1.本实用新型属于混凝土构件加工制造领域,特别涉及一种叠合楼板自动化生产线。
背景技术:
2.叠合楼板是由预制板和现浇钢筋混凝土层叠合而成的装配整体式楼板。叠合楼板整体性好,板的上下表面平整,便于饰面层装修,适用于对整体刚度要求较高的高层建筑和大开间建筑。现有技术中,有一种混凝土构件的双层加工线,其专利申请号:201922278294 .5;申请日 2019 .12 .18;其结构包括第一车间和第二车间,第二车间在第一车间的正上方,第一车间内设有在前后方向上间隔设置的两排成型线,成型线包括布料机一和布料机二,布料机一和布料机二之间设置有可前后移动且可将模台顶起的摆渡车一,浇筑完的模台流转至过渡工位一,过渡工位二的左右两侧分别设置有预养护窑一和预养护窑二,预养护窑一左侧朝外的方向上依次设置有拉毛机一、静养工位一和养护窑一,预养护窑二右侧朝外的方向上依次设置有拉毛机二、静养工位二和养护窑二;第二车间内设置有用于两排在前后方向上间隔设置的边模预埋件摆放生产线。该装置通过将第二车间设置在第一车间的正上方,实现了缩短加工线的布局,节省了空间,但是其不足之处在于:生产时为了保证叠合楼板的结构强度,需要将网片钢筋置于叠合楼板的下部,因此要使用到上、下两组模具来制造叠合楼板,该加工线不适用于使用上、下两组模具生产叠合楼板。
技术实现要素:
3.本实用新型的目的是提供一种叠合楼板自动化生产线,能够实现高效率、自动化地生产制造叠合楼板,通过将模台和组合模具循环使用,整个生产线闭环循环工作,节省成本,通过布置两个养护窑来实现提高产能。
4.本实用新型的目的是这样实现的:一种叠合楼板自动化生产线,包括前后对应的布料装置和预养护窑,布料装置下方设置有若干布料振动工位,所述预养护窑内部并列设置有若干组从前到后依次排列的预养护工位,其特征在于,预养护窑后方对应设置有用于拆卸定位磁力盒和上模的拆上模机构,拆上模机构后方对应设置有对预成型的叠合楼板进行养护处理的养护机构,养护机构后方对应设置有用于拆卸下模并起吊成型叠合楼板的拆模起吊机构,拆模起吊机构的后方对应设置有将模台侧向流转输送的摆渡机构一,摆渡机构一后方依次设置有下模拆卸机构和下模安装机构,下模拆卸机构拆下的下模经模具清扫调直一体机清扫调直处理后由下模周转库送到下模安装机构上,下模安装机构后方设置有网片安装机构、上模安装固定机构、桁架安装固定机构、预埋件安装机构,所述拆上模机构拆下的上模经模具清扫调直一体机清扫调直处理后由上模周转库送到上模安装固定机构上,预埋件安装机构的后方对应设置有将模台侧向流转输送到布料振动工位前方的摆渡机构二;生产线上的模台沿着生产线传输方向依次流动循环使用。
5.本实用新型工作时包括如下步骤: s1:将清扫检查后的模台送到下模安装工位,
通过下模安装机械手在模台上安装四个下模,使得四个下模围成矩形设置,下模通过磁性组件定位吸附在模台上,再将装好下模的模台送到喷涂划线工位,在模台上各下模围成的矩形区域内喷涂脱模剂,在模台上划线标记出预埋件安装位置;s2:将模台送到依次送到网片安装工位、网片调整工位,先通过网片安装机械手将网片支撑安装在各下模上,网片包括若干横纵交错设置的钢筋,网片与各下模相对应设置,网片的前侧、后侧、左侧和右侧均超过对应下模向外延伸,再对支撑在下模上的网片位置进行调整,再将模台送到上模安装工位,上模安装机械手在上模安装工位上模台的每个下模上均对应安装一个上模;s3:装好网片的模台依次送到若干上下模打螺栓工位、安装磁盒工位,各上下模打螺栓工位和安装磁盒工位从前到后依次排列设置,先将上下模打螺栓工位上的模台的上模和下模通过法兰螺栓进行固定,再通过多个磁力盒将安装磁盒工位上的每个下模均与模台进行加固;s4:将装好磁盒的模台送到桁架安装工位,在网片上并列安装若干桁架,然后将模台送到若干向后依次排列设置的桁架网片绑扎工位,分别将各桁架网片绑扎工位的模台上的网片与桁架绑扎固定,并将网片上横纵相交的两根钢筋通过绑扎加固,再将模台送到若干向后依次排列设置的预埋件安装工位上,分别在各预埋件安装工位上模台的标记有预埋件安装位置处粘接固定预埋件;s5:将装好预埋件的模台送到若干向后依次排列设置的检查工位上,在第一个检查工位通过ccd投影指示系统对模台采样图像进行分析检验,然后在其余的各检查工位对相应模台上的组合模具、网片、桁架和预埋件进行检查;s6:将完成检查后的模台送到过渡工位一,过渡工位一上的模台再送到布料振动工位上。清扫后的模台再依次安装下模、网片、上模、桁架和预埋件,预埋件为塑料线盒,装模过程合理有序,装模后对其进行检查,防止有问题产生,降低次品率;s7:通过布料装置将混凝土浇筑在布料振动工位的模台上各组合模具围成的矩形区域内形成混凝土构件;s8:将布料后的混凝土构件及模台送入预养护窑内部进行预养护,预养护的时间为3~ 3.5小时,温度不超过40℃;s9:预养护成型后的混凝土构件及模台依次送到若干拆螺栓工位、拆上模工位和拆磁盒工位,在各拆螺栓工位分别将连接上模和下模的对应法兰螺栓拆除,在拆上模工位通过拆模机械手将对应上模脱模拆卸下来,在拆磁盒工位将对应磁力盒拆卸下来;s10:将模台和预养护成型后的混凝土构件送入养护窑进行养护,养护窑内进行养护的时间为8-10小时,温度55~60℃,湿度不小于90%;s11:养护成型后的混凝土构件即为叠合楼板,将叠合楼板和模台送入若干依次排列设置的拆模起吊工位,在各拆模起吊工位分别将相应模台上叠合楼板四周的四个下模与叠合楼板分离进行脱模,并通过行吊将叠合楼板送到成品存放区;s12:将模台和下模送到若干向后依次排列设置的整理下模工位上,在各整理下模工位上分别对各下模进行整理,将完好的合格下模与损坏的不合格下模进行分类放置,再将模台和下模送到搬下模工位上,将不合格下模送走,将合格下模进行清扫、调直;s13:将模台依次送到清扫模台工位、清扫检查工位,先对模台进行清扫,再对清扫后的模台进行检查;s14:若还有新的叠合楼板需要制造,则返回步骤s1继续循环;否则加工结束。
6.与现有技术相比,本实用新型的有益效果在于:通过在模台上先安装下模,再将网片安装在四组下模上,最后安装上模和桁架,将网片钢筋放置在四组下模和上模之间,柔性上模主体具有柔性,可以使得网片嵌入柔性上模主体内部,并保证上模和下模紧密贴合,防止混凝土从下模和上模的间隙中漏出去;预养护时间到后可以脱去上模,将上模回收循环利用,混凝土构件和下模进入养护窑后达到一定强度后可以出窑脱下模,将成型叠合楼板
送走,下模可以回收循环利用,最后模台清扫后继续使用于下一块叠合楼板的生产制造。本实用新型的制造叠合楼板的方法可以将模台和组合模具循环使用,整个流程循环操作,能够实现高效率、自动化地生产制造叠合楼板,更加节省成本,通过布置两个养护窑来提高产能。
