1.本实用新型涉及陶瓷模具技术领域,尤其涉及一种树脂模具及注浆方法。
背景技术:
2.目前,生产卫生洁具所用的模具大多为石膏模具,在相关技术中,使用石膏模具生产卫生洁具时,注入石膏模具内的料浆含有大量的水分,这些水分需要被石膏模具吸收进而获得产品的坯体。每利用石膏模具生产五到六次坯体时,由于石膏模具吸收了料浆中的大量水分,会使石膏模具的水分达到饱和。当需要继续生产时,则必须将石膏模具晾干才可进行再次制坯,而晾干的过程需要耗费大量的时,干燥周期一般不低于七天,坯体成型后还需进一步烘干才能施釉,因此使用石膏模具制坯存在效率低、不能连续注浆的缺陷,且现有石膏模具结构形式单一,有些需要配合铁框使用,使用笨重制约了泥坯的批量生产。
技术实现要素:
3.本实用新型所要解决的技术问题,是针对上述存在的技术不足,提供了一种树脂模具,采用设置气孔率为30%-40%的树脂层,将树脂模具设置成多种结构形式,解决了现有石膏模具泥坯生产周期长,模具笨重,不能适应不同结构泥坯的批量生产问题。
4.为解决上述技术问题,本实用新型所采用的技术方案是:一种树脂模具,模具的模腔内设置有气孔率为30%-40%的多孔树脂层,所述多孔树脂层内设置有排水管网,所述模腔底部连通注浆系统,模具本体包括相对设置的左模和右模,所述左模和所述右模的分型面与水平面垂直设置。
5.进一步优化本技术方案,所述模具本体还包括下模,所述下模的分型面分别设置在所述左模和所述右模的内部,所述下模的分型面与所述左模和所述右模的分型面垂直设置。
6.进一步优化本技术方案,所述模具本体还包括上模,所述上模的分型面与所述下模的分型面平行设置。
7.进一步优化本技术方案,所述上模的左右两侧设置有合模定位凸檐,所述凸檐包括前部边缘处的契形导向部和后侧定位部,所述左模和所述右模的上部设置有所述凸檐形状相适应的定位槽。
8.与现有技术相比,本实用新型具有以下优点:本实用新型的目的在于提出一种用于陶瓷洁具制作的模具,在模具施压成型的过程中,可以将浆料中的多余水分通过多孔结构和排水机构快速排出,同时模具使用多孔树脂制成气孔率30%-40%,此种结构吸水性好,注浆压力可以达到0.3mpa-0.6mpa,强度高。去除了普通模具的铁框,减轻的重量进一步降低了成本,注浆过程可以达到1小时-2小时,一般根据卫生洁具的种类不同,注浆时间会不同,并且可以连续不间断注浆。大大的提高了制坯的效率。
附图说明
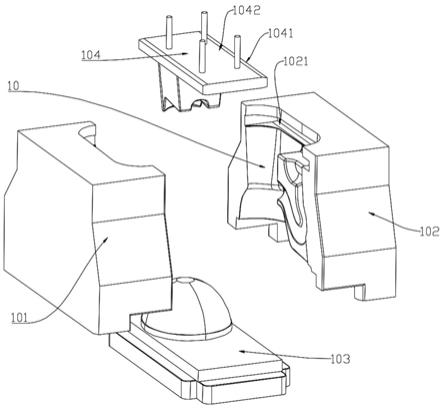
9.图1为一种树脂模具的爆炸结构示意图。
10.图2为一种树脂模具合模前的结构示意图。
11.图3为一种树脂模具的上模和下模合入左模后的示意图。
12.图4为一种树脂模具注浆完成后分离左模和右模后的示意图。
13.图中:1、多孔树脂层;10、模腔;101、左模;102、右模;1021、定位槽;103、下模;104、上模;1041、契形导向部;1042、定位部。
具体实施方式
14.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式的参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
15.除非另作定义,此处使用的技术术语或者科学术语应当为本实用新型所属领域内具有一般技能的人士所理解的通常意义。本实用新型专利申请说明书以及权利要求书中使用的“一个”、“一”或者“该”等类似词语也不表示数量限制,而是表示存在至少一个。“包括”或者“包含”等类似的词语意指出现在“包括”或者“包含”前面的元件或者物件涵盖出现在“包括”或者“包含”后面列举的元件或者物件及其等同,并不排除其他元件或者物件。“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
16.具体实施方式:结合图1-4所示,一种树脂模具,模具的模腔10内设置有气孔率为30%-40%的多孔树脂层1,所述多孔树脂层1内设置有排水管网,所述排水机构2可以为布局在树脂层1内部的多重毛细管道,所述毛细管集中与排水排气系统连通,所述模腔10底部连通注浆系统。所述模具本体包括相对设置的左模101和右模102,所述左模101和所述右模102的分型面与水平面垂直设置。
