1.本发明涉及经涂覆的、易磨损的金属基底及其制造方法。本发明特别是涉及一种改进的用于压铸机的填充腔。
背景技术:
2.压铸机的填充腔的内面在供应开口的区域中与磨损最有关。通过由供应开口机械地填入热铸造材料、例如液态铝,所述铸造材料持续地在供应开口下方的相同的部位上碰到填充腔的内面上。在较长时间地使用填充腔之后可以由此发生在供应开口下方的区域中的侵蚀,由此可能阻碍压力活塞在腔内滑动并且使压力活塞经受较大的磨损。在真空压铸的情况中此外更困难的是,可靠地产生所需的真空。因此由de 42 29 338c2公知了一种填充腔,所述填充腔由具有可拆卸的圆柱形的插件的外壳体构成。插件在此从填充腔的外端部延伸直至供应开口的径向内部并且在所述插件的内端部上在窄的环形区域中以所述插件的周向面与填充腔的内壁接触,而所述插件在其外端部上由在所述插件的外周边和填充腔的内壁之间配合的定心环与填充腔同轴地被引导。由此已经实现用于压铸机的填充腔,所述填充腔的主磨损区域能够直接在压铸机上被更换。然而这种插件的更长的使用寿命是值得期望的。
3.此外由de 102 05 246 b4公知了一种用于压铸机的填充腔,所述填充腔具有用于液态铸造材料的供应开口,其中,在填充腔壁中在与供应开口对置的区域中设置冷却装置。冷却装置由从外部能置入到填充腔壁中的盘构成,所述盘设置有用于冷却剂的至少一个导向通道。所述措施此外应该延长填充腔插件的使用寿命。
4.ep 3 184 203 a1同样公开了一种用于压铸机的填充腔,所述填充腔的圆柱形的内面用作用于压力活塞的滑动面,并且所述填充腔具有用于液态铸造材料的供应开口以及能取下的圆柱形的插件,压力活塞沿着所述填充腔的内面滑动,并且所述压力活塞设置有外周填充的、径向的、与填充腔的供应开口连接的开口。在此,所述能取下的插件的内面至少部分地由钼或钼合金构成。能取下的插件由金属覆盖层(钢)构成,并且内置的套筒由钼或钼合金(mo/mo合金)构成。
5.在所述的情况中,圆柱形的插件用于保护供应开口或填充腔,并且该插件在产生磨损时可以被新的插件更换,在最经常出现用于压力活塞的滑动面的磨损的情况实现相对迅速的补救措施。
6.wo 00/10752 a1涉及一种用于由有色金属(例如al或mg)铸造成型件的铸造模具。在此,铸模由重金属合金(例如w合金)制成,或者所述铸模的朝向成型件的接触侧相应地被涂层。出于所述目的使用呈烧结元件形式的重金属合金。
7.us 2017/0266719 a1公开压铸设备和相应的铸造方法。在此,确定的设备部分设置有涂层,所述涂层与使用在现有技术中的铁合金相比更少与待浇铸的金属(例如al、cu、ti及其合金)化学地反应。
13*10-6 1/k)彼此是非常不同的,这使得将热学稳定/机械稳定的钨涂层施加到钢基底明显变得困难。
20.热喷涂的表面涂覆方法表明特别适用于根据本发明的目的。所述方法在根据本发明的实施方案中导致将被喷涂的层以典型地》800hv的维氏硬度非常强地硬化,而例如钨合金仅仅具有280至400hv之间的硬度。除了明显地改善化学/热学的和机械的稳定性以外,通过热喷涂施加的表面涂层的特征例如也在于对于液态铝的特别的抗溶解性相并且因此优选地和尤其适用于铝压铸设备中的插件。
21.下述方法属于热喷涂方法:
22.电弧喷涂方法
23.线材火焰喷涂方法(或借助棒材)
24.粉末火焰喷涂方法
25.高速喷涂方法/高速火焰喷涂(hvof)
26.激光喷涂
27.冷喷涂方法
28.爆炸喷涂
29.等离子喷涂
30.pta