7.作为本实用新型的进一步改进,所述预养护窑和各布料振动工位之间对应设置有可将从布料振动工位过来的模台侧向流转输送到与预养护窑内各组预养护工位相对应位置的摆渡机构三,所述拆上模机构依次包括从前向后排列设置的若干拆螺栓工位、拆上模工位和若干拆磁盒工位,在拆螺栓工位将连接上模和下模的螺栓拆下,与拆上模工位相对应设置有拆模机械手,在拆磁盒工位将加固下模的磁力盒拆下;所述拆上模机构与预养护窑之间设置有可以使得从各组预养护工位出来的模台依次向后传输的摆渡机构四;所述拆模起吊机构包括若干向后依次排列设置的拆模起吊工位,所述下模拆卸机构包括若干向后依次排列设置的整理下模工位,整理下模工位后方依次设置有搬下模工位、清扫模台工位、清扫检查工位,所述下模安装机构包括向后依次排列设置的下模安装工位、喷涂划线工位,与下模安装工位相对应地设置有下模安装机械手,所述网片安装机构包括向后依次排列设置的网片安装工位、网片调整工位,与网片安装工位相对应地设置有网片安装机械手,所述上模安装固定机构包括依次向后排列设置的上模安装工位、若干上下模打螺栓工位和若干安装磁盒工位,安装磁盒工位和拆磁盒工位之间设有磁盒回流通道,与上模安装工位相对应地设置有上模安装机械手;所述桁架安装固定机构依次包括向后排列设置的桁架安装工位和若干桁架网片绑扎工位,所述预埋件安装机构依次包括向后排列设置的若干预埋件安装工位和若干检查工位,与第一个检查工位相对应设置有对模台采集图像进行分析检验的ccd投影指示系统。
8.为了提高产能,所述摆渡机构二与布料振动工位之间设置有两个并列的过渡工位一,与过渡工位一相对应的布料振动工位并列设置有两个, 所述摆渡机构三包括若干并列设置的摆渡工位三,与各摆动工位三相对应平行设置有至少两个可将模台举起的侧向摆渡车三,侧向摆渡车三的移动路径与摆渡工位三上模台向后移动的方向垂直,侧向摆渡车三可往复移动,左右两侧的摆渡工位三与两个布料振动工位一一对应设置,各摆渡工位三与各组预养护工位一一对应设置,所述摆渡机构四包括若干并列设置的摆渡工位四,与各摆渡工位四相对应设置有至少两个可将模台举起的侧向摆渡车四,朝外一侧的摆渡工位四与拆螺栓工位相对应设置; 所述拆模起吊工位对应养护机构并列设置有多组,所述摆渡机构一包括若干与各拆模起吊工位后方相对应设置的前摆渡工位一,与第一个整理下模工位前方相对应设置有后摆渡工位一,前摆渡工位一上模台的移动方向与后摆渡工位一上模台的移动方向相反,各前摆渡工位一和后摆渡工位一位于同一纵向直线上排列设置,与各前摆渡工位一和后摆渡工位一相对应平行设置有至少两个侧向摆渡车一,侧向摆渡车一带动前摆渡工位一上的模台流动至后摆渡工位一上;所述搬下模工位和清扫模台工位之间设置有过渡工位二,所述下模安装工位和喷涂划线工位之间设置有过渡工位三;所述摆渡机构二包括与末端检查工位后方相对应设置的前摆渡工位二,与各过渡工位一前方相对应地并列设置有至少两个后摆渡工位二,前摆渡工位二上模台的移动方向与后摆渡工位二上模台的移动方向相反,前摆渡工位二和各后摆渡工位二在同一纵向直线上排列设置,与前摆渡工位二和各后摆渡工位二相对应平行设置有至少两个侧向摆渡车二,侧向摆渡车二带动前摆
渡工位二上的模台流动至对应后摆渡工位二上。将整条生产线分为两列,侧向摆渡车一和侧向摆渡车二可以改变模台流动方向,使得整条生产线实现闭环循环工作,提高加工效率并节省占地空间,侧向摆渡车三和侧向摆渡车四使得更多模台并列进入预养护窑提高产能。
9.作为本实用新型的进一步改进,所述养护窑包括车间内的室内养护窑和车间外的室外养护窑,室内养护窑和室外养护窑均包括两个左右对应的养护窑二和养护窑一,养护窑一和养护窑二之间设置有升降码垛机,靠近养护窑的所述拆磁盒工位与室内养护窑之间依次设有前摆渡工位五和若干并列设置的后摆渡工位五,各后摆渡工位五与室内养护窑相对应设置,与室外养护窑相对应地设置有一排前室外摆渡工位五和一排后室外摆渡工位五,各前室外摆渡工位五和各后室外摆渡工位五一一对应设置,前摆渡工位五和各前室外摆渡工位五均位于同一直线上排列设置,与前摆渡工位五相对应设置有至少两个前侧向摆渡车五,后摆渡工位五和各后室外摆渡工位五均位于同一直线上排列设置,与各后室外摆渡工位五和后摆渡工位五相对应设置有后侧向摆渡车五。养护时,拆磁盒工位将模台送到前摆渡工位五,前摆渡工位五将模台送到朝外一侧的后摆渡工位五上,后侧向摆渡车五将后摆渡工位五上的模台依次侧向输送以使得每个后摆渡工位五上均放置有一个模台,各后摆渡工位五上的模台再通过室内养护窑的养护窑一的底部通道送到升降码垛机上,升降码垛机将模台送到养护窑一或养护窑二内进行养护,当混凝土构件达到养护时间后,升降码垛机将装有成型叠合楼板的模台拉出并通过养护窑二的底部通道送到拆模起吊工位上;当室内养护窑内装满模台时,前侧向摆渡车五将前摆渡工位五上拆下磁力盒的模台依次侧向送到各前室外摆渡工位五上,各前室外摆渡工位五上的模台通过室外养护窑的养护窑二的底部通道送到升降码垛机上,升降码垛机将模台送到室外养护窑的养护窑一或养护窑二内进行养护,当室外养护窑内的混凝土构件达到养护时间后,升降码垛机将装有成型叠合楼板的模台拉出并通过养护窑二的底部通道依次送到各前室外摆渡工位五、各后室外摆渡工位五上,行车将各后室外摆渡工位五上的模台上的养护成型叠合楼板起吊运走后,后侧向摆渡车五将各后室外摆渡工位五上的模台侧向输送到相应后摆渡工位五上,各后摆渡工位五上的模台依次通过室内养护窑的养护窑一和养护窑二的底部通道后,再依次送到对应的各拆模起吊工位上,拆模起吊工位上的模台直接送到整理下模工位上。
10.作为本实用新型的进一步改进,所述室内养护窑的养护窑二和养护窑一、室外养护窑的养护窑二的底部通道处均设置有输送轮,生产线上的每个工位上均设置有两排从动轮,每排从动轮中均设置有至少一个主动轮,前后相邻的两个工位上的从动轮相互对应设置,模台在各工位上从前向后依次流动循环使用;各侧向摆渡车均与主动轮、从动轮相错开设置;所述生产线在车间内设置有两条,车间内设置有混凝土生产装置,混凝土生产装置通过两条通道将混凝土分别输送给两条生产线上的布料装置。距离较远的两个工位之间设置有主动轮、从动轮, 模台在各工位上流动循环使用,侧向摆渡车一和侧向摆渡车二可以改变模台流动方向,使得模台形成闭环流动,不仅节省车间空间,而且可以循环使用模台和组合模具,提高产能和效率;设置两条生产线可以提高产能,合理利用车间面积。
11.作为本实用新型的进一步改进,所述模具清扫调直一体机包括清扫台,所述清扫台的前后两侧分别设置有第一输送线辊、第二输送线辊,第一输送线辊的末端向后伸到清扫台上方,第二输送线辊的前端伸到清扫台上方,清扫台上方位于第一输送线辊和第二输
送线辊之间设置有过渡线辊,第一输送线辊、过渡线辊和第二输送线辊沿同一直线方向排列设置,清扫台上与第一输送线辊和过渡线辊的间隙处对应设置有至少两组左右对应的第一清扫机构,至少两组第一清扫机构之间留有可容模具通过的间隙,与过渡线辊和第二输送线辊的间隙处对应设置有若干组第二清扫机构;清扫台上设置有固定架,固定架上对应支撑在第一输送线辊和过渡线辊上的模具设置有若干组夹持机构,各组夹持机构沿线辊输送方向排列设置,所述第二输送线辊的末端与调直机构相对应设置,所述调直机构包括若干组从前到后依次排列设置的调直辊对,每组所述调直辊对包括相互对应的上调直辊和下调直辊。本一体机能够对输送线辊上的长条状模具进行连续清洗和调直,以便循环利用模具,提高了模具清扫和调直效率。
12.作为本实用新型的进一步改进,所述下模周转库和上模周转库均包括若干边模库,边模库上设置有多组用于输送边模的输送线,与边模库的进口侧相对应设置有入库移栽机构,与入库移栽机构相对应设置有入库辊杠线,入库辊杠线将边模输送至入库抓取位置,入库移栽机构将边模移送至边模库任一输送线上,所述任一输送线将边模送至边模库的出口侧,与边模库的出口侧相对应设置有出库移栽机构,与出库移栽机构相对应设置有出库辊杠线,所述出库移栽机构将边模库出口侧的边模移送至出库辊杠线上,出库辊杠线将边模输送至边模安装位置。上模和下模均称为边模,边模通过入库辊杠线流至入库抓取位置,推料气缸将边模推送至入库移栽机构上,入库移栽机构抓取边模并将其放入边模库上的任一输送线上,输送线将边模输送至出口侧,出库移栽机构抓取边模并输送至出库辊杠线上,出库辊杠线将边模输送至边模安装位置,边模安装位置为上模安装工位或下模安装工位,上模安装工位处的上模安装机械手或下模安装工位的下模安装机械手将边模在模台上安装好。能够将生产线上拆下洗净后的模具再转送到模具安装工位循环使用,提高模具周转效率,保证模具供给充足,实现提高叠合板的生产效率,用于叠合板自动生产线上,可以用于周转边模。
