1.本发明属于陶瓷基复合材料机械加工技术领域,涉及一种薄壁弱刚性石英盒形件加工用微力矩装夹控制装置。
背景技术:
2.天线罩是保护航天武器飞行器在恶劣环境下正常工作的重要功能结构件,承担着高温透波、防热、隔热等重要作用。薄壁弱刚性石英盒形件应用在天线罩的线缆等操作窗口的覆盖、密封和隔热,一般采用石英纤维增强陶瓷基复合材料,其中陶瓷基体具有高脆性、高硬度和高耐磨性,造成加工易出现崩边、裂纹等缺陷。薄壁弱刚性石英盒形件为盒形曲面薄壁结构件,其内腔深度大、侧壁石英纤维编织物薄,受力方向与编织物层方向平行,导致抗弯抗剪切强度小、容易变形,因此夹持力矩很难控制等,都对产品加工精度造成影响,主要加工难点如下:
3.(1)石英纤维增强陶瓷基复合材料高脆性、高硬度和高耐磨性对加工所用的刀具要求较高,具备较高尺寸及形状精度的同时还需要有较高的耐磨性,能够满足大尺寸复杂型面的连续加工要求。
4.(2)石英纤维增强陶瓷基复合材料侧壁弱刚性的特点,使产品在装夹过程中必须保持内腔型面在机床平面x、y轴轴线上定位支撑,外型面夹紧,水平面完全定位,依靠完全定位和较小的夹持力矩保证产品在加工过程中不移位、不震颤变形。因此,要求操作人员在装夹过程中要保持较严格的内型面支撑操作,既不能让支撑工装与产品产生间隙而不起作用,也不能采用过盈配合导致产品变形。对操作人员要求较高,操作也比较复杂,且受人为因素影响较大。
5.(3)加工过程中工装装夹、基准面传递、刀具以及测量环节都会对产品加工进度造成影响,而每个单因素误差源又随着加工工况不同存在一定的波动。因此需要对产品工装进行优化改造,减少工装的震颤,变形,定位不完全和调整找正繁琐耗时长对整体加工周期和产品质量的影响,提升产品质量。
技术实现要素:
6.本发明解决的技术问题是:克服现有技术的不足,提出一种薄壁弱刚性石英盒形件加工用微力矩装夹控制装置,可以有效的解决工件装夹过程中变形大、切削参数小、加工效率偏低、加工精度不稳定的难题,能够实现薄壁弱刚性石英盒形件的精密、高效加工。
7.本发明解决技术的方案是:
8.一种薄壁弱刚性石英盒形件加工用微力矩装夹控制装置,包括产品、产品垫板、壳体、2个内卡爪丝杠组件、4个外卡爪丝杠组件和plc控制组件;
9.其中,壳体水平放置的长方体结构;在水平面上,设定沿壳体其中一个侧边方向为x方向,沿与其相邻侧边方向为y方向;壳体的上表面沿x、y方向设置有十字凹槽;2个内卡爪丝杠组件对接呈垂直l型结构,伸入壳体中;4个外卡爪丝杠组件对接呈十字形结构,安装在
壳体的上表面的十字凹槽中;4个外卡爪丝杠组件位于2个内卡爪丝杠组件的顶部,且其中2个外卡爪丝杠组件与2个内卡爪丝杠组件竖直方向对应;产品垫板水平设置在4个外卡爪丝杠组件的中心顶部;产品放置在产品垫板上;plc控制组件安装在壳体外侧,通过电缆与内卡爪丝杠组件和外卡爪丝杠组件连接;通过预置plc控制组件的夹紧力矩参数,实现产品的内型面定位,外型面夹紧和松开的动作。
10.在上述的一种薄壁弱刚性石英盒形件加工用微力矩装夹控制装置,所述外卡爪丝杠组件包括外卡爪伺服电机、联轴器、传动丝杠、外卡爪滑枕、外卡爪、上导向线轨、电机支架;
11.外卡爪伺服电机通过电机支架安装在壳体的对应位置上,通过联轴器连接传动丝杠,外卡爪滑枕具有螺母结构,与传动丝杠为配合副;上导向线轨安装在壳体的对应位置上,外卡爪滑枕与上导向线轨为配合副,外卡爪被螺栓压紧在外卡爪滑枕上,用于卡紧产品。
