一种n-sic/al2o3纳米复合防腐蚀涂层及其制备方法
技术领域
1.本发明属于先进陶瓷涂层制备领域,具体涉及一种n-sic/al2o3纳米复合防腐蚀涂层及其制备方法。
背景技术:
2.陶瓷涂层作为一种重要的腐蚀防护技术用于降低材料受到环境的腐蚀影响,可以大大延长金属构件的寿命。陶瓷材料具有良好的抗腐蚀性能,故在金属表面加陶瓷涂层,改善金属材料抗腐蚀性能,同时又保留金属原有的强度和韧度。
3.al2o3陶瓷涂层由于具有化学性质稳定、工艺性好、成本低廉等优点,成为高温涂层的重要材料。但是al2o3几乎没有导电性,作为高温防腐蚀陶瓷具有自身的局限性,这大大限制了该热障涂层的应用范围。sic作为一种半导体材料,导电性较好,且其具有耐高温、耐腐蚀、强度大、抗冲击等特点,因此可将其与al2o3进行复合,通过制备sic-al2o3纳米复合涂层来提高其高温防腐蚀性能。
4.将sic颗粒与al2o3共混球磨后,利用喷雾造粒和等离子喷涂法在工件表面制备复合涂层是常用的方法。但是传统的共混球磨法粉体的粒度较粗,会引起涂层熔化不完全、成分分布不均匀等问题。
技术实现要素:
5.本发明的目的是提供一种n-sic/al2o3纳米复合防腐蚀涂层及其制备方法。该方法利用聚碳硅烷为先驱体、尿素为氮源,利用激光等离子束作为分解热源,在金属基体表面制备一层致密的n-sic/al2o3复相陶瓷陶瓷涂层,使金属构件同时具有金属材料的强度和韧性,以及陶瓷材料耐高温、耐腐蚀、耐磨损的优点,大幅度提高金属零部件的使用寿命。
6.本发明采用如下技术方案来实现的:
7.一种n-sic/al2o3纳米复合防腐蚀涂层的制备方法,包括以下步骤:
8.步骤1,按设定比例配置al(no3)3·
9h2o的水溶液;
9.步骤2,向步骤1的水溶液加入设定比例的尿素,充分搅拌后使其溶解;
10.步骤3,将过量的氨水滴加于步骤2中的混合溶液并持续搅拌直至生成白色沉淀;
11.步骤4,将聚碳硅烷溶于二甲苯溶液中;
12.步骤5,将步骤4中配置的溶液和pva水溶液加入到步骤3中的溶液;
13.步骤6,将步骤5中的混合物置于辊式球磨机上进行球磨;
14.步骤7,将步骤6中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的al(oh)3、聚碳硅烷和尿素的球状喷涂喂料混合粉体;
15.步骤8,将步骤7得到的球状喷涂喂料置于送粉器中,通过真空等离子喷涂的方式在金属基板表面进行热喷涂,在高温火焰条件下al(oh)3和聚碳硅烷经过分解,且尿素分解出的n原子溶于sic晶格中,一步法制备耐磨、致密的n-sic/al2o3纳米复合涂层。
16.本发明进一步的改进在于,步骤1中混合溶液的容积为1000ml,al(no3)3·
9h2o的
质量分数为20wt.%~50wt.%。
17.本发明进一步的改进在于,步骤2中尿素溶液的浓度为1wt.%~3wt.%。
18.本发明进一步的改进在于,步骤3中氨水的浓度为30~50%。
19.本发明进一步的改进在于,步骤4中配置溶液的容积为300~500ml,聚碳硅烷的质量分数为20~40wt.%。