13.作为本实用新型的进一步改进,与喷涂划线工位相对应设置有喷涂划线一体机,喷涂划线一体机包括控制台和两根相互平行的横向梁,每根横向梁的下侧均沿长度方向依次排列设置有一排支撑柱,支撑柱支撑在地面上,每根所述横向梁上均横向设置有至少一根x轴导轨,两根横向梁之间设置有纵向梁,纵向梁的左右两端均设置有横移座,两个横移座分别与对应横向梁上的x轴导轨相活动连接,两个横移座上均对应横向梁设置有驱动机构一,所述纵向梁上纵向设置有至少一根y轴导轨,纵向梁上还设置有与y轴导轨相活动连接的纵移座,纵移座上对应纵向梁设置有驱动机构二,所述纵移座上设置有可上下移动的竖直升降臂,升降臂下端设置有脱模剂喷头和色浆喷头,与脱模剂喷头和色浆喷头分别对应设置有脱模剂供给站和色浆供给站,喷涂划线工位设置在两排支撑柱之间,喷涂划线工位上定位放置有模台。喷涂划线一体机工作时,两个驱动机构一同步带动两个横移座移动,两个横移座带动纵向梁移动,驱动机构二带动纵移座沿着纵向梁移动,升降臂上下移动带动脱模剂喷头和色浆喷头调整到适合向模台喷出液体的距离,纵移座上用于驱动升降臂升降的机构为齿轮齿条机构、液压缸或气缸。本装置用于叠合板生产线,模台在生产线上各工位依次流转移动,装置用于机械手布模的生产模式中,喷涂划线工位的模台上已安装有四个下模,脱模剂喷头对四个下模围成的矩形区域进行喷涂脱模剂作业,便于浇筑完混凝土后进行脱模,通过色浆喷头在模台上表面画出预埋件位置。
14.作为本实用新型的进一步改进,与网片安装工位相对应设置有网片周转系统,网片周转系统包括用于存放多个网片的网片存放库,与网片存放库的一侧相对应设置有网片来料线,网片来料线将制造好的网片送到入库抓取位置,与网片存放库和网片来料线相对应设置有堆垛机器人,堆垛机器人将入库抓取位置处的网片放入网片存放库,与网片存放库的另一侧相对应设置有网片出料线,堆垛机器人抓取网片存放库上的网片送到网片出料线上,网片出料线将网片送到上料抓取位置,与网片出料线相对应设置有网片安装机械手,网片安装机械手抓取上料抓取位置的网片并送到网片安装工位。网片生产装置将制造出的网片依次逐个放置在网片来料线的进料端,网片来料线将网片输送到出料端即入库抓取位置,堆垛机器人从网片来料线入库抓取位置抓取网片,再将其放入网片存放库,网片存放库可存放网片一百多个,网片出库时,堆垛机器人在网片存放库里抓取网片,将其移动送至网片出料线的进料端,网片出料线将网片输送到出料端即上料抓取位置,网片安装机械手抓取上料抓取位置的网片并送到网片安装工位,完成网片的自动上料安装,网片安装机械手通过电磁铁吸附固定网片。网片存放库可以存放网片一百多个,保证了自动生产混凝土构件的生产线的网片安装工位拥有足够数量的供给网片,能够实现自动将网片送到网片安装工位。
附图说明
15.图1为本实用新型的结构示意图。
16.图2为单条生产线的结构示意图。
17.图3为图2的局部放大图。
18.图4为图2的局部放大图。
19.图5为图2的局部放大图。
20.图6为图2的局部放大图。
21.图7为检查工位的结构示意图。
22.图8为上模和下模的立体结构图。
23.图9为上模和下模的立体结构图。
24.图10为上模和下模的剖视图。
25.图11为四组组合模具围成矩形的俯视图。
26.图12为网片的结构示意图。
27.图13为桁架的结构示意图。
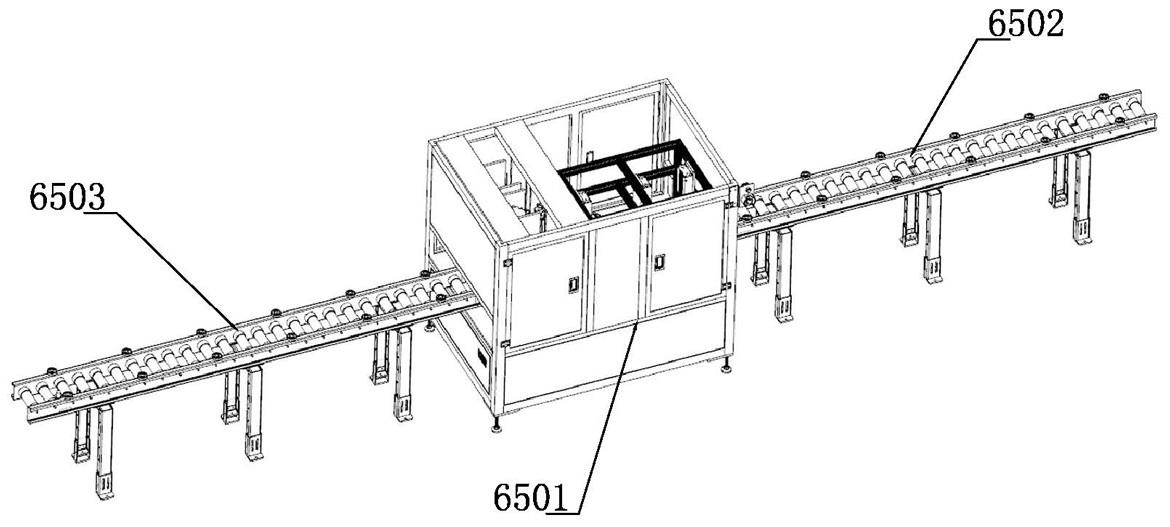
28.图14为模具清扫调直一体机的立体结构图。
29.图15为清扫台上的结构示意图。
30.图16为清扫台上的结构示意图。
31.图17为清扫机构和夹持机构的结构示意图。
32.图18为清扫盘的结构示意图。
33.图19为第二清扫机构的结构示意图。
34.图20为夹持机构的结构示意图。
35.图21为调直机构的立体结构图。
36.图22为调直机构的立体结构图。
37.图23为安装辊座和调直辊对的结构示意图。
38.图24为安装辊座和调直辊对的放大图。
39.图25为侧安装板和调直辊对的立体结构图。
40.图26为本实用新型的边模库的结构示意图。
41.图27为链板输送线的结构示意图。
42.图28为链板输送线的局部放大图。
43.图29为链板输送线的链条一、链板的结构示意图。
44.图30为间距微调机构的结构示意图。
45.图31为本实用新型的俯视图。
46.图32为入库移栽机构的结构示意图。
47.图33为升降支架和支撑柱的俯视图。
48.图34为入库移栽机构和入库辊杠线的结构示意图。
49.图35为移栽输送组件的侧视图。
50.图36为靠近移栽机构的杠支架的结构示意图。
51.图37为喷涂划线一体机的结构示意图。
52.图38为图37 中a处的放大图。
53.图39为横移座和横向滑块的放大图。
54.图40为网片周转系统的结构示意图。
55.图41为网片周转系统的结构示意图。
56.其中,1上模,101柔性上模主体,102加固件,102a平板,102b竖直板,2下模, 3法兰螺栓,3a锁紧螺母,4连接孔,5锅磁,6网片,7桁架,8布料振动工位,9布料装置,10预养护窑,11预养护工位,12拆螺栓工位,13拆上模工位,14拆磁盒工位,15拆模机械手,16拆模起吊工位,17整理下模工位,18搬下模工位,19清扫模台工位,20清扫检查工位,21下模安装工位,22下模安装机械手,23喷涂划线工位,24网片安装工位,25网片安装机械手,26网片调整工位,27上模安装工位,28上模安装机械手,29上下模打螺栓工位,30安装磁盒工位,31桁架安装工位,32桁架网片绑扎工位,33预埋件安装工位,34检查工位,35过渡工位一,36上模周转库,37磁盒回流通道,38下模周转库,39摆渡工位三,40侧向摆渡车三,41摆渡工位四,42侧向摆渡车四,43前摆渡工位一,44后摆渡工位一,45侧向摆渡车一,46过渡工位二,47过渡工位三,48前摆渡工位二,49后摆渡工位二,50侧向摆渡车二,51室内养护窑,52室外养护窑,53养护窑一,54养护窑二,55升降码垛机,56前摆渡工位五,57后摆渡工位五,58前室外摆渡工位五,59后室外摆渡工位五,60前侧向摆渡车五,61后侧向摆渡车五, 62从动轮,63主动轮,64输送轮,65模具清扫调直一体机,6501清扫台,6502第一输送线辊,6503第二输送线辊,6504过渡线辊,6505固定架,6506上调直辊,6507下调直辊,6508护罩,6509安装座,6510电机,6511清扫盘,6512加强凸条,6513刮刀,6514安装架,6515减速器,6516刷头,6517定位座板,6518气缸,6519推动板,6520上座板,6521弹簧,6522定位辊座,6523夹持压辊,6524支撑架,6525底座板,6526侧安装板,6526a安装辊座,6527调直槽,6528限位杆,6529皮带轮机构,6530上齿轮,6531下齿轮,6532过渡齿轮,6533支撑座板,6534轴承座,6535第三输送线辊, 6601边模库,6601a单元库,6602入库移栽机构,6603入库辊杠线,6604出库移栽机构,6605出库辊杠线,6606侧库支架,6606a立柱,6607链板输送线,6608侧固定梁,6609支座,