12.在上述的一种薄壁弱刚性石英盒形件加工用微力矩装夹控制装置,所述内卡爪丝杠组件包括内卡爪伺服电机、联轴器、正反扣传动丝杠、螺母2个、下导向滑枕、连接片、上导向滑枕、下导向线轨、内卡爪、电机支架;
13.内卡爪伺服电机通过电机支架安装在壳体上;通过联轴器连接正反扣传动丝杠,螺母2个与正反扣传动丝杠为配合副;上导向滑枕和内卡爪安装在上导向线轨上;下导向滑枕安装在下导向线轨上,连接片将下导向滑枕、上导向滑枕和螺母2个连接成一体。
14.在上述的一种薄壁弱刚性石英盒形件加工用微力矩装夹控制装置,所述2个内卡爪丝杠组件为正反螺纹丝杠,连接两套方向相反的内卡爪;在内卡爪伺服电机的驱动下,实现内卡爪沿导向线轨和沿导向线轨在x或y轴线上松开和夹紧产品的运动。
15.在上述的一种薄壁弱刚性石英盒形件加工用微力矩装夹控制装置,所述外卡爪丝杠组件安装在壳体上,在外伺服电机的驱动下,分别实现外卡爪沿导向线轨在x、y轴线上松开和夹紧产品的运动。
16.在上述的一种薄壁弱刚性石英盒形件加工用微力矩装夹控制装置,进行产品内型面定位时,内卡爪在内卡爪伺服电机的带动下沿x、y轴线向远离中心方向运动,当内卡爪伺服电机的旋转力矩小于plc控制器预置参数时,内卡爪连续向远离中心方向运动,内卡爪接触到产品内型面时,卡紧力增大,运动阻力增大,当内卡爪伺服电机的旋转力矩等于plc控制器预置参数时,内卡爪伺服电机停止转动,并在内部刹车装置的作用下,保持当前位置不动,同时完成产品的自动定心动作。
17.在上述的一种薄壁弱刚性石英盒形件加工用微力矩装夹控制装置,进行产品外型面夹紧时,外卡爪在外卡爪伺服电机(511)的带动下沿x、y轴线向接近中心方向运动,接触到产品外型面时,压紧力矩持续增大,直到等于plc控制器预置参数时,外卡爪伺服电机(511)停止转动,并在内部刹车装置的作用下,保持当前压紧状态不动,完成产品的夹紧动作。
18.在上述的一种薄壁弱刚性石英盒形件加工用微力矩装夹控制装置,所述装夹控制装置调整内卡爪定位产品时,先将产品放在产品垫板上,再操作plc控制器,内卡爪伺服电机接到指令后开始转动,通过联轴器带动正反扣传动丝杠旋转,推动下导向滑枕、连接片、上导向滑枕和内卡爪沿下导向线轨和上导向线轨向远离中心方向运动。
19.在上述的一种薄壁弱刚性石英盒形件加工用微力矩装夹控制装置,当内卡爪伺服电机的旋转力矩遇到的运动阻力小于plc控制器预置参数时,内卡爪连续向远离中心方向运动,内卡爪接触到产品内型面时,同轴上的两个卡爪背向运动卡紧产品,运动阻力增大,当内卡爪伺服电机的旋转力矩等于plc控制器预置参数时,内卡爪伺服电机停止转动,并在内部刹车装置的作用下,保持当前位置不动,同时完成产品的自动定心动作;
20.在上述的一种薄壁弱刚性石英盒形件加工用微力矩装夹控制装置,所述装夹控制装置调整外卡爪夹紧产品时,先确认内卡爪传动组件已经对产品定位完毕,再操作plc控制器,外卡爪伺服电机接到指令后开始转动,通过联轴器带动传动丝杠旋转,推动外卡爪滑枕和外卡爪沿上导向线轨向接近中心方向运动;
21.接触到产品外型面时,压紧力矩持续增大,直到等于plc控制器预置参数时,外卡爪伺服电机停止转动,并在内部刹车装置的作用下,保持当前压紧状态不动,完成产品的夹紧动作。
22.本发明与现有技术相比的有益效果是:
23.(1)本发明针对薄壁弱刚性石英盒形件的结构特点,制定了特有的产品装夹找正时的夹持方式,实现快速定位产品;改变了传统找正时手工支撑内腔和调整工装耗时较长的现状,提升产品找正效率;
