1.本实用新型涉及日用陶瓷加工领域,具体说是一种陶瓷杯把模具装置。
背景技术:
2.目前陶瓷杯把是通过注浆成型的方法制作,注浆成型是利用石膏模具的吸水性能,将具有流动性的泥浆注入石膏模具内,使泥浆分散地粘附在模型形成和模型相同的坯泥层,并随时间的延长而逐渐增厚,当达到一定厚度时,经干燥收缩而与模壁脱离,然后脱模取出,坯体制成。
3.杯把注浆工艺主要存在以下缺点:
4.1、石膏模具存在影响产品质量的问题,主要是合缝线残留,合缝线影响瓷器外观质量,需要进一步进行修坯的操作;
5.2、石膏模具吸水后需要进行烘干,所以在制作时需要准备大量的石膏模具以便进行循环使用;
6.3、石膏模具精度不高,对杯把的质量有一定影响;
7.4、石膏模具使用寿命短,使用成本高。
技术实现要素:
8.针对上述问题,本实用新型提供一种陶瓷杯把模具装置。
9.本实用新型解决上述技术问题所采用的技术方案为:
10.包括静模、动模、模具加热系统;
11.所述静模的材质为金属,设有静模面一,在所述静模面一加工至少一处静模半型腔,所述静模内部设有热质输送通道一,所述热质输送通道一的进口一和出口一设在除所述静模面一以外的面上;
12.所述动模的材质为金属,设有动模面一,在所述动模面一加工至少一处动模半型腔,所述动模内部设有热质输送通道二,所述热质输送通道二的进口二和出口二设在除所述动模面一以外的面上;
13.所述动模面一和所述静模面一相对,合模时所述动模面一和所述静模面一紧密贴合,所述动模半型腔与所述静模半型腔形成杯把成型型腔;
14.所述模具加热系统分别与所述进口一、所述出口一、所述进口二、所述出口二相连,用于循环输送热介质至所述静模和所述动模内,形成热质循环。
15.作为优选,所述静模面一设有导向杆。
16.作为优选,所述动模面一设有与所述导向杆连接的导向孔。
17.作为优选,所述模具加热系统采用加热循环水或空气的方式,所述模具加热系统为本领域普通技术人员所理解的公知常识,此处不作详细描述。
18.与现有技术相比,本实用新型采用硬质材料模具,精度高,杯把质量好,模具使用寿命长,模具不需要烘干,可以连续生产,成型过程中杯把表面硬化,能有效解决陶瓷泥料
粘模的问题,并且使杯把具有保持形状、不易变形的效果,便于后续卸料和运输流程。
附图说明
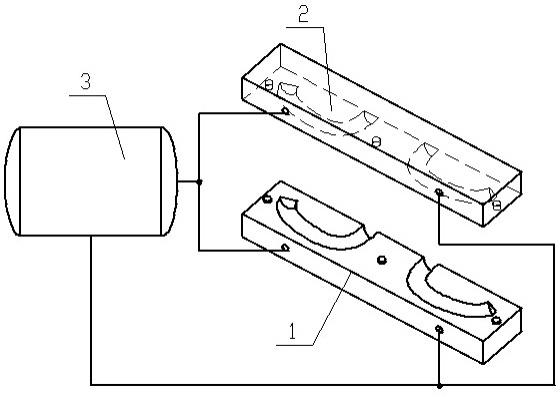
19.图1是本实用新型一种优选方式的结构示意图;
20.图2是本实用新型的动模的结构示意图;
21.图3是本实用新型的静模的结构示意图。
具体实施方式
22.下面将结合图1-图3详细说明本实用新型,在此本实用新型的示意性实施例以及说明用来解释本实用新型,但并不作为对本实用新型的限定。
23.一种用于陶瓷杯把挤出成型的模具装置,包括静模1、动模2、模具加热系统3;
24.静模1的材质为金属,设有静模面一11,在静模面一11加工至少一处静模半型腔12,静模1内部设有热质输送通道一13,热质输送通道一13的进口一14和出口一15设在除静模面一11以外的面上;
25.动模2的材质为金属,设有动模面一21,在动模面一21加工至少一处动模半型腔22,动模2内部设有热质输送通道二23,热质输送通道二23的进口二24和出口二25设在除动模面一21以外的面上;
26.动模面一21和静模面一11相对,合模时动模面一21和静模面一11紧密贴合,动模半型腔22与静模半型腔12形成杯把成型型腔;