17.所述模具本体还包括下模103,所述下模103的分型面分别设置在所述左模101和所述右模102的内部,所述下模103的分型面与所述左模101和所述右模102的分型面垂直设置。
18.所述模具本体还包括上模104,所述上模104的分型面与所述下模103的分型面平行设置。
19.所述上模104的左右两侧设置有合模定位凸檐,所述凸檐包括前部边缘处的契形导向部1041和后侧定位部1042,所述左模101和所述右模102的上部设置有所述凸檐形状相适应的定位槽1021,所述凸檐和所述定位槽1021配合实现上模104在所述左模101和所述右模102之间的定位和压紧。
20.使用时,结合图1-4所示,对前述是实施例中所述的树脂模具进行注浆,首先树脂模具注浆前进行合模,包括以下步骤:
21.步骤一,先将左模101固定,下模103平移到左模101型腔的下侧;
22.步骤二,使所述上模104自由下降,直至所述契形导向部1041与所述定位槽1021平齐;
23.步骤三,将上模104推向左模101,直至契形导向部1041进入定位槽1021内,此时上模104与所述下模103上下对应,最后合入右模102。
24.合模后进行注浆,将泥浆的注浆压力设置为0.3-0.6mpa,泥浆从模腔10的底部注入,所述模腔10内的空气和水通过外周壁的树脂微孔排出。
25.其中,表一为在相同温度湿度情况下利用本专利树脂模具生产卫生陶瓷的马桶外套时,在不同气孔率和不同注浆压力下泥坯成型时长的实验数据。
26.表一:
[0027][0028]
普通石膏模具生产这种马桶外套成型和取坯时间长达7-8小时,通过与表一的时间数据对比,利用本专利结构的马桶外套模具出坯时间大大缩短。
[0029]
本实用新型的控制方式是通过控制器来自动控制,控制器的控制电路通过本领域的技术人员简单编程即可实现,属于本领域的公知常识,所以本实用新型不再详细解释控制方式和电路连接。
[0030]
应当理解的是,本实用新型的上述具体实施方式仅仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
技术特征:
1.一种树脂模具,其特征在于:模具的模腔(10)内设置有气孔率为30%-40%的多孔树脂层(1),所述多孔树脂层(1)内设置有排水管网,所述模腔(10)底部连通注浆系统,模具本体包括相对设置的左模(101)和右模(102),所述左模(101)和所述右模(102)的分型面与水平面垂直设置。2.根据权利要求1所述的一种树脂模具,其特征在于:所述模具本体还包括下模(103),所述下模(103)的分型面分别设置在所述左模(101)和所述右模(102)的内部,所述下模(103)的分型面与所述左模(101)和所述右模(102)的分型面垂直设置。3.根据权利要求2所述的一种树脂模具,其特征在于:所述模具本体还包括上模(104),所述上模(104)的分型面与所述下模(103)的分型面平行设置。4.根据权利要求3所述的一种树脂模具,其特征在于:所述上模(104)的左右两侧设置有合模定位凸檐,所述凸檐包括前部边缘处的契形导向部(1041)和后侧定位部(1042),所述左模(101)和所述右模(102)的上部设置有所述凸檐形状相适应的定位槽(1021)。
技术总结
本实用新型涉及陶瓷模具技术领域,尤其涉及一种树脂模具。模具的模腔内设置有气孔率为30%-40%的多孔树脂层,所述多孔树脂层远离所述模腔的一侧连接有排水机构,所述模腔底部连通有注浆系统。模具本体包括相对设置的左模和右模,所述左模和所述右模的分型面与水平面垂直设置,所述模具本体还包括下模和上模。模具施压成型的过程中,可以将浆料中的多余水分通过多孔结构和排水机构快速排出,同时模具使用多孔树脂制成气孔率30%-40%,此种结构吸水性好,注浆压力可以达到0.3MPa-0.6MPa强度高,注浆周期短。注浆周期短。注浆周期短。
技术研发人员:吕殿杰 吴江龙 夏同超
受保护的技术使用者:唐山森兰瓷科技有限公司
技术研发日:2021.06.17
技术公布日:2022/1/14