24.(2)本发明针对薄壁弱刚性石英盒形件的结构特点,制定了特有的产品装夹装置,舍弃手工支撑内腔型面改为伺服电机压力检测控制内卡爪自动定位,避免手工调整内腔型面支撑物间隙或大或小导致的产品变形,以及填充物污染产品;
25.(3)本发明针对薄壁弱刚性石英盒形件的结构特点,制定了特有的压力高精度调整方法,避免手工操作压紧产品时夹持力矩过大导致产品变形,也避免了夹持力矩过小导致产品移位、震动等导致的产品尺寸超差。调整过程采用力矩传感器和plc伺服控制系统控制调整精度,保证夹紧力矩调整的误差值控制在0.01n/m以内;
26.(4)本发明针对薄壁弱刚性石英盒形件的结构特点,制定了特有的夹紧力矩高精度调整控制方法,改善了调整过程中依靠人工估算夹紧力矩、手工填塞支撑内腔型面的现状,内腔型面定位精度和外型面夹紧力矩调整过程可实现plc精准控制。降低对操作人员的要求,简化对操作人员培训和考核的过程;
27.(5)本发明针对薄壁弱刚性石英盒形件的结构特点,制定了系列化柔性可更滑内外卡爪的结构,同一规格的微力矩装夹控制装置可以覆盖形状相同、多个尺寸规格的产品。具有较高的柔性和产品普适性。可以节省工装管理资源,节约生产成本。
附图说明
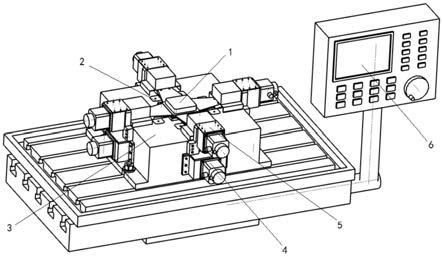
28.图1为本发明微力矩装夹控制装置整体示意图;
29.图2为本发明内卡爪丝杠组件示意图;
30.图3为本发明外卡爪丝杠组件示意图。
具体实施方式
31.下面结合实施例对本发明作进一步阐述。
32.本发明提供一种薄壁弱刚性石英盒形件加工用微力矩装夹控制装置,属于陶瓷材
料机械加工技术领域。本发明的方法中,针对薄壁弱刚性石英盒形件侧向刚性差、夹紧力矩小、产品容易变形的特点,设计了专用的微力矩装夹控制装置,主要解决以下问题:
33.1、针对找正时间长,重复工作较多,用时较长。
34.2、针对原始工装手工操作较多且存在产品易变形的风险。
35.3、针对产品夹紧力矩检测较难控制,不易达到较理想的夹持力矩要求。
36.4、针对产品原始工装手工操作较多,自动化程度不高,找正调整繁琐。
37.5、针对产品在加工过程中产品压紧力不均潜在的产品变形问题。
38.薄壁弱刚性石英盒形件加工用微力矩装夹控制装置,如图1所示,具体包括产品1、产品垫板2、壳体3、2个内卡爪丝杠组件4、4个外卡爪丝杠组件5和plc控制组件6。
39.其中,壳体3水平放置的长方体结构;在水平面上,设定沿壳体3其中一个侧边方向为x方向,沿与其相邻侧边方向为y方向;壳体3的上表面沿x、y方向设置有十字凹槽;2个内卡爪丝杠组件4对接呈垂直l型结构,伸入壳体3中;4个外卡爪丝杠组件5对接呈十字形结构,安装在壳体3的上表面的十字凹槽中;4个外卡爪丝杠组件5位于2个内卡爪丝杠组件4的顶部,且其中2个外卡爪丝杠组件5与2个内卡爪丝杠组件4竖直方向对应;产品垫板2水平设置在4个外卡爪丝杠组件5的中心顶部;产品1放置在产品垫板2上;plc控制组件6安装在壳体3外侧,通过电缆与内卡爪丝杠组件4和外卡爪丝杠组件5连接;通过预置plc控制组件6的夹紧力矩参数,实现产品1的内型面定位,外型面夹紧和松开的动作。
40.如图3所示,外卡爪丝杠组件5包括外卡爪伺服电机501、联轴器502、传动丝杠503、外卡爪滑枕504、外卡爪505、上导向线轨506、电机支架507;
41.外卡爪伺服电机501通过电机支架507安装在壳体3的对应位置上,通过联轴器502连接传动丝杠503,外卡爪滑枕504具有螺母结构,与传动丝杠503为配合副;上导向线轨506安装在壳体3的对应位置上,外卡爪滑枕504与上导向线轨506为配合副,外卡爪505被螺栓压紧在外卡爪滑枕504上,用于卡紧产品。
