1.本发明涉及生产设备技术领域,尤其涉及一种粘尘垫更换装置。
背景技术:
2.在化工生产车间以及其它对粉尘度要求较高的车间的门口通常需要放置粘尘垫,以粘附往来者鞋底上的尘土。现有技术中,粘尘垫一般裁切成矩形形状,直接放置于地面。当粘尘垫使用较长时间后需要更换时,使用者直接手动更换粘尘垫。
技术实现要素:
3.有鉴于此,有必要提供一种能够进行自动更换粘尘垫的更换装置。
4.本发明提供一种粘尘垫更换装置,包括框架、放卷辊、收卷辊以及控制模块。所述框架包括踏板,所述踏板用于支承粘尘垫。所述放卷辊用于放卷粘尘垫。所述收卷辊用于收卷粘尘垫。所述放卷辊和所述收卷辊设置于所述框架中并位于所述踏板的相对两侧,所述控制模块用于控制所述放卷辊和所述收卷辊转动以更换支承于所述踏板上的粘尘垫。
5.本发明提供的粘尘垫更换装置,通过控制模块控制所述放卷辊和所述收卷辊转动能够自动更换支承于所述踏板上的粘尘垫,提高了工作效率,降低了生产成本。
附图说明
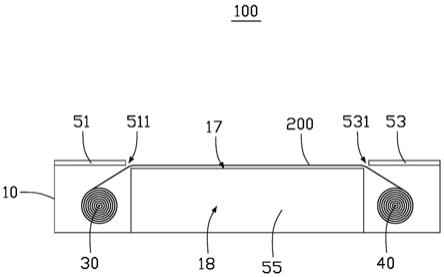
6.图1为本发明一实施方式提供的粘尘垫更换装置的结构示意图。
7.图2为图1所示粘尘垫更换装置的框架的结构示意图。
8.图3为本发明一实施方式提供的粘尘垫更换装置的功能模块图。
9.主要元件符号说明
10.粘尘垫更换装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100
11.框架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10
12.放卷辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
30
13.收卷辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
40
14.粘尘垫
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200
15.底框
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11
16.顶框
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
13
17.立柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
15
18.踏板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
17
19.收容腔
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
18
20.加强柱
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
19
21.第一盖板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51
22.第二盖板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
53
23.第三盖板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
55
24.第一缝隙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
511
25.第二缝隙
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
531
26.控制模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
60
27.设置模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
70
28.计时器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
80
29.感测器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
91
30.计数器
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
93
31.如下具体实施方式将结合上述附图进一步说明本发明。
具体实施方式
32.下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。
33.需要说明的是,除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。在本发明实施方式中使用的术语是仅仅出于描述特定实施方式的目的,而非旨在限制本发明。
34.请参阅图1,本发明一实施方式提供的粘尘垫更换装置100,其包括框架10、放卷辊30以及收卷辊40。所述放卷辊30设置于所述框架10设置于所述框架10的一端,用于放卷粘尘垫200。所述收卷辊40设置于所述框架10的另一端,用于收卷所述粘尘垫200。
35.请参阅图2,所述框架10包括底框11、顶框13、多个立柱15和踏板17。所述底框11和所述顶框13分别由四个连接杆依次连接形成。所述多个立柱15连接所述底框11和所述顶框13以围合成一收容腔18。本实施方式中,所述框架10包括八个立柱15,其中四个立柱15位于所述底框11及所述顶框13的四个边角处;另外四个立柱15位于所述底框11及所述顶框13的相对两侧。