20.本发明进一步的改进在于,步骤5中pva水溶液的浓度为3~8%,其加入量为200~300ml。
21.本发明进一步的改进在于,步骤6中辊式球磨机的转速为50~100r/min,球磨时间为24~48h。
22.本发明进一步的改进在于,步骤7中喷雾造粒机的参数为:喷雾造粒机进气温度为320~350℃,出口温度120~150℃,腔内温度160~200℃,喷嘴速度30000~36000r/min,浆液进料速度120~150g/min;
23.真空等离子喷涂的参数为:电流240~280a,电压40~60v,一次气体ar和n2流速14.0~18.0l/min,二次气体n2流速3.0~5.0l/min,喷射距离80~120mm,粉末载气流速4.0~8.0l/min,送粉速率3.0~5.0g/min。
24.一种n-sic/al2o3纳米复合防腐蚀涂层,采用所述的制备方法制备得到。
25.本发明至少具有如下有益的技术效果:
26.1.本发明的目的是提供一种n-sic/al2o3纳米复合防腐蚀涂层及其制备方法。利用化学法制备纳米al(oh)3沉淀,再通过喷雾造粒得到al(oh)3、聚碳硅烷(pcs)和尿素的球状喷涂喂料混合粉体,再通过真空等离子喷涂法制备n-sic/al2o3纳米复合涂层,形成的复合涂层成分均匀、熔化程度高、致密度高。
27.2.本发明为一种n-sic/al2o3纳米复合防腐蚀涂层及其制备方法,与传统热障涂层工艺相比,本发明直接利用al(oh)3、聚碳硅烷(pcs)和尿素的球状混合粉体作为喷涂喂料,通过真空等离子喷枪的高温作用使其分解,同时使n原子溶于sic晶格中,一步法制备n-sic/al2o3纳米复合涂层,生产步骤简便,节省能源,成本低;
28.3.本发明为一种n-sic/al2o3纳米复合涂层及其制备方法,与纯al2o3纳米复合涂层相比,复合涂层在高温下的电导率急剧增加,从几乎为0升高到102s/m数量级,其在高温下的电导率提高有利于提高涂层的防腐蚀性能和延长金属构件的寿命。
附图说明
29.图1是本发明的al(oh)3、聚碳硅烷(pcs)和尿素的球状喷涂喂料混合粉体的sem图;
30.图2是本发明制备的n-sic/al2o3纳米复合涂层的xrd图;
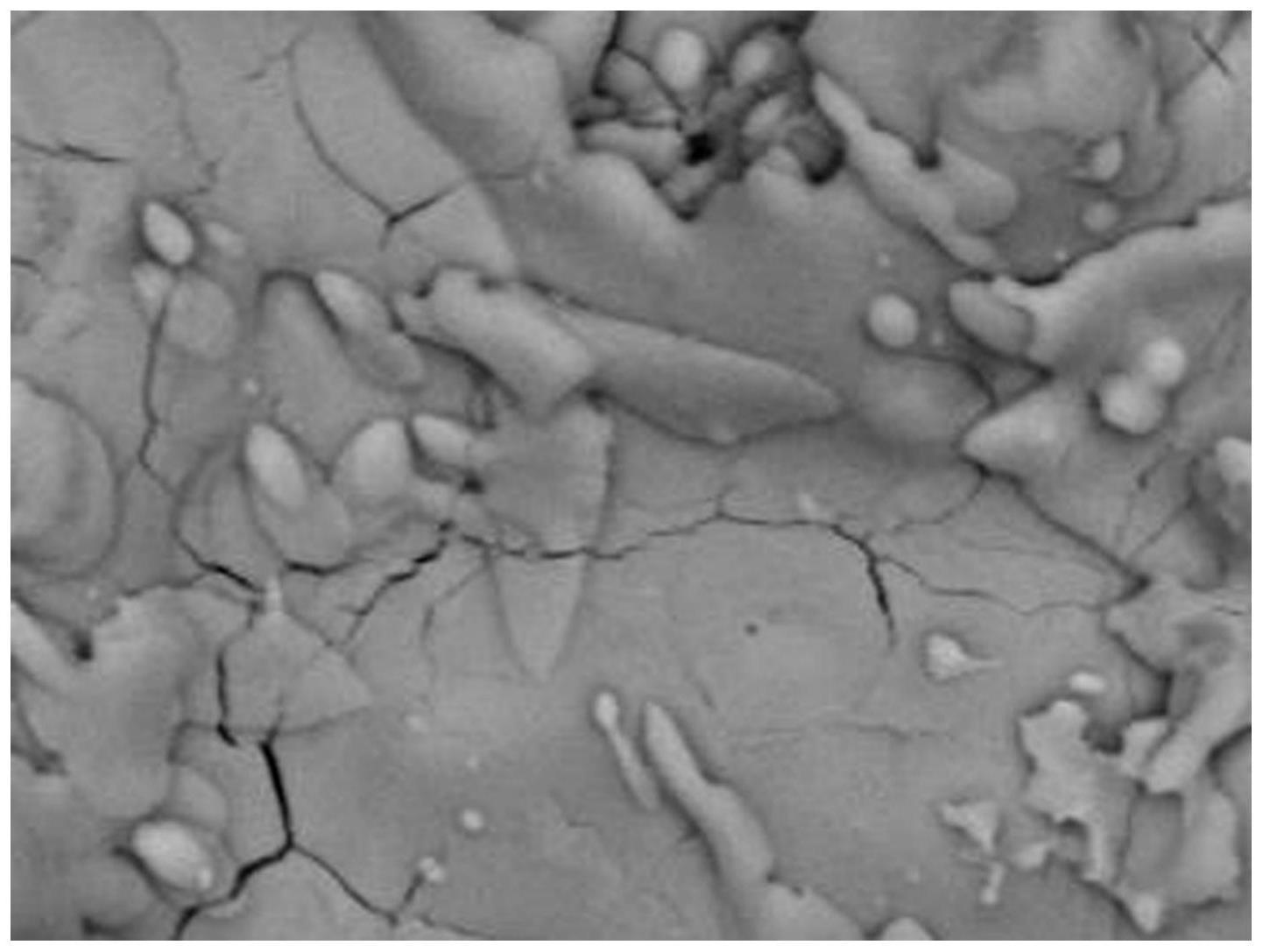
31.图3是本发明制备的n-sic/al2o3纳米复合涂层的sem图;
32.图4是本发明制备的n-sic/al2o3纳米复合涂层的高温电导率图。
具体实施方式
33.下面结合具体实施方式对本发明进行详细说明,
34.本发明一种n-sic/al2o3纳米复合防腐蚀涂层及其制备方法,具体按照以下步骤实
施:
35.步骤1,按设定比例配置al(no3)3·
9h2o的水溶液;al(no3)3·
9h2o溶液的容积为1000ml,al(no3)3·
9h2o的质量分数为20wt.%~50wt.%;
36.步骤2,向步骤1的水溶液加入设定比例的尿素,尿素溶液的浓度为1wt.%~3wt.%,充分搅拌后使其溶解;
