1.本实用新型涉及陶瓷泥坯镗孔机构,具体涉及一种预烧结陶瓷瓶泥坯的瓶口自定心镗孔机构。
背景技术:
2.在陶瓷制作过程中,在烧结之前需要对陶瓷瓶瓶口进行修坯以避免陶瓷瓶口内表面凹凸不平或陶瓷壁厚厚度不一。目前,陶瓷的修坯工作大多是人工完成的,通过工人单手持瓶体,瓶口朝下,另一只手取海绵棒体浸水,从下方插入陶瓷瓶口,利用水的浸润使瓶口泥坯软化,利用海绵将软化的泥坯带走。操作时费时费力,且由于瓶口原始直径不一,人工操作会导致瓶口大小不一。同样有机器修瓶口设备,但由于修坯铣刀未对准瓶口中心,会造成瓶口壁厚不一致,导致大量不合格品出现。
技术实现要素:
3.为克服上述缺点,本实用新型的目的在于提供一种预烧结陶瓷瓶泥坯的瓶口自定心镗孔机构。本实用新型采用的技术方案是:一种预烧结陶瓷瓶泥坯的瓶口自定心镗孔机构,包括第一支撑板和第二支撑板,所述第一支撑板上表面设置有第一凹槽,所述第一凹槽内设置第一滑块装置,所述第二支撑板下表面设置有第二凹槽,所述第二凹槽位置、大小和所述第一滑块装置相对应,所述第一滑块装置移动能带动所述第二支撑板移动,所述第二支撑板上表面设置有第三凹槽,所述第三凹槽的方向和所述第二凹槽的方向垂直,所述第三凹槽上方设置有第二滑块装置,所述第二滑块装置能沿所述第三凹槽运动,所述第二滑块装置上方设置有第三支撑板,所述第三支撑板下方设置有第四凹槽,所述第四凹槽的位置、大小和所述第二滑块装置相对应。
4.进一步地,所述第一滑块装置包括第一滑竿和第一滑块,所述第一滑竿底部镶入所述第一凹槽内,所述第一滑块能沿所述第一滑竿移动,所述第一滑块的大小和位置和所述第二凹槽相对应。
5.进一步地,所述第二滑块装置包括第二滑竿和第二滑块,所述第二滑竿底部镶入所述第三凹槽内,所述第二滑块能沿所述第二滑竿移动,所述第二滑块的大小和位置和所述第四凹槽相对应。
6.进一步地,所述第二支撑板的侧面设置第五凹槽,所述第五凹槽的方向和所述第一滑块运动方向平行,所述第一支撑板上方设置有第一固定块,所述第一固定块上设置有第一凸起部,所述第一凸起部和所述第五凹槽大小和位置相对应。
7.进一步地,所述第三支撑板的侧面设置第六凹槽,所述第六凹槽的方向和所述第二滑块运动方向平行,所述第二支撑板上方设置有第二固定块,所述第二固定块上设置有第二凸起部,所述第二凸起部和所述第六凹槽位置相对应。
8.进一步地,还包括固定板,所述固定板位于所述第三支撑板上方,所述固定板和所述第三支撑板固定连接。
9.进一步地,还包括第四支撑板,所述第四支撑板通过第一定位销和所述第三支撑板连接。
10.进一步地,所述第四支撑板上方设置有第二定位销,还包括转移装置,所述转移装置包括定位板,所述定位板上设置有定位孔,所述定位孔和所述第二定位销大小、位置相对应。
11.进一步地,所述转移装置包括固定横杆,所述固定横杆一侧设置有夹持装置,所述夹持装置用于夹持待镗孔的陶瓷瓶。
12.进一步地,还包括镗销,所述镗销一端通过所述固定板固定,所述镗销另一端穿过所述第四支撑板上设置的第一通孔。
13.本实用新型的有益效果是:本实用新型通过在第一支撑板和第二支撑板之间设置第一滑动装置,使得第二支撑板在第一滑块装置滑动方向可以移动,通过在第二支撑板和第三支撑板之间设置第二滑动装置,使得第三支撑板在第二滑块装置滑动方向移动,由于第三支撑板设置在第二支撑板上方,因此第二支撑板可以带动第三支撑板在第一滑块装置滑动方向平移。第一滑动装置和第二滑动装置滑动方向垂直,所以第三支撑板可以在互相垂直的两个方向进行平移,当待镗孔瓶子的瓶口未对准镗销时,在摩擦力的作用下,第三支撑板会进行移动调整,直到镗销对准瓶口中心,然后再进行镗孔。因为确保了镗销在瓶口中心,因此修坯后瓶口厚度相同,提高了产品的合格率,同时实现修坯的自动化,提高了产出效率,节约了制造成本。
附图说明
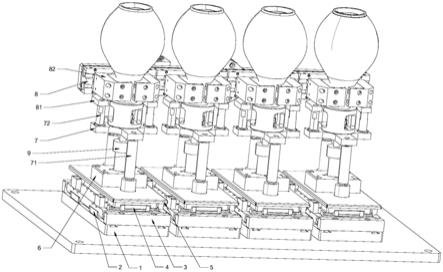
14.图1为本实用新型一较佳实施例的自定心镗孔机构的立体图;
15.图2为本实用新型一较佳实施例的自定心镗孔机构的左视图;
16.图3为本实用新型一较佳实施例的自定心镗孔机构的剖视图;
17.图4为本实用新型一较佳实施例的自定心镗孔机构第一支撑板、第二支撑板和第三支撑板连接示意图。
18.图中:1、第一支撑板;11、第一凹槽;12、第一固定块;121、第一凸起部;2、第一滑块装置;3、第二支撑板;31、第二凹槽;32、第二固定块;321、第二凸起部;33、第三凹槽;4、第二滑块装置;41、第二滑竿;42、第二滑块;5、第三支撑板;6、固定板;7、第四支撑板;71、第一定位销;72、第二定位销;8、转移装置;81定位板;82、夹持装置。
具体实施方式