27.模具加热系统3分别与进口一14、出口一15、进口二24、出口二25相连,用于循环输送热介质至静模1和动模2内,形成热质循环。
28.静模面一11设有导向杆16,动模面一21设有与导向杆16连接的导向孔26,导向杆16和导向孔26紧密配合,保证静模半型腔12和动模半型腔22合模时的位置精度,提高杯把产品的质量。
29.下面将结合图1-图3详细说明本实用新型的具体实施过程:
30.在进行陶瓷杯把挤出成型时,动模2向静模1运动,使动模面一21和静模面一11贴紧,静模半型腔12和动模半型腔22形成杯把成型型腔,导向杆16和导向孔26紧密配合,保证静模半型腔13和动模半型腔23合模时的位置精度,提高杯把产品的质量,模具加热系统3将热质输出从进口一14进入静模1,从出口一15出来再进入模具加热系统3中,形成热质循环,模具加热系统3将热质输出从进口二24进入动模2,从出口二25出来再进入模具加热系统3中,形成热质循环,在泥料充型时,泥料经过加热的静模1和动模2,其与模具接触的表面硬化,防止泥料粘模,并且使杯把具有保持形状、不易变形的效果,便于后续卸料和运输流程。
31.以上对本实用新型实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型实施例的原理以及实施方式进行了阐述,以上实施例的说明只适用于帮助理解本实用新型实施例的原理;同时,对于本领域的一般技术人员,依据本实用新型实施例,在具体实施方式以及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本实用新型的限制。
技术特征:
1.一种陶瓷杯把模具装置,其特征在于:包括静模、动模、模具加热系统;所述静模的材质为金属,设有静模面一,在所述静模面一加工至少一处静模半型腔,所述静模内部设有热质输送通道一,所述热质输送通道一的进口一和出口一设在除所述静模面一以外的面上;所述动模的材质为金属,设有动模面一,在所述动模面一加工至少一处动模半型腔,所述动模内部设有热质输送通道二,所述热质输送通道二的进口二和出口二设在除所述动模面一以外的面上;所述动模面一和所述静模面一相对,合模时所述动模面一和所述静模面一紧密贴合,所述动模半型腔与所述静模半型腔形成杯把成型型腔;所述模具加热系统分别与所述进口一、所述出口一、所述进口二、所述出口二相连,用于循环输送热介质至所述静模和所述动模内,形成热质循环。2.根据权利要求1所述的陶瓷杯把模具装置:所述静模面一设有导向杆,所述动模面一设有与所述导向杆连接的导向孔。
技术总结
本实用新型涉及一种陶瓷杯把模具装置,包括静模、动模、模具加热系统,所述静模和所述动模的材质为金属,所述静模有至少一处静模半型腔,所述动模有至少一处动模半型腔,所述动模半型腔与所述静模半型腔形成杯把成型型腔,所述模具加热系统用于循环输送热介质至所述静模和所述动模内。本实用新型采用硬质材料模具,精度高,杯把质量好,模具使用寿命长,模具不需要烘干,可以连续生产,成型过程中杯把表面硬化,能有效解决陶瓷泥料粘模的问题,并且使杯把具有保持形状、不易变形的效果,便于后续卸料和运输流程。续卸料和运输流程。续卸料和运输流程。
技术研发人员:喻坤
受保护的技术使用者:长沙仪秀兴智能科技有限公司
技术研发日:2021.01.27
技术公布日:2022/2/15