面进行打磨,使防腐地板本体1的表面更加的光滑;s6.焊接:工作人员两组成支撑架3的钢材进行焊接,并对焊接的接口处和支撑架3进行打磨抛光;s7.打孔:工作人员对焊接完成的支撑架3的顶部外壁靠近四角
处通过电钻进行打孔,并检查孔的位置是否对应;s8.安装:工作人员将支撑架3安装到防腐地板本体1的内部,之后将固定螺栓安装到位于防腐地板本体1内部的固定柱2的外部,进而对支撑架3进行固定;s9.产品检验:工作人员对组装完成后的地板进行产品检查,检查支撑架3的安装是否贴合,并检查防腐地板本体1的表面在安装过程中是否有划痕。
45.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。