42.如图2所示,内卡爪丝杠组件4包括内卡爪伺服电机401、联轴器402、正反扣传动丝杠403、螺母4042个、下导向滑枕405、连接片406、上导向滑枕407、下导向线轨408、内卡爪409、电机支架410;
43.内卡爪伺服电机401通过电机支架410安装在壳体3上;通过联轴器402连接正反扣传动丝杠403,螺母4042个与正反扣传动丝杠403为配合副;上导向滑枕407和内卡爪409安装在上导向线轨506上;下导向滑枕405安装在下导向线轨408上,连接片406将下导向滑枕405、上导向滑枕407和螺母4042个连接成一体。
44.2个内卡爪丝杠组件4为正反螺纹丝杠,连接两套方向相反的内卡爪409;在内卡爪伺服电机401的驱动下,实现内卡爪409沿导向线轨408和沿导向线轨506在x或y轴线上松开和夹紧产品1的运动。
45.外卡爪丝杠组件5安装在壳体3上,在外伺服电机501的驱动下,分别实现外卡爪505沿导向线轨506在x、y轴线上松开和夹紧产品1的运动。
46.进行产品1内型面定位时,内卡爪409在内卡爪伺服电机401的带动下沿x、y轴线向远离中心方向运动,当内卡爪伺服电机401的旋转力矩小于plc控制器6预置参数时,内卡爪409连续向远离中心方向运动,内卡爪409接触到产品1内型面时,卡紧力增大,运动阻力增大,当内卡爪伺服电机401的旋转力矩等于plc控制器6预置参数时,内卡爪伺服电机401停
止转动,并在内部刹车装置的作用下,保持当前位置不动,同时完成产品1的自动定心动作。
47.进行产品1外型面夹紧时,外卡爪505在外卡爪伺服电机511的带动下沿x、y轴线向接近中心方向运动,接触到产品1外型面时,压紧力矩持续增大,直到等于plc控制器6预置参数时,外卡爪伺服电机511停止转动,并在内部刹车装置的作用下,保持当前压紧状态不动,完成产品1的夹紧动作。
48.装夹控制装置调整内卡爪定位产品1时,先将产品1放在产品垫板2上,再操作plc控制器6,内卡爪伺服电机401接到指令后开始转动,通过联轴器402带动正反扣传动丝杠403旋转,推动下导向滑枕405、连接片406、上导向滑枕407和内卡爪409沿下导向线轨408和上导向线轨506向远离中心方向运动。
49.当内卡爪伺服电机401的旋转力矩遇到的运动阻力小于plc控制器6预置参数时,内卡爪409连续向远离中心方向运动,内卡爪409接触到产品1内型面时,同轴上的两个卡爪背向运动卡紧产品1,运动阻力增大,当内卡爪伺服电机401的旋转力矩等于plc控制器6预置参数时,内卡爪伺服电机401停止转动,并在内部刹车装置的作用下,保持当前位置不动,同时完成产品1的自动定心动作;
50.装夹控制装置调整外卡爪夹紧产品1时,先确认内卡爪传动组件4已经对产品1定位完毕,再操作plc控制器6,外卡爪伺服电机501接到指令后开始转动,通过联轴器502带动传动丝杠503旋转,推动外卡爪滑枕504和外卡爪505沿上导向线轨506向接近中心方向运动;
51.接触到产品1外型面时,压紧力矩持续增大,直到等于plc控制器6预置参数时,外卡爪伺服电机501停止转动,并在内部刹车装置的作用下,保持当前压紧状态不动,完成产品1的夹紧动作。
52.薄壁弱刚性石英盒形件加工用微力矩装夹控制装置的使用方法,具体包括步骤如下:
53.步骤一:清理产品垫板2上的异物,将产品1放置在产品垫板2上,确保产品1下平面与产品垫板2贴合严密.