6610转轴,6611链板,6612输送工装,6613减速器,6614电机,6615链轮链条机构,6616辅助承托链轮链条组件,6617链轮一,6618链条一,6618a连接件,6619轴承安装板,6620导向板,6620a导轨条,6621轴承座, 6622固定板,6623调节螺杆,6624固定螺母,6625腰形调节槽,6626外框架,6626a支撑柱,6627升降支架,6627a升降梁,6627b滑块,6627b1侧滑部,6628横移架,6628a底杆,6628b连接杆,6628c立杆,6629移栽输送组件,6629a侧安座板,6629b链轮二,6629c链条二,6630移栽工装,6631升降链轮,6632升降链条,6632a传动件,6633加固杆,6634齿条,6634a齿轮,6635加强杆,6636联接轴,6637杠支架,6638输送辊,6639辊支撑杆,6640挡料板,6641推料气缸, 67喷涂划线一体机,6701控制台,6702横向梁,6703支撑柱,6704x轴导轨,6705纵向梁,6706横移座,6707 y轴导轨,6708纵移座,6709升降臂,6710脱模剂喷头,6711色浆喷头,6712脱模剂供给站,6713色浆供给站,6714横向滑块,6715纵向滑块,68模台,69网片周转系统,6901网片存放库,6902网片来料线,6903堆垛机器人,6904网片出料线,70混凝土生产装置。
具体实施方式
57.如图1-41,为一种叠合楼板自动化生产线,包括前后对应的布料装置9和预养护窑10,布料装置9下方设置有若干布料振动工位8,预养护窑10内部并列设置有若干组从前到后依次排列的预养护工位11,其特征在于,预养护窑10后方对应设置有用于拆卸定位磁力盒和上模1的拆上模机构,拆上模机构后方对应设置有对预成型的叠合楼板进行养护处理的养护机构,养护机构后方对应设置有用于拆卸下模2并起吊成型叠合楼板的拆模起吊机构,拆模起吊机构的后方对应设置有将侧向流转输送的摆渡机构一,摆渡机构一后方依次设置有下模拆卸机构和下模安装机构,下模拆卸机构拆下的下模2经模具清扫调直一体机清扫调直处理后由下模周转库38送到下模安装机构上,下模安装机构后方设置有网片安装机构、上模安装固定机构、桁架安装固定机构、预埋件安装机构,所述拆上模机构拆下的上模1经模具清扫调直一体机清扫调直处理后由上模周转库36送到上模安装固定机构上,预埋件安装机构的后方对应设置有将侧向流转输送到布料振动工位8前方的摆渡机构二;生产线上的沿着生产线传输方向依次流动循环使用。
58.预养护窑10和各布料振动工位8之间对应设置有可将从布料振动工位8过来的模台侧向流转输送到与预养护窑10内各组预养护工位11相对应位置的摆渡机构三,所述拆上模机构依次包括从前向后排列设置的若干拆螺栓工位12、拆上模工位13和若干拆磁盒工位14,在拆螺栓工位12将连接上模1和下模2的螺栓拆下,与拆上模工位13相对应设置有拆模机械手15,在拆磁盒工位14将加固下模2的磁力盒拆下;所述拆上模机构与预养护窑10之间设置有可以使得从各组预养护工位11出来的模台依次向后传输的摆渡机构四;所述拆模起吊机构包括若干向后依次排列设置的拆模起吊工位16,所述下模拆卸机构包括若干向后依次排列设置的整理下模工位17,整理下模工位17后方依次设置有搬下模工位18、清扫模台工位19、清扫检查工位3420,所述下模安装机构包括向后依次排列设置的下模安装工位21、喷涂划线工位23,与下模安装工位21相对应地设置有下模安装机械手22,所述网片安装机构包括向后依次排列设置的网片安装工位24、网片调整工位26,与网片安装工位24相对应地设置有网片安装机械手25,所述上模安装固定机构包括依次向后排列设置的上模安装工位27、若干上下模打螺栓工位29和若干安装磁盒工位30,安装磁盒工位30和拆磁盒工位14
之间设有磁盒回流通道37,与上模安装工位27相对应地设置有上模安装机械手28;所述桁架安装固定机构依次包括向后排列设置的桁架安装工位31和若干桁架网片绑扎工位32,所述预埋件安装机构依次包括向后排列设置的若干预埋件安装工位33和若干检查工位34,与第一个检查工位34相对应设置有对模台采集图像进行分析检验的ccd投影指示系统。
59.为了提高产能,所述摆渡机构二与布料振动工位8之间设置有两个并列的过渡工位一35,与过渡工位一35相对应的布料振动工位8并列设置有两个, 所述摆渡机构三包括若干并列设置的摆渡工位三39,与各摆动工位三相对应平行设置有至少两个可将模台举起的侧向摆渡车三40,侧向摆渡车三40的移动路径与摆渡工位三39上模台向后移动的方向垂直,侧向摆渡车三40可往复移动,左右两侧的摆渡工位三39与两个布料振动工位8一一对应设置,各摆渡工位三39与各组预养护工位11一一对应设置,所述摆渡机构四包括若干并列设置的摆渡工位四41,与各摆渡工位四41相对应设置有至少两个可将模台举起的侧向摆渡车四42,朝外一侧的摆渡工位四41与拆螺栓工位12相对应设置; 拆模起吊工位16对应养护机构并列设置有多组,所述摆渡机构一包括若干与各拆模起吊工位16后方相对应设置的前摆渡工位一43,与第一个整理下模工位17前方相对应设置有后摆渡工位一44,前摆渡工位一43上模台的移动方向与后摆渡工位一44上模台的移动方向相反,各前摆渡工位一43和后摆渡工位一44位于同一纵向直线上排列设置,与各前摆渡工位一43和后摆渡工位一44相对应平行设置有至少两个侧向摆渡车一45,侧向摆渡车一45带动前摆渡工位一43上的模台流动至后摆渡工位一44上;搬下模工位18和清扫模台工位19之间设置有过渡工位二46,下模安装工位21和喷涂划线工位23之间设置有过渡工位三47;所述摆渡机构二包括与末端检查工位34后方相对应设置的前摆渡工位二48,与各过渡工位一35前方相对应地并列设置有至少两个后摆渡工位二49,前摆渡工位二48上模台的移动方向与后摆渡工位二49上模台的移动方向相反,前摆渡工位二48和各后摆渡工位二49在同一纵向直线上排列设置,与前摆渡工位二48和各后摆渡工位二49相对应平行设置有至少两个侧向摆渡车二50,侧向摆渡车二50带动前摆渡工位二48上的模台流动至对应后摆渡工位二49上。将整条生产线分为两列,侧向摆渡车一45和侧向摆渡车二50可以改变模台流动方向,使得整条生产线实现闭环循环工作,提高加工效率并节省占地空间,侧向摆渡车三40和侧向摆渡车四42使得更多模台并列进入预养护窑10提高产能。
60.所述养护窑包括车间内的室内养护窑51和车间外的室外养护窑52,室内养护窑51和室外养护窑52均包括两个左右对应的养护窑二54和养护窑一53,养护窑一53和养护窑二54之间设置有升降码垛机55,靠近养护窑的拆磁盒工位14与室内养护窑51之间依次设有前摆渡工位五56和若干并列设置的后摆渡工位五57,各后摆渡工位五57与室内养护窑51相对应设置,与室外养护窑52相对应地设置有一排前室外摆渡工位五58和一排后室外摆渡工位五59,各前室外摆渡工位五58和各后室外摆渡工位五59一一对应设置,前摆渡工位五56和各前室外摆渡工位五58均位于同一直线上排列设置,与前摆渡工位五56相对应设置有至少两个前侧向摆渡车五60,后摆渡工位五57和各后室外摆渡工位五59均位于同一直线上排列设置,与各后室外摆渡工位五59和后摆渡工位五57相对应设置有后侧向摆渡车五61。养护时,拆磁盒工位14将模台送到前摆渡工位五56,前摆渡工位五56将模台送到朝外一侧的后摆渡工位五57上,后侧向摆渡车五61将后摆渡工位五57上的模台依次侧向输送以使得每个后摆渡工位五57上均放置有一个模台,各后摆渡工位五57上的模台再通过室内养护窑51的