37.步骤3,将过量的氨水滴加于步骤2中的混合溶液并持续搅拌直至生成白色沉淀,氨水的浓度为30~50%;
38.步骤4,将一定量的聚碳硅烷(pcs)溶于二甲苯溶液中,配置溶液的容积为300~500ml,聚碳硅烷(pcs)的质量分数为20~40wt.%;
39.步骤5,将步骤4中配置的溶液和一定量的pva水溶液加入到步骤3中的溶液,pva水溶液的浓度为3~8%,其加入量为200~300ml;
40.步骤6,将步骤5中的混合物置于辊式球磨机上进行球磨,辊式球磨机的转速为50~100r/min,球磨时间为24~48h;
41.步骤7,将步骤6中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的al(oh)3、聚碳硅烷(pcs)和尿素的球状喷涂喂料混合粉体,喷雾造粒机的参数为:喷雾造粒机进气温度为320~350℃,出口温度120~150℃,腔内温度160~200℃,喷嘴速度30000~36000r/min,浆液进料速度120~150g/min;
42.步骤8,将步骤7得到的球状喷涂喂料置于送粉器中,通过真空等离子喷涂的方式在金属基板表面进行热喷涂,在高温火焰条件下al(oh)3和聚碳硅烷(pcs)经过分解,且尿素分解出的n原子溶于sic晶格中,一步法制备耐磨、致密的n-sic/al2o3纳米复合涂层。
43.实施例1
44.步骤1,按设定比例配置al(no3)3·
9h2o的水溶液;al(no3)3·
9h2o溶液的容积为1000ml,al(no3)3·
9h2o的质量分数为20wt.%;
45.步骤2,向步骤1的水溶液加入设定比例的尿素,尿素溶液的浓度为1wt.%,充分搅拌后使其溶解;
46.步骤3,将过量的氨水滴加于步骤2中的混合溶液并持续搅拌直至生成白色沉淀,氨水的浓度为30%;
47.步骤4,将一定量的聚碳硅烷(pcs)溶于二甲苯溶液中,配置溶液的容积为300ml,聚碳硅烷(pcs)的质量分数为20wt.%;
48.步骤5,将步骤4中配置的溶液和一定量的pva水溶液加入到步骤3中的溶液,pva水溶液的浓度为3%,其加入量为200ml;
49.步骤6,将步骤5中的混合物置于辊式球磨机上进行球磨,辊式球磨机的转速为50r/min,球磨时间为24h;
50.步骤7,将步骤6中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的al(oh)3、聚碳硅烷(pcs)和尿素的球状喷涂喂料混合粉体,喷雾造粒机的参数为:喷雾造粒机进气温度为320℃,出口温度120℃,腔内温度160℃,喷嘴速度30000r/min,浆液进料速度120g/min;
51.步骤8,将步骤7得到的球状喷涂喂料置于送粉器中,通过真空等离子喷涂的方式在金属基板表面进行热喷涂,在高温火焰条件下al(oh)3和聚碳硅烷(pcs)经过分解,且尿
素分解出的n原子溶于sic晶格中,一步法制备耐磨、致密的n-sic/al2o3纳米复合涂层。
52.实施例2
53.步骤1,按设定比例配置al(no3)3·