19.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
20.参见附图1-4所示,本实施例中的一种预烧结陶瓷瓶泥坯的瓶口自定心镗孔机构,包括第一支撑板1和第二支撑板3,所述第一支撑板1上表面设置有第一凹槽11,所述第一凹槽11内设置第一滑块装置2,所述第一滑块装置2包括第一滑竿和第一滑块,所述第一滑竿底部镶入所述第一凹槽11内,所述第一滑块能沿所述第一滑竿移动,所述第二支撑板3下表面设置有第二凹槽31,所述第一滑块的大小和位置和所述第二凹槽31相对应,所述第一滑
块装置2移动能带动所述第二支撑板3移动。所述第二支撑板3上表面设置有第三凹槽33,所述第三凹槽33的方向和所述第二凹槽31的方向垂直,所述第三凹槽33上方设置有第二滑块装置4,所述第二滑块装置4包括第二滑竿41和第二滑块42,所述第二滑竿41底部镶入所述第三凹槽33内,所述第二滑块42能沿所述第二滑竿41移动,所述第二滑块42上方设置有第三支撑板5,所述第三支撑板5下方设置有第四凹槽,所述第四凹槽的位置、大小和所述第二滑块装置4相对应。所述第二滑块装置4移动能带动所述第三支撑板5移动。通过第一支撑板1和第二支撑板3之间设置第一滑动装置,使得第二支撑板3在第一滑块装置2滑动方向可以移动,通过在第二支撑板3和第三支撑板5之间设置第二滑动装置,使得第三支撑板5在第二滑块装置4滑动方向移动,由于第三支撑板5设置在第二支撑板3上方,因此第二支撑板3能带动第三支撑板5在第一滑块装置2滑动方向平移。第一滑动装置和第二滑动装置滑动方向垂直,所以第三支撑板5可以在互相垂直的两个方向进行平移。当待镗孔的瓶口未对准镗销时,在摩擦力的作用下,第三支撑板5会进行移动调整,直到镗销对准瓶瓶口中心,然后进行镗孔,因为确保了镗销在瓶口中心,因此修坯后瓶口厚度相同,提高了产品的合格率,同时实现修坯的自动化,提高了产出效率,节约了制造成本。
21.本实施例所述第二支撑板3的侧面设置第五凹槽,所述第五凹槽的方向和所述第一滑块运动方向平行,所述第一支撑板1上方设置有第一固定块12,所述第一固定块12上设置有第一凸起部121,所述第一凸起部121和所述第五凹槽大小和位置相对应。通过第五凹槽和第一固定块12的设置,对第二支撑板3的平移时进行辅助固定,增加第一支撑板1和第二支撑板3连接的稳定性。
22.本实施例所述第三支撑板5的侧面设置第六凹槽,所述第六凹槽的方向和所述第二滑块42运动方向平行,所述第二支撑板3上方设置有第二固定块32,所述第二固定块32上设置有第二凸起部321,所述第二凸起部321和所述第六凹槽位置相对应。通过第六凹槽和第二固定块32的设置,对第三支撑板5的平移时进行辅助固定,增加第二支撑板3和第三支撑板5连接的稳定性。
23.本实施例还包括固定板6,所述固定板6位于所述第三支撑板5上方,所述固定板6和所述第三支撑板5固定连接,所述固定板6中间设置有第二通孔,镗销一端通过所述固定板6的第二通孔进行固定,所述镗销另一端穿过所述第四支撑板7上设置的第一通孔。镗销位置移动会带动第一固定板6位置移动,从而带动第三支撑板5移动,使得镗销能对准瓶瓶口的中心。
24.本实施例还包括第四支撑板7,所述第四支撑板7通过第一定位销71和所述第三支撑板5连接。所述第四支撑板7上方设置有第二定位销72,还包括转移装置8,所述转移装置8包括定位板81,所述定位板81上设置有定位孔,所述定位孔和所述第二定位销72大小、位置相对应。通过所述定位孔和第二定位销72对瓶口的位置进行初步定位,使得镗销进入瓶口中。
25.本实施例所述转移装置8包括固定横杆,所述固定横杆一侧设置有夹持装置82,所述夹持装置82用于夹持待镗孔的陶瓷瓶。所述固定横杆远离夹持装置82的一侧设置有连接部,所述连接部可以连接机械手臂,实现转移陶瓷瓶自动化。
26.本实施例还包括固定台面,所述固定台面设置于所述第一支撑板1下放,所述固定台面和所述第一支撑板1相抵接。
27.工作过程:移动装置将待镗孔的瓶子转移到第二定位销72上方,通过定位板81上设置的定位孔和第二定位销72对瓶口的位置进行定位,使镗销伸进瓶口;若镗销不在瓶口的正中心时,镗孔的过程中镗销和瓶口内侧面之间各个方位的摩擦力不同,由于第三支撑板5在互相垂直的两个方向都可以平移,因此在摩擦力的作用下,第三支撑板5发生移动直至镗孔的过程中镗销和瓶口内侧之间各个方位的摩擦力都相同时为止,此时镗销在瓶口的正中心,使得镗孔后瓶口厚度一致。
28.以上实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所做的等效变化或修饰,都应涵盖在本实用新型的保护范围内。