养护窑一53的底部通道送到升降码垛机55上,升降码垛机55将模台送到养护窑一53或养护窑二54内进行养护,当混凝土构件达到养护时间后,升降码垛机55将装有成型叠合楼板的模台拉出并通过养护窑二54的底部通道送到拆模起吊工位16上;当室内养护窑51内装满模台时,前侧向摆渡车五60将前摆渡工位五56上拆下磁力盒的模台依次侧向送到各前室外摆渡工位五58上,各前室外摆渡工位五58上的模台通过室外养护窑52的养护窑二54的底部通道送到升降码垛机55上,升降码垛机55将模台送到室外养护窑52的养护窑一53或养护窑二54内进行养护,当室外养护窑52内的混凝土构件达到养护时间后,升降码垛机55将装有成型叠合楼板的模台拉出并通过养护窑二54的底部通道依次送到各前室外摆渡工位五58、各后室外摆渡工位五59上,行车将各后室外摆渡工位五59上的模台上的养护成型叠合楼板起吊运走后,后侧向摆渡车五61将各后室外摆渡工位五59上的模台侧向输送到相应后摆渡工位五57上,各后摆渡工位五57上的模台依次通过室内养护窑51的养护窑一53和养护窑二54的底部通道后,再依次送到对应的各拆模起吊工位16上,拆模起吊工位16上的模台直接送到整理下模工位17上。
61.室内养护窑51的养护窑二54和养护窑一53、室外养护窑52的养护窑二54的底部通道处均设置有输送轮64,生产线上的每个工位上均设置有两排从动轮62,每排从动轮62中均设置有至少一个主动轮63,前后相邻的两个工位上的从动轮62相互对应设置,模台在各工位上从前向后依次流动循环使用;各侧向摆渡车均与主动轮63、从动轮62相错开设置;所述生产线在车间内设置有两条,车间内设置有混凝土生产装置70,混凝土生产装置70通过两条通道将混凝土分别输送给两条生产线上的布料装置9。距离较远的两个工位之间设置有主动轮63、从动轮62, 模台在各工位上流动循环使用,侧向摆渡车一45和侧向摆渡车二50可以改变模台流动方向,使得模台形成闭环流动,不仅节省车间空间,而且可以循环使用模台和组合模具,提高产能和效率;设置两条生产线可以提高产能,合理利用车间面积。
62.模具清扫调直一体机65包括清扫台6501,清扫台6501的前后两侧分别设置有第一输送线辊6502、第二输送线辊6503,第一输送线辊6502的末端向后伸到清扫台6501上方,第二输送线辊6503的前端伸到清扫台6501上方,清扫台6501上方位于第一输送线辊6502和第二输送线辊6503之间设置有过渡线辊6504,第一输送线辊6502、过渡线辊6504和第二输送线辊6503沿同一直线方向排列设置,清扫台6501上与第一输送线辊6502和过渡线辊6504的间隙处对应设置有至少两组左右对应的第一清扫机构,至少两组第一清扫机构之间留有可容模具通过的间隙,与过渡线辊6504和第二输送线辊6503的间隙处对应设置有若干组第二清扫机构;清扫台6501上设置有固定架6505,固定架6505上对应支撑在第一输送线辊6502和过渡线辊6504上的模具设置有若干组夹持机构,各组夹持机构沿线辊输送方向排列设置,第二输送线辊6503的末端与调直机构相对应设置,所述调直机构包括若干组从前到后依次排列设置的调直辊对,每组所述调直辊对包括相互对应的上调直辊6506和下调直辊6507。清扫台6501上对应第一清扫机构、第二清扫机构设置有护罩6508,护罩6508的前后两侧分别开设有可容第一输送线辊6502、第二输送线辊6503穿过的间隙。
63.所述第一清扫机构包括安装在清扫台6501上的安装座6509,安装座6509上设置有与电机6510相传动连接的减速器6515,减速器6515的输出端套设有圆形清扫盘6511,清扫盘6511表面沿周向等间隔设置有若干径向加强凸条6512,加强凸条6512靠近清扫盘6511外周的一端设有刮刀6513,第一输送线辊6502将模具送到至少两个对应的清扫盘6511之间,
各刮刀6513对模具清扫。每组所述第二清扫机构均包括两个左右对应的安装架6514,安装架6514上竖直安装有减速器6515,减速器6515输入端与电机6510相传动连接,减速器6515输出端向下穿过安装架6514底部并连接有圆柱刷头6516,刷头6516外周均匀布满设置有多根刷毛,模具通过过渡线辊6504后从对应的两个刷头6516之间通过进行清扫,每组第二清扫机构的两个安装架6514的顶部均与护罩6508相固定,各组第二清扫机构沿各线辊输送方向依次排列设置。固定架6505上位于第一输送线辊6502的上方沿输送方向依次排列设置有至少两组夹持机构,固定架6505上位于过渡线辊6504的上方对应设置有至少一组夹持机构,所述夹持机构包括与固定架6505相固定的定位座板6517,定位座板6517上竖直设置有气缸6518,气缸6518的活塞杆伸出端设置有推动板6519,推动板6519下侧固定连接有上座板6520,上座板6520通过至少两个弹簧6521连接有定位辊座6522,定位辊座6522上可转动地设置有压靠模具的夹持压辊6523;过渡线辊6504与固定架6505相固定。
64.所述调直机构的下方设置有支撑架6524,支撑架6524上水平设置有底座板6525,底座板6525上设置有两块相互平行的侧安装板6526,各调直辊对设置在两块侧安装板6526之间,侧安装板6526上对应各上调直辊6506和下调直辊6507设置有若干支撑辊轴的安装辊座6526a,调直辊对的上调直辊6506和下调直辊6507中部均开设有环形调直槽6527,长条状模具的上下两侧分别对应上调直辊6506调直槽6527、下调直辊6507调直槽6527设置,两块侧安装板6526之间位于任意相邻的两组调直辊对之间均设置有调整限位组件,所述调整限位组件包括两根上下对应的限位杆6528,两根限位杆6528之间留有可容模具穿过的间隙;各调直辊对均与驱动机构相传动连接。所述驱动机构包括安装在支撑架6524上的减速器6515,支撑架6524下侧设置有驱动电机6510,驱动电机6510输出端通过皮带轮机构6529与减速器6515输入端相传动连接,调直辊对的上调直辊6506和下调直辊6507的辊轴分别穿过对应侧安装板6526并分别套设有上齿轮6530和下齿轮6531,上齿轮6530和下齿轮6531相互啮合,相邻的两个下齿轮6531之间啮合设置有过渡齿轮6532,底座板6525上对应各过渡齿轮6532竖直设置有支撑座板6533,过渡齿轮6532的齿轮轴两端通过轴承座6534分别可转动地支撑在支撑座板6533和外侧的侧安装板6526上,过渡齿轮6532的齿轮轴垂直穿过内侧的侧安装板6526设置,任一过渡齿轮6532的齿轮轴穿过支撑座板6533并与减速器6515输出端相传动连接。与调节机构的出料端相对应设置有第三输送线辊6535。第三输送线辊6535上完成调直后的下模喷完脱模剂后再通过输送机构送到下模周转库上。