9h2o的水溶液;al(no3)3·
9h2o溶液的容积为1000ml,al(no3)3·
9h2o的质量分数为50wt.%;
54.步骤2,向步骤1的水溶液加入设定比例的尿素,尿素溶液的浓度为3wt.%,充分搅拌后使其溶解;
55.步骤3,将过量的氨水滴加于步骤2中的混合溶液并持续搅拌直至生成白色沉淀,氨水的浓度为50%;
56.步骤4,将一定量的聚碳硅烷(pcs)溶于二甲苯溶液中,配置溶液的容积为500ml,聚碳硅烷(pcs)的质量分数为40wt.%;
57.步骤5,将步骤4中配置的溶液和一定量的pva水溶液加入到步骤3中的溶液,pva水溶液的浓度为8%,其加入量为300ml;
58.步骤6,将步骤5中的混合物置于辊式球磨机上进行球磨,辊式球磨机的转速为100r/min,球磨时间为48h;
59.步骤7,将步骤6中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的al(oh)3、聚碳硅烷(pcs)和尿素的球状喷涂喂料混合粉体,喷雾造粒机的参数为:喷雾造粒机进气温度为350℃,出口温度150℃,腔内温度200℃,喷嘴速度36000r/min,浆液进料速度150g/min;
60.步骤8,将步骤7得到的球状喷涂喂料置于送粉器中,通过真空等离子喷涂的方式在金属基板表面进行热喷涂,在高温火焰条件下al(oh)3和聚碳硅烷(pcs)经过分解,且尿素分解出的n原子溶于sic晶格中,一步法制备耐磨、致密的n-sic/al2o3纳米复合涂层。
61.实施例3
62.步骤1,按设定比例配置al(no3)3·
9h2o的水溶液;al(no3)3·
9h2o溶液的容积为1000ml,al(no3)3·
9h2o的质量分数为30wt.%;
63.步骤2,向步骤1的水溶液加入设定比例的尿素,尿素溶液的浓度为1.5wt.%,充分搅拌后使其溶解;
64.步骤3,将过量的氨水滴加于步骤2中的混合溶液并持续搅拌直至生成白色沉淀,氨水的浓度为35%;
65.步骤4,将一定量的聚碳硅烷(pcs)溶于二甲苯溶液中,配置溶液的容积为350ml,聚碳硅烷(pcs)的质量分数为25wt.%;
66.步骤5,将步骤4中配置的溶液和一定量的pva水溶液加入到步骤3中的溶液,pva水溶液的浓度为4.5%,其加入量为230ml;
67.步骤6,将步骤5中的混合物置于辊式球磨机上进行球磨,辊式球磨机的转速为65r/min,球磨时间为32h;
68.步骤7,将步骤6中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的al(oh)3、聚碳硅烷(pcs)和尿素的球状喷涂喂料混合粉体,喷雾造粒机的参数为:喷雾造粒机进气温度为330℃,出口温度130℃,腔内温度170℃,喷嘴速度32000r/min,浆液进料速度130g/min;
69.步骤8,将步骤7得到的球状喷涂喂料置于送粉器中,通过真空等离子喷涂的方式
在金属基板表面进行热喷涂,在高温火焰条件下al(oh)3和聚碳硅烷(pcs)经过分解,且尿素分解出的n原子溶于sic晶格中,一步法制备耐磨、致密的n-sic/al2o3纳米复合涂层。