31.通过选择所述喷涂方法作为涂覆技术实现对于所述应用非常有利的涂层硬化,所述涂层又对于极大地提高这样经涂覆的填充腔和插件和金属基底的使用寿命起决定性作用。
32.所有这些方法能够原则上用于本发明的目的。
33.本发明由此除了基于钨的材料(添加材料(喷涂添加物))以外同样涉及涂覆方法,通过所述涂覆方法施加所述材料。热喷涂方法是表面涂覆方法。在此按照标准定义(din en 657),在喷涂燃烧器内部或外部熔解、熔融或熔化的添加材料、所谓的喷涂添加物在气体流中以喷涂颗粒的形式被加速并且被喷射到待涂覆的构件的表面上。构件表面在此(与堆焊不同地)不熔化并且仅仅以小的程度承受热负荷。实现层形成,因为喷涂颗粒在射到构件表面上时与工艺和材料相关地或多或少地被平铺、首先通过机械相互连接而保持附着并且成层地形成喷涂层。喷涂层的质量特征是低多孔性、与所述构件的好的连接、无裂纹性和均匀的微观结构。所实现的层特性决定性地由喷涂颗粒在其射到待涂覆的表面上的时间点的温度和速度影响。表面状态(纯度、活性、温度)同样影响质量特征、例如附着性。
34.电弧(电弧喷涂)、等离子体束(等离子喷涂)、燃料-氧气-火焰或燃料-氧气-高速火焰(常规的并且高速-火焰喷涂)、快速的预热的气体(冷气体喷涂)和激光束(激光束喷涂)用作用于熔融或熔化喷涂添加物材料的能量载体。按照din-norm en 657,喷涂方法根据所述标准安排。
35.如果w/w合金用作线材,则优选的方法是电弧金属喷镀。对于粉末状的w/w合金特别是考虑等离子喷涂。
36.热喷涂的所述方法在现有技术中并且由此也对于本领域技术人员是已知的;参见例如http://www.gts-ev.de/html d/ts-info.htm或信息手册
‑“
gase und know-how beim thermischen spritzen”,linde ag,业务部linde gas,unterschleiβheim
(d)。
37.对于本发明的目的表明,为了解决根据本发明的任务适当地改变现有技术中原则上已知的涂覆方法的特定代表方案导致关于质量,和在此特别是关于施加的涂层的所实现的硬度令人惊奇的结果。
38.原则上热喷涂方法和用于熔焊涂覆材料的方法也根据本发明是优选的。在此,热喷涂方法实现对于不同的待施加的材料的宽的应用范围。
39.这些热喷涂方法中尤其电弧喷涂根据本发明是优选的,所述电弧喷涂不仅使用在所谓的双线方法中并且特别优选地使用在所谓的单线方法中。优选的涂层材料是钨或钨合金。
附图说明
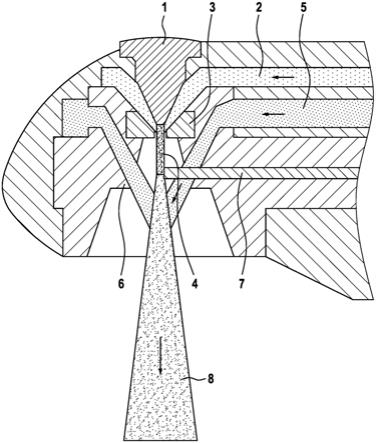
40.下面借助图1示例性地具体地描述优选的涂覆或喷涂方法,而由此不限制本发明的内容。图1在此以示意图示出单线喷涂装置的喷射头。在此,电极4(钨电极)能绕着线材旋转地安装。
具体实施方式
41.电弧在双线方法中在两个线材之间被引燃并且在如图1中所示的单线喷涂中在钨电极1和喷涂线材7之间被引燃。在此,放电的电极、即电弧首先通过保护气体2、在此即氩或氩氢混合物并且然后通过由保护气体2和雾化气体5构成的气体混合物,所述雾化气体由n2或空气构成,并且所述气体在此被离子化成等离子体4并且将所述等离子体加热到大约15000℃。等离子体4下述气体混合物构成,所述气体混合物由保护气体1、即氩或氩/氢(ar/arh2)以及雾化气体3构成。电极1保持仅仅由保护气体2围绕流动并且由此被保护。在此,在雾化气体5以非常高的压力或以非常高的速度将喷涂线材7的熔化的液滴喷射之前,电弧4将喷涂线材7熔化。通过雾化气体和保护气体喷射的喷涂线材以附图标记8标出。雾化气体流不必如同在等离子弧焊中那样围绕保护气体2环状地流动,所述雾化气体流也可以例如通过喷嘴被输入。在这种情况中,图1中所示的雾化气体喷嘴6被取消并且单个喷嘴替换。