65.模具清扫调直一体机65工作时,第一输送线辊6502将多个模具依次向后输送,模具来到清扫台6501上后,夹持机构和输送线辊配合使得模具被夹持定位,模具自动导入、进给到两组左右对应的第一清扫机构之间,第一输送线辊6502上方的夹持机构将模具下压夹持,电机6510减速后带动清扫盘6511转动,模具移动到至少两个清扫盘6511之间时,刮刀6513对模具侧面进行清理,先将脏的东西刮下,便于刷头6516后面清扫;然后模具继续向后输送经过过渡线辊6504时,气缸6518带动夹持压辊6523下压模具,弹簧6521给予定位辊座6522压力,使得模具清扫时被夹持压辊6523和线辊夹持,便于清扫,模具再进给到第二清扫机构处,模具从两个刷头6516之间通过,左右两侧的刷毛对模具进一步清理;最后模具来到第二输送线辊6503上,第二输送线辊6503将模具输送到调直机构上,驱动电机6510减速后带动对应的过渡齿轮6532的齿轮轴转动,过渡齿轮6532带动各下齿轮6531转动,上齿轮6530和下齿轮6531实现啮合转动,各下调直辊6507的高度位置相同,各上调直辊6506的高
度变化实现将模具调直,各组调直辊对依次对模具进行调直,完成清理调直后的模具通过第三输送线辊6535送走。模具清扫调直一体机65能够对输送线辊上的长条状模具进行连续清洗调直,以便循环利用模具,提高了模具清扫和调直效率。
66.下模周转库38和上模周转库36均包括若干边模库6601,边模库6601上设置有多组用于输送边模的输送线,与边模库6601的进口侧相对应设置有入库移栽机构6602,与入库移栽机构6602相对应设置有入库辊杠线6603,入库辊杠线6603将边模输送至入库抓取位置,入库移栽机构6602将边模移送至边模库6601任一输送线上,所述任一输送线将边模送至边模库6601的出口侧,与边模库6601的出口侧相对应设置有出库移栽机构6604,与出库移栽机构6604相对应设置有出库辊杠线6605,出库移栽机构6604将边模库6601出口侧的边模移送至出库辊杠线6605上,出库辊杠线6605将边模输送至边模安装位置。
67.为了增大边模存放量,上模和下模均为边模,边模库6601包括若干并列设置的单元库6601a,每个单元库6601a均包括两个左右对应的侧库支架6606,所述输送线为链板输送线6607,多层链板输送线6607从上到下依次排列设置在两个侧库支架6606之间,链板输送线6607包括两根相互平行的纵向侧固定梁6608,两根侧固定梁6608分别与对应侧库支架6606相固定,侧固定梁6608的前后两端均设置有支座6609,两根侧固定梁6608的左右对应的两个支座6609之间均可转动地设置有转轴6610,任一转轴6610与旋转驱动机构相传动连接,每层链板输送线6607的前后对应的两根转轴6610之间设置有至少两组链轮链条机构15,两根侧固定梁6608之间沿链条长度方向依次排列设置有若干横向的链板6611,各链板6611均与各组链轮链条机构15的链条相连接,每个链板6611上均左右对称设置有至少两个输送工装6612,输送工装6612上设置有定位槽,边模横向放置在相应的各输送工装6612的定位槽内;侧库支架6606包括若干沿纵向依次排列设置的立柱6606a,每根立柱6606a均与各链板输送线6607的对应侧固定梁6608相固定,立柱6606a下端支撑在地面上;所述旋转驱动机构包括连接在对应支座6609上的减速器6613,减速器6613输出端与所述任一转轴6610端部相传动连接,减速器6613输出端与电机6614相传动连接。设置多个单元库6601a可以增大边模存放量,保证生产线上边模安装工位的边模供给充足,旋转驱动机构带动转轴6610转动,使得链轮链条机构15运转起来,链条上安装有输送工装6612,边模库6601的每层链板输送线6607带动输送工装6612循环流转,入库移栽机构6602将边模先送至底层链板输送线6607,边模通过出库移栽机构6604流出,入库移栽机构6602再将后面的边模依次往上层链板输送线6607输送,依次循环工作,边模满足先进先出;输送工装6612的定位槽利于边模快速放置。
68.为了更平稳地承托边模,各链轮链条机构15左右对称设置在对应的两根侧固定梁6608之间,每层链板输送线6607的两根转轴6610之间还设有若干组左右对称分布的辅助承托链轮链条组件6616,各链板6611均与各组辅助承托链轮链条组件6616的链条相连接,各辅助承托链轮链条组件6616设置在至少两组链轮链条机构15之间,链轮链条机构15和辅助承托链轮链条组件6616均包括两个分别安装在对应的两根转轴6610上的链轮一6617,两个链轮一6617之间设置有链条一6618,每根链条一6618均通过两个连接件6618a与每块链板6611相连接;输送工装6612的定位槽宽度与边模的宽度相对应设置,输送工装6612的定位槽长度与链板6611长度方向平行。增加辅助承托链轮链条组件6616用来承托边模,避免边模移动流动过程中重心不稳。
69.为了便于调节转轴6610的位置,另一根转轴6610的两个支座6609上均设置有间距微调机构,所述间距微调机构包括与对应支座6609、侧固定梁6608相固定的轴承安装板6619,轴承安装板6619上垂直设置有两块相互平行的导向板6620,两块导向板6620之间设置有可前后移动的轴承座6621,轴承座6621的上下两侧均开设有纵向的导向槽,导向板6620靠近轴承座6621的一侧设置有与对应导向槽相匹配的导轨条6620a,与两块导向板6620后部对应贴靠设置有固定板6622,轴承座6621上连接有调节螺杆6623,调节螺杆6623垂直穿过固定板6622设置,调节螺杆6623上套设有两个分别与固定板6622的前后两侧相贴靠的固定螺母6624,转轴6610的左右两端分别可转动地支撑在两个轴承座6621上,轴承安装板6619和对应支座6609上均开设有可容转轴6610穿过的腰形调节槽6625,腰形调节槽6625的长度方向纵向设置。松开固定螺母6624后,沿着导轨条6620a调节轴承座6621的位置,最后再将固定螺母6624锁紧,实现微调转轴6610的位置,便于安装调试链轮链条机构15、链板6611。
70.入库移栽机构6602和出库移栽机构6604均包括立式设置的矩形外框架6626,外框架6626的两个竖直的支撑柱6626a之间设置有可上下移动的水平升降支架6627,升降支架6627上设置有可左右移动的横移架6628,横移架6628上纵向设置有若干组并列的移栽输送组件6629,移栽输送组件6629包括两块相互平行的侧安座板6629a,两块侧安座板6629a之间可转动地设置有两个前后对应的链轮二6629b,两个链轮二6629b之间设置有链条二6629c,链条二6629c上沿长度方向依次排列设置有若干移栽工装6630 ,移栽工装6630上横向开设有移栽槽。升降支架6627上下移动以适应边模库6601和辊杠线的位置,横移架6628左右调节位置,入库移栽机构6602的各移栽输送组件6629通过移栽工装6630将边模输送至边模库6601上,出库移栽机构6604的各移栽输送组件6629通过移栽工装6630将边模库6601上的边模输送至出库辊杠线6605上。升降支架6627包括两根相互平行的横向升降梁6627a,两根升降梁6627a的左右两侧均设置有u形滑块6627b,滑块6627b的两个侧滑部6627b1分别与对应支撑柱6626a的左右两侧相滑动连接,外框架6626的两支撑柱6626a内侧分别可转动地设置有两个上下对应的升降链轮6631,两个升降链轮6631之间设置有升降链条6632,升降链条6632上设置有连接对应滑块6627b的传动件6632a,两根升降链条6632上的传动件6632a前后错开设置,外框架6626的底部上分别对应两个升降链轮6631设置有两组电机6614和减速器6613,电机6614通过减速器6613与对应的下方升降链轮6631的轮轴相传动连接。