70.实施例4
71.步骤1,按设定比例配置al(no3)3·
9h2o的水溶液,al(no3)3·
9h2o溶液的容积为1000ml,al(no3)3·
9h2o的质量分数为40wt.%;
72.步骤2,向步骤1的水溶液加入设定比例的尿素,尿素溶液的浓度为2.5wt.%,充分搅拌后使其溶解;
73.步骤3,将过量的氨水滴加于步骤2中的混合溶液并持续搅拌直至生成白色沉淀,氨水的浓度为45%;
74.步骤4,将一定量的聚碳硅烷(pcs)溶于二甲苯溶液中,配置溶液的容积为450ml,聚碳硅烷(pcs)的质量分数为35wt.%;
75.步骤5,将步骤4中配置的溶液和一定量的pva水溶液加入到步骤3中的溶液,pva水溶液的浓度为6.5%,其加入量为270ml;
76.步骤6,将步骤5中的混合物置于辊式球磨机上进行球磨,辊式球磨机的转速为85r/min,球磨时间为40h;
77.步骤7,将步骤6中经过球磨的浆料在喷雾造粒机上进行造粒,去除水分后得到干燥的al(oh)3、聚碳硅烷(pcs)和尿素的球状喷涂喂料混合粉体,喷雾造粒机的参数为:喷雾造粒机进气温度为340℃,出口温度140℃,腔内温度190℃,喷嘴速度30000~34000r/min,浆液进料速度140g/min;
78.步骤8,将步骤7得到的球状喷涂喂料置于送粉器中,通过真空等离子喷涂的方式在金属基板表面进行热喷涂,在高温火焰条件下al(oh)3和聚碳硅烷(pcs)经过分解,且尿素分解出的n原子溶于sic晶格中,一步法制备耐磨、致密的n-sic/al2o3纳米复合涂层。
79.本发明提供了一种n-sic/al2o3纳米复合防腐蚀涂层及其制备方法,直接利用al(oh)3、聚碳硅烷(pcs)和尿素的球状混合粉体作为喷涂喂料,通过真空等离子喷枪的高温作用使其分解,同时使n原子溶于sic晶格中,一步法制备n-sic/al2o3纳米复合涂层。生产步骤简便,节省能源,成本低,有广泛的应用前景。
80.利用本发明方法制备的一种n-sic/al2o3纳米复合防腐蚀涂层的al(oh)3、聚碳硅烷(pcs)和尿素的球状喂料的sem图,如图1所示,由图可知,球状喂料是由无数细小的纳米颗粒组成的,有利于其在等离子高温火焰中熔融。
81.利用本发明的方法得到的n-sic/al2o3纳米复合防腐蚀涂层的xrd和sem图如图2及图3所示;从图中可以看出,经过喷涂之后得到的涂层中有α-al2o3和β-sic,说明经过高温条件后al(oh)3和聚碳硅烷(pcs)均完全分解,且尿素分解后的n原子融入了β-sic的晶格中,起到了掺杂的作用;另外,涂层的熔化程度很高,基本上没有粗大的颗粒,说明制备的涂层非常致密,能大大提高涂层的防腐蚀性能和金属构件的寿命。
82.图4为本发明制备的n-sic/al2o3纳米复合涂层的高温电导率图,如图所示,与纯al2o3纳米复合涂层相比,复合涂层在高温下的电导率急剧增加,从几乎为0升高到102s/m数量级,大大提高了涂层的高温防腐蚀性能。