42.电极1和线材7之间的空间分开(其中,电极1可以绕着线材7旋转)实现使用更便宜的氮气气体替代稀有气体。由此已经实现相对于具有大约300hv的原始材料将硬度增大到大约600hv。表明的是,通过作为雾化气体5的空气可以实现进一步实质地将硬度增大到大约900hv。优选地使用60-159a的范围内的电流用于借助w或w合金构成的线材的单线喷涂。
43.本发明特别是实现强负荷的填充腔的更长的使用寿命并且由此也实现相应的压铸设备的更长的使用寿命,并且本发明包括经涂覆的填充腔或相应的插件、用于涂覆所述部件的方法、相应地配备的压铸设备和将钨或钨合金用于涂覆(完全或部分地)填充腔或填充腔插件的应用。所述描述通常按意义关于根据本发明经涂覆的金属基底是适用的。
44.在此如下地指出:
45.w/w合金比钼(mo)或钼合金更不易断裂并且氧化敏感性也是更低的。根据本发明优选的热喷涂能够不是仅仅保护插件,而是保护整个填充腔。
46.通过所述喷涂强烈地硬化所述材料,由此不仅关于分解通过液态熔液来改善,而且同时实现防止机械磨损。由此将钨或典型的w合金的硬度从例如250-300/400hv增大到用
于被喷涂的层的大于800hv(例如900hv)(hv-维式硬度)。所述硬化是特别的并且例如在其他使用的铁或镍合金中不发生。热喷涂的方法也能够以简单的方式修复填充腔的磨损的插件。在此,所述插件最初不必配备涂层。
47.此外提出同样由本发明包括的下述实施方式和应用方式。
48.除了热喷涂以外,w/w合金焊接或熔焊到待保护的基底也导致改善其(经涂覆的)表面的热学特性、化学特性和机械特性。被熔焊的w/w合金的硬度同样相对于正常值明显地被改善,然而通常未达到可通过热喷涂实现的值。所述熔焊通过通常的焊接方法、例如wig焊接、mig焊接、mag焊接进行。
49.到基底表面上的热喷涂或熔焊如同对于w/w合金所述的那样在钼或钼合金的情况中也导致明显地改善热学特性、化学特性和机械特性(硬度)。因此,本发明为了根据本发明的目的同样包括通过将mo/mo合金热喷涂或熔焊实现的对金属基底表面的涂覆,这例如在ep 3 184 203b1中(参见那里例如段落[0009]至[0012])被描述并且参考在此对于所述目的描述的公开内容。
[0050]
最后,根据本发明地施加w/w合金或mo/mo合金(其中,w/w合金是优选的)不仅仅局限于涂覆压铸机的填充腔和填充腔插件的内面,而是涉及在铸造例如铝、锌和铜和相应的合金时所有易磨损的区域。根据本发明施加的涂覆的应用由此包括铸造过程中所有负荷的部分,并且所述涂覆的应用同样包括所有其他可考虑的磨损应用、例如用于铝、铜和钢的成型模具的涂覆,用于凸轮轴、转接设备、活塞的涂覆以及类似的应用领域。这在本发明的意义中是易磨损的金属基底的实例。
[0051]
附图标记列表
[0052]
1 阴极(钨电极)
[0053]
2 保护气体氩或氩/氢
[0054]
3 保护气体喷嘴
[0055]
4 电弧(由保护气体ar/arh2构成的等离子体)
[0056]
5 雾化气体(n2或空气)
[0057]
6 雾化气体-气体喷嘴
[0058]
7 喷涂线材
[0059]
8 被喷射的喷涂线材(具有雾化气体和保护气体)。