两个电机6614同步带动下方的两个升降链轮6631转动,升降链条6632带动滑块6627b升降,升降支架6627实现升降。横移架6628包括两根相互平行的横向底杆6628a,两根横向底杆6628a之间平行设置有若干纵向的连接杆28b,每根横向底杆6628a均通过至少两个滑动块与对应横向升降梁6627a相滑动连接,相邻的两组移栽输送组件6629之间均设置有若干组沿纵向依次排列设置的加固杆6633,中部的加固杆6633通过立杆6628c与对应连接杆28b相固定连接,任一横向底杆6628a内侧横向设置有齿条6634,横移架6628上安装有电机6614,电机6614输出端设置有与齿条6634相啮合的齿轮6634a,移栽输送组件6629的两块侧安座板6629a之间设置有若干加强杆6635,各移栽输送组件6629靠近边模库6601的各链轮二6629b的轮轴通过联接轴6636相联动,边侧的任一链轮二6629b的轮轴经减速器6613与电机6614相传动连接。电机6614带动齿轮6634a沿着齿条6634运动,带动横移架6628移动,各组移栽输送组件6629实现横向移动,电机6614减速后带动靠近边模库6601的各链轮二
6629b转动,链条二6629c上的移栽工装6630实现运转移动。
71.入库辊杠线6603、出库辊杠线6605均包括两个相互平行的杠支架6637,两个杠支架6637之间沿横向依次排列设置有若干可转动的输送辊6638,靠近移栽机构的杠支架6637上沿横向等间隔设置有若干竖直的辊支撑杆6639,输送辊6638朝内一端的辊轴支撑在辊支撑杆6639上,相邻的两个辊支撑杆6639之间留有移动间隙,各移栽输送组件6629与各移动间隙相对应设置;入库辊杠线6603的端段设置有挡料板6640,入库辊杠线6603的外侧对应入库抓取位置设置有至少两个推料气缸6641,各推料气缸6641将边模推送至入库移栽机构6602上。边模通过入库辊杠线6603流至入库抓取位置,挡料板6640挡住边模,入库移栽机构6602的各移栽输送组件6629均伸进入库辊杠线6603的对应移动间隙,推料气缸6641将边模推送至入库移栽机构6602上;出库时,边模库6601的链板输送线6607将边模输送至出库移栽机构6604的各移栽输送组件6629上,各移栽输送组件6629均伸入出库辊杠线6605的对应移动间隙,出库移栽机构6604将边模输送至出库辊杠线6605上。
72.下模周转库38或上模周转库36工作时,上模或下模通过入库辊杠线6603流至入库抓取位置,挡料板6640挡住边模,入库移栽机构6602的各移栽输送组件6629均伸进入库辊杠线6603的对应移动间隙,推料气缸6641将边模推送至入库移栽机构6602的链轮二6629b的移栽工装6630上,升降支架6627上下移动以适应边模库6601的位置,横移架6628左右调节位置,入库移栽机构6602的各移栽输送组件6629通过移栽工装6630将边模输送至边模库6601任一输送线上,输送线将边模输送至出口侧,出库移栽机构6604的各移栽输送组件6629移动至与边模对应的位置,边模输送至出库移栽机构6604的各移栽输送组件6629的移栽工装6630上,出库移栽机构6604的各移栽输送组件6629均伸进出库辊杠线6605的对应移动间隙,移栽输送组件6629通过移栽工装6630将边模输送至出库辊杠线6605上,出库辊杠线6605将边模输送至边模安装位置,边模安装位置为上模安装工位或下模安装工位,上模安装工位处的上模安装机械手或下模安装工位的下模安装机械手将边模在模台上安装好。能够将生产线上拆下洗净后的模具再转送到模具安装工位循环使用,提高模具周转效率,保证模具供给充足,实现提高叠合板的生产效率,用于叠合板自动生产线上,可以用于周转边模。
73.与喷涂划线工位28相对应设置有喷涂划线一体机67,包括控制台6701和两根相互平行的横向梁6702,每根横向梁6702的下侧均沿长度方向依次排列设置有一排支撑柱6703,支撑柱6703支撑在地面上,每根横向梁6702上均横向设置有至少一根x轴导轨6704,两根横向梁6702之间设置有纵向梁6705,纵向梁6705的左右两端均设置有横移座6706,两个横移座6706分别与对应横向梁6702上的x轴导轨6704相活动连接,两个横移座6706上均对应横向梁6702设置有驱动机构一,纵向梁6705上纵向设置有至少一根y轴导轨6707,纵向梁6705上还设置有与y轴导轨6707相活动连接的纵移座6708,纵移座6708上对应纵向梁6705设置有驱动机构二,纵移座6708上设置有可上下移动的竖直升降臂6709,升降臂6709下端设置有脱模剂喷头6710和色浆喷头6711,与脱模剂喷头6710和色浆喷头6711分别对应设置有脱模剂供给站6712和色浆供给站6713,喷涂划线工位28设置在两排支撑柱6703之间,喷涂划线工位28上定位放置有模台68。
74.横移座6706靠近横向梁6702上部的一侧设置有两组分别与上侧的两根x轴导轨6704相匹配的横向滑块6714,横移座6706靠近横向梁6702内侧的一侧设置有一组与横向梁
6702内侧的x轴导轨6704相匹配的横向滑块6714,每组横向滑块6714包括至少两个横向滑块6714。
75.纵向梁6705的上侧设有两根相互平行的y轴导轨6707,纵向梁6705的外侧设置有y轴导轨6707,纵移座6708水平部的下侧设置有两组分别与上侧的两根y轴导轨6707相匹配的纵向滑块6715,纵移座6708竖直部的内侧设置有一组与纵向梁6705外侧的y轴导轨6707相匹配的纵向滑块6715,每组纵向滑块6715包括至少两个纵向滑块6715。
76.所述驱动机构一包括安装在对应横移座6706上的电机一,电机一输出端设有齿轮一,对应横向梁6702上横向设置有与齿轮一相啮合的齿条一,所述驱动机构二包括安装在纵移座6708上的电机二,电机二输出端设有齿轮二,纵向梁6705上纵向设置有与齿轮二相啮合的齿条二。电机一带动齿轮一沿着横向梁6702上的齿条一传动,使得横移座6706横向移动,电机二带动齿轮二沿着纵向梁6705上的齿条二传动,使得纵移座6708纵向移动。
77.喷涂划线一体机67工作时,两个驱动机构一同步带动两个横移座6706移动,两个横移座6706带动纵向梁6705移动,驱动机构二带动纵移座6708沿着纵向梁6705移动,升降臂6709上下移动带动脱模剂喷头6710和色浆喷头6711调整到适合向模台68喷出液体的距离,纵移座6708上用于驱动升降臂6709升降的机构为齿轮齿条机构、液压缸或气缸。本装置用于叠合板生产线,模台68在生产线上各工位依次流转移动,装置用于机械手布模的生产模式中,喷涂划线工位28的模台68上已安装有四个下模,脱模剂喷头6710对四个下模围成的矩形区域进行喷涂脱模剂作业,色浆喷头6711在模台上表面画出叠合板轮廓和预埋件位置,便于浇筑完混凝土后进行脱模。