36.所述踏板17设置于所述顶框13上并部分封盖所述收容腔18的顶端,用于供使用者踩踏。本实施方式中,所述踏板17包括间隔设置的多个横杆。在其他实施方式中,所述踏板17还可为一整块板。
37.所述框架10还包括多个加强柱19。所述多个加强柱19设置于所述底框11上,并连接所述底框11两相对的侧边。本实施方式中,所述框架10包括两个加强柱19,所述两个加强柱19对应所述踏板17的两相对侧边设置。
38.所述框架10由具有高抗拉强度的材质制成,例如铁、不锈钢等。
39.请参阅图1,所述放卷辊30收容于所述收容腔18中,并位于所述框架10的一端。所述收卷辊40收容于所述收容腔18中,并位于所述框架10远离所述放卷辊30的一端。
40.所述粘尘垫更换装置100还包括第一盖板51和第二盖板53。所述第一盖板51对应所述放卷辊30设置于所述顶框13上,并部分封盖所述收容腔18的顶端,用于保护所述放卷辊30,避免使用者踩踏。所述第一盖板51位于所述踏板17的一侧,并与所述踏板17之间形成第一缝隙511,用于供所述粘尘垫200穿过。所述第二盖板53对应所述收卷辊40设置于所述顶框13上,并部分封盖所述收容腔18的顶端,用于保护所述收卷辊40,避免使用者踩踏。所述第二盖板53位于所述踏板17背离所述第一盖板51的一侧,并与所述踏板17之间形成第二
缝隙531,用于供所述粘尘垫200穿过。本实施方式中,所述第一盖板51和所述第二盖板53活动设置于所述顶框13上,并能够相对所述顶框13打开,从而方便对所述放卷辊30和所述收卷辊40进行更换。所述第一盖板51和所述第二盖板53的材质可为木材、铁等。
41.所述粘尘垫更换装置100还包括所述第三盖板55。所述第三盖板55设置于所述顶框13和所述底框11的同一侧以封盖所述收容腔18的侧面。
42.所述粘尘垫200为带材。使用时,所述粘尘垫200绕卷于所述放卷辊30上形成料卷,且所述粘尘垫200的一端依次穿过所述第一缝隙511和所述第二缝隙531并绕卷于所述收卷辊40上。由此,部分粘尘垫200露出于所述框架10外并支承于所述踏板17上,用于粘附使用者鞋底的尘土。当需要更换该部分被使用的粘尘垫200时,转动所述放卷辊30和所述收卷辊40,所述收卷辊40收卷该部分被使用的粘尘垫200,所述放卷辊30放卷所述粘尘垫使部分未被使用的粘尘垫200重新支承于所述踏板17上,以完成露出于所述框架10外的所述粘尘垫200的更换。
43.请参阅图3,所述粘尘垫更换装置100还包括控制模块60。所述放卷辊30和所述收卷辊40分别和所述控制模块60电连接,所述控制模块60用于控制所述放卷辊30和所述收卷辊40转动。所述控制模块60可以为控制器、处理器、cpu、gpu、soc或fpga。
44.所述粘尘垫更换装置100还包括设置模块70。所述设置模块70用于设置一个时间间隔。所述设置模块70和所述控制模块60电连接,所述控制模块60用于按照所设置的时间间隔控制所述放卷辊30和所述收卷辊40的转动。
45.所述粘尘垫更换装置100还包括计时器80。所述计时器80用于对所述放卷辊30和所述收卷辊40的转动间隔进行计时。所述计时器80和所述控制模块60电连接,所述控制模块60用于在计时达到所设置的时间间隔后控制所述放卷辊30和所述收卷辊40转动。
46.使用时,当所述控制模块60启动时,所述计时器80启动进行计时,所述控制模块60在计时达到所设置的时间间隔后控制所述放卷辊30和所述收卷辊40转动预设时间,以更换支承于所述踏板17上的粘尘垫200;当所述放卷辊30和所述收卷辊40停止转动时,所述计时器80重新启动进行计时,所述控制模块60在计时达到所设置的时间间隔后再次控制所述放卷辊30和所述收卷辊40转动预设时间,以再次更换支承于所述踏板17上的粘尘垫200。
47.所述设置模块70还用于设置一个踩踏次数。所述控制模块60还用于按照所设置的踩踏次数控制所述放卷辊30和所述收卷辊40的转动。
48.所述粘尘垫更换装置100还包括感测器91和计数器93。所述感测器91设置于所述踏板17上,用于感测所述踏板17的踩踏情况。所述计数器93和所述感测器91电连接,用于根据感测结果对踩踏次数进行计数。所述计数器93和所述控制模块60电连接,所述控制模块60还用于在计数达到所设置的踩踏次数后控制控制所述放卷辊30和所述收卷辊40转动。
49.本实施方式中,所述感测器91为压力感测器。所述压力感测器用于感测所述踏板17上的压力变化。所述计数器93依据感测到的压力变化对踩踏次数进行计数。当计数达到所设置的踩踏次数后,所述控制模块60控制所述放卷辊30和所述收卷辊40转动预设时间,以更换支承于所述踏板17上的粘尘垫200;当所述放卷辊30和所述收卷辊40停止转动时,所述计数器93重新启动进行计数,所述控制模块60在计数达到所设置的踩踏次数后再次控制所述放卷辊30和所述收卷辊40转动预设时间,以再次更换支承于所述踏板17上的粘尘垫200。
50.在一可选的实施方式中,所述感测器91还可为一红外感测器。所述红外感测器用于感测所述踏板17上的使用者数量。所述计数器93依据感测到的使用者数量对踩踏次数进行计数。
51.本发明实施方式提供的粘尘垫更换装置100,通过控制模块60控制所述放卷辊30和所述收卷辊40转动能够自动更换支承于所述踏板17上的粘尘垫200,提高了工作效率,降低了生产成本。
52.以上所揭露的仅为本发明较佳实施方式而已,当然不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,仍属本发明所涵盖的范围。