54.步骤二:操作plc控制器6,使内卡爪伺服电机401接到指令并开始转动,带动正反扣传动丝杠403旋转,推动下导向滑枕405、上导向滑枕407和内卡爪409沿下导向线轨408和导向线轨506向远离中心方向运动。
55.内卡爪伺服电机401的旋转力矩遇到的运动阻力小于plc控制器6预置参数时,内卡爪409连续向远离中心方向运动,内卡爪409接触到产品1内型面时,同轴上的两个卡爪背向运动卡紧产品1,运动阻力增大,当内卡爪伺服电机401的旋转力矩等于plc控制器6预置参数时,内卡爪伺服电机401停止转动,并在内部刹车装置的作用下,保持当前位置不动,同时完成产品1的自动定心动作;
56.步骤三:确认内卡爪传动组件4已经对产品1定位完毕,再操作plc控制器6,使外卡爪伺服电机501接到指令后开始转动,带动传动丝杠503旋转,推动外卡爪滑枕504和外卡爪505沿上导向线轨506向接近中心方向运动。
57.接触到产品1外型面时,压紧力矩持续增大,直到等于plc控制器6预置参数时,外卡爪伺服电机501停止转动,并在内部刹车装置的作用下,保持当前压紧状态不动,完成产品1的夹紧动作。
58.实施例
59.本实施例中一种薄壁弱刚性石英盒形件为石英纤维增强陶瓷基复合材料,毛坯为长方形或正方形毛坯,产品尺寸约为120*120*35mm。以下为加工方法及装置实施的具体过程:
60.步骤一:清理产品垫板上的异物,将产品放置在产品垫板上,确保产品下平面与产品垫板贴合严密.
61.步骤二:操作plc控制器,使内卡爪伺服电机接到指令并开始转动,带动传动丝杠旋转,推动下导向滑枕、上导向滑枕和内卡爪沿下导向线轨和导向线轨向远离中心方向运动。
62.内卡爪伺服电机的旋转力矩遇到的运动阻力小于plc控制器预置参数时,内卡爪连续向远离中心方向运动,内卡爪接触到产品内型面时,同轴上的两个卡爪背向运动卡紧产品,运动阻力增大,当内卡爪伺服电机的旋转力矩等于plc控制器预置参数时,内卡爪伺服电机停止转动,并在内部刹车装置的作用下,保持当前位置不动,同时完成产品的自动定心动作。
63.步骤三:确认内卡爪传动组件已经对产品定位完毕,再操作plc控制器,使外卡爪伺服电机接到指令后开始转动,带动传动丝杠旋转,推动外卡爪滑枕和外卡爪沿导向线轨向接近中心方向运动。
64.接触到产品外型面时,压紧力矩持续增大,直到等于plc控制器预置参数时,外卡爪伺服电机停止转动,并在内部刹车装置的作用下,保持当前压紧状态不动,完成产品的夹紧动作。
65.本发明虽然已以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以利用上述揭示的方法和技术内容对本发明技术方案做出可能的变动和修改,因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本发明技术方案的保护范围。