78.与网片安装工位24相对应设置有网片周转系统69,网片周转系统69包括用于存放多个网片的网片存放库6901,与网片存放库6901的一侧相对应设置有网片来料线6902,网片来料线6902将制造好的网片送到入库抓取位置,与网片存放库6901和网片来料线6902相对应设置有堆垛机器人6903,堆垛机器人6903将入库抓取位置处的网片放入网片存放库6901,与网片存放库6901的另一侧相对应设置有网片出料线6904,堆垛机器人6903抓取网片存放库6901上的网片送到网片出料线6904上,网片出料线6904将网片送到上料抓取位置,与网片出料线6904相对应设置有网片安装机械手25,网片安装机械手25抓取上料抓取位置的网片并送到网片安装工位24。网片生产装置将制造出的网片依次逐个放置在网片来料线6902的进料端,网片来料线6902将网片输送到出料端即入库抓取位置,堆垛机器人6903从网片来料线6902入库抓取位置抓取网片,再将其放入网片存放库6901,网片存放库6901可存放网片一百多个,网片出库时,堆垛机器人6903在网片存放库6901里抓取网片,将其移动送至网片出料线6904的进料端,网片出料线6904将网片输送到出料端即上料抓取位置,网片安装机械手25抓取上料抓取位置的网片并送到网片安装工位24,完成网片的自动上料安装,网片安装机械手25为可在网片出料线6904输送方向移动的升降机械手,升降机械手通过电磁铁吸附固定网片。网片存放库6901可以存放网片一百多个,保证了自动生产混凝土构件的生产线的网片安装工位24拥有足够数量的供给网片,能够实现自动将网片送到网片安装工位24。
79.上模1包括柔性上模主体101,柔性上模主体101的上部设置有加固件102,上模1的宽度小于下模2的宽度,上模1和下模2通过若干紧固件相固定连接,上模1的内侧和下模2的内侧均靠近混凝土设置,下模2的外侧通过加固组件与相固定,下模2上设置有磁性组件。柔
性上模主体101采用珍珠棉材质制成,柔性上模主体101的截面呈矩形,加固件102为截面呈u形的钢条,钢条包括平板102a,平板102a的左右两侧均一体设置有竖直板102b,平板102a与柔性上模主体101上表面相贴合,两块竖直板102b分别与柔性上模主体101的内侧面、外侧面相贴合。下模2为截面呈矩形的实心尼龙板,下模2上沿长度方向依次间隔嵌入安装有若干锁紧螺母3a,上模1上沿长度方向依次间隔贯穿设有若干连接孔4,各连接孔4与各锁紧螺母3a一一对应设置,紧固件为法兰螺栓3,各法兰螺栓3分别穿过对应连接孔4并与对应锁紧螺母3a相固定连接,法兰螺栓3的法兰面压靠在加固件102上;所述磁性组件包括若干沿下模2长度方向依次排列设置的锅磁5,锅磁5嵌装在下模2下侧;所述加固组件为若干压紧下模2外边缘的磁力盒,各磁力盒沿下模2长度方向间隔设置,磁力盒与通过磁力固定。
80.本实用新型工作时包括如下步骤: s1:将清扫检查后的送到下模安装工位21,通过下模安装机械手22在上安装四个下模,使得四个下模2围成矩形设置,下模2通过磁性组件定位吸附在模台上,再将装好下模2的模台送到喷涂划线工位23,在模台上各下模2围成的矩形区域内喷涂脱模剂,在模台上划线标记出预埋件安装位置;s2:将模台送到依次送到网片安装工位24、网片调整工位26,先通过网片安装机械手25将网片6支撑安装在各下模2上,网片6包括若干横纵交错设置的钢筋,网片6与各下模2相对应设置,网片6的前侧、后侧、左侧和右侧均超过对应下模2向外延伸,再对支撑在下模2上的网片6位置进行调整,再将模台送到上模安装工位27,上模安装机械手28在上模安装工位27上模台的每个下模2上均对应安装一个上模1;s3:装好网片6的模台依次送到若干上下模打螺栓工位29、安装磁盒工位30,各上下模打螺栓工位29和安装磁盒工位30从前到后依次排列设置,先将上下模打螺栓工位29上的模台的上模1和下模2通过法兰螺栓3进行固定,再通过多个磁力盒将安装磁盒工位30上的每个下模2均与模台进行加固;s4:将装好磁盒的模台送到桁架安装工位31,在网片6上并列安装若干桁架7,然后将模台送到若干向后依次排列设置的桁架网片绑扎工位32,分别将各桁架网片绑扎工位32的模台上的网片6与桁架7绑扎固定,并将网片6上横纵相交的两根钢筋通过绑扎加固,再将模台送到若干向后依次排列设置的预埋件安装工位33上,分别在各预埋件安装工位33上模台的标记有预埋件安装位置处粘接固定预埋件;s5:将装好预埋件的模台送到若干向后依次排列设置的检查工位34上,在第一个检查工位34通过ccd投影指示系统对模台采样图像进行分析检验,然后在其余的各检查工位34对相应模台上的组合模具、网片6、桁架7和预埋件进行检查;s6:将完成检查后的模台送到过渡工位一35,过渡工位一35上的模台再送到布料振动工位8上。清扫后的模台再依次安装下模2、网片6、上模1、桁架7和预埋件,预埋件为塑料线盒,装模过程合理有序,装模后对其进行检查,防止有问题产生,降低次品率;s7:通过布料装置9将混凝土浇筑在布料振动工位8的模台上各组合模具围成的矩形区域内形成混凝土构件;s8:将布料后的混凝土构件及模台送入预养护窑10内部进行预养护,预养护的时间为3~ 3.5小时,温度不超过40℃;s9:预养护成型后的混凝土构件及模台依次送到若干拆螺栓工位12、拆上模工位13和拆磁盒工位14,在各拆螺栓工位12分别将连接上模1和下模2的对应法兰螺栓3拆除,在拆上模工位13通过拆模机械手15将对应上模1脱模拆卸下来,在拆磁盒工位14将对应磁力盒拆卸下来;s10:将模台和预养护成型后的混凝土构件送入养护窑进行养护,养护窑内进行养护的时间为8-10小时,温度55~60℃,湿度不小于90%;s11:养护成型后的混凝土构件即为叠合楼板,将叠合楼板和模台送入若干依次排列设置的拆模起吊工位16,在各拆模起吊工位16分别将相应模台上
叠合楼板四周的四个下模2与叠合楼板分离进行脱模,并通过行吊将叠合楼板送到成品存放区;s12:将模台和下模2送到若干向后依次排列设置的整理下模工位17上,在各整理下模工位17上分别对各下模2进行整理,将完好的合格下模2与损坏的不合格下模进行分类放置,再将模台和下模2送到搬下模工位18上,将不合格下模2送走,将合格下模2进行清扫、调直;s13:将模台依次送到清扫模台工位19、清扫检查工位3420,先对模台进行清扫,再对清扫后的模台进行检查;s14:若还有新的叠合楼板需要制造,则返回步骤s1继续循环;否则加工结束。拆模机械手15、下模安装机械手22和 上模安装机械手28的结构相同,背景技术已经公开了该机械手的结构。
81.本实用新型的优点在于:通过在模台上先安装下模2,再将网片6安装在四组下模2上,最后安装上模1和桁架7,将网片6钢筋放置在四组下模2和上模1之间,柔性上模主体101具有柔性,可以使得网片6嵌入柔性上模主体101内部,并保证上模1和下模2紧密贴合,防止混凝土从下模2和上模1的间隙中漏出去;预养护时间到后可以脱去上模1,将上模1回收循环利用,混凝土构件和下模2进入养护窑后达到一定强度后可以出窑脱下模2,将成型叠合楼板送走,下模2可以回收循环利用,最后模台清扫后继续使用于下一块叠合楼板的生产制造。本实用新型的制造叠合楼板的生产线可以将模台和组合模具循环使用,整个流程循环操作,能够实现高效率、自动化地生产制造叠合楼板,更加节省成本,通过布置两个养护窑来提高产能。
82.本实用新型并不局限于上述实施例,在本实用新型公开的技术方案的基础上,本领域的技术人员根据所公开的技术内容,不需要创造性的劳动就可以对其中的一些技术特征作出一些替换和变形,这些替换和变形均在本实用新型的保护范围内。