1.本发明涉及一种用于将基底(grundierung)施加在构件上的方法和一种用于制造带有构件的玻璃(verglasung)的方法以及一种用于执行该方法包括质量保证的可能性的系统。
背景技术:
2.文件wo 2016/096652 a1公开了一种用于为了装饰性和/或信息性的目的制造带有喷墨印刷图像的层压玻璃制品的方法。在文件wo 20107/079160 a2中公开了一种装饰聚合物薄膜和一种用于其制造的方法。
3.根据现有技术此外已知借助于擦墨移印(tampondruck)将用于附装件的基底涂覆在玻璃片(scheibe)或附装件上。这样的方法例如由文件fr 2 921 652 a1或文件fr 2 921 653 a1已知。在该已知的方法中,将毛毡或擦子(tampon)、尤其由硅酮构成浸入基底液体中并且然后利用毛毡或擦子由人或由机器人将基底液体涂覆在待打基底的表面上。
4.该已知的方法的缺点是在借助于擦子、尤其硅酮擦子涂覆时这样的擦子由材料决定不能与所有基部兼容。如此,尤其可将硅酮材料鉴于其抗黏附的特性评估为对于附着基底涂覆(haftgrundauftrag)关键的。在擦墨移印中应用由擦子、铅版(klischee)和墨罐(farbtopf)构成的套件,其仅可被用于一个或少量印刷图像且仅用于受限的时间段。恰恰在再利用擦子时存在其被污染或损坏的提高的风险。须清除和替换不再被再利用的擦子。因此需要大量储备印刷套件和尤其备用擦子。此外,液体通过擦子发出经受一定的波动。此外,在印刷机中介质的汽化引起需要定期地、有时频繁地清洁与介质接触的所有构件。在涂覆量中和在涂覆模板(auftragsmuster)中由系统引起的波动对于通过操作者手动涂覆是不利的。进一步不利的是操作者暴露于含溶剂的基底液体。用于涂覆的毛毡与待处理的构件表面持久接触,因此被污染并且须定期替换。如果反之不替换毛毡,可导致质量问题甚至导致粘合失效。
技术实现要素:
5.本发明的目的是说明一种方法和系统,其允许改善地施加基底。其尤其应在高涂覆质量的可重复性、生产率、用户友好性和环境相容性方面来改善。
6.根据本发明的用于施加基底的方法包括:a) 提供构件,b) 提供模板(muster),在其中应来施加基底,c) 借助于印刷装置将基底无接触地施加在构件上。
7.在根据本发明的方法中因此例如以图形数据(graphikdatei)的形式来提供涂覆模板,使得涂覆总是在构件上为此设置的区域中进行。因此例如总是可相对于外棱边和/或功能件维持足够的边缘。通过使用无接触地工作的印刷机,可放弃毛毡或擦子。因此不仅减小积累的垃圾量、尤其特殊垃圾量,而且减小由于未换的受污染的毛毡或者受污染的或损
坏的擦子的易出错率。基底(还底漆(primer))由基底液体、尤其分散物(其可基于水或溶剂)来施加。施加的基底尤其用作附着增强剂(haftvermittler)。这样的方法尤其可集成到全自动化生产线中,因为其中取消毛毡或擦子的更换。
8.由于涂覆模板能够以图形数据的形式来提供,不需要印刷板(druckplatte),这导致成本减少并且实现涂覆模板的更简单的更换。
9.在根据本发明的方法中还可简单地更换待涂覆的基底。
10.无接触的施加适宜地借助于脉冲式印刷机、尤其带有大于800hz频率的印刷机实现。通过脉冲式印刷机可局部施加非常少量的基底。因此位置更真实地且更精确地来施加模板,这尤其在基底液体粘性较小并且/或者基底液体的溶剂挥发性较高的情况下是必需的。
11.适宜地,无接触的施加借助于数字印刷机或喷涂打印机实现。数字印刷机还可被理解成所谓的数字打印机、喷墨打印机、喷涂打印机或超声打印机。
12.在一设计方案中,构件是在玻璃片处用于附装件的保持元件或用于将玻璃片安装到车辆中的辅助器件。用于安装玻璃片的辅助器件例如可被理解成用于可移动的侧面玻璃片或定位销或保持销的升降轨(hebeschiene)。
13.基底包含颗粒、尤其带有10至20μm(微米)的尺寸的颗粒。因此,基底液体作为分散物包含颗粒、尤其带有10至20μm的尺寸的颗粒。这些颗粒可作为单个颗粒或以团状物的形式存在。
14.适宜地,该基底基于溶剂。备选地,然而该基底还可以是水基的。
15.本发明还涉及一种用于制造带有构件的玻璃的方法,其至少包括:a) 提供玻璃片和构件,b) 利用根据上面所说明的根据本发明的方法的一方法将基底施加在构件上,c) 将基底施加在玻璃片上,d) 将粘合剂施加到在构件或玻璃片上之前所涂覆的基底上,e) 将玻璃片和构件连接。
16.适宜地,在步骤c)中还提供模板(在其中将基底施加在玻璃片上)并且然后借助于印刷装置将基底无接触地施加在玻璃片上。
17.涂覆模板例如能够以图形数据的形式来提供,使得该涂覆总是在玻璃片上为此所设置的区域中进行。因此例如总是可相对于外棱边和/或功能件维持足够的边缘。
18.优选地,对于在玻璃片上涂覆基底提供与对于在构件上涂覆基底相同的涂覆模板。
19.玻璃片尤其可以是复合玻璃的外-或内玻璃片。尤其可涉及车辆玻璃、优选地后玻璃片或挡风玻璃片的内玻璃片。
20.利用前述方法可制造带有构件的根据本发明的玻璃片。玻璃片尤其可以是车辆玻璃(例如挡风玻璃片)的内玻璃片。
21.用于执行上面所说明的方法中的一个的根据本发明的系统包括:用于构件的供给部(zufuehrung),印刷机,其带有印刷机头和用于将构件中的一个布置在印刷机头之下的支承部,以及
用于存放设有基底的构件的存放部(ablage),其中,印刷机头具有基底液体供给和用于将基底液体无接触地施加在构件上的喷嘴。
22.应理解的是,将构件单独布置在印刷机头之下。如果多个构件应设有基底,则将其依次布置在印刷机头之下并且依次存放在用于设有基底的构件的存放部上。
23.适宜地,该系统至少在支承部和喷嘴的区域中包括外壳(einhausung)。这样的外壳用于减小蒸发的溶剂逸出到环境中的目的和因此用于操作人员的安全。
24.供给和/或存放选择性地手动地或自动化地、尤其借助于传送带和/或机器人实现。机器人例如可被理解成带有具有三个或更多个运动方向的手臂的系统或者门户系统(portalsystem)。这样的系统可在线地集成在生产线中或者离线地布置。在离线的实施方案中,供给部和存放部适宜地各包括用于待打基底的构件或已打基底的构件的(滚动)容器。
25.在一设计方案中,印刷机头是位置固定的而用于布置构件的支承部尤其借助于在x-y-z方向上可移动的系统是可移动的,或者印刷机头尤其借助于在x-y-z方向上可移动的另外的系统是可移动的而支承部是位置固定的。可移动的系统和另外的可移动的系统的组合是可能的,使得不仅印刷机头而且支承部可定位。
26.在一实施形式中,该系统附加地具有用于玻璃片的供给部、用于将玻璃片布置在印刷机头之下的支承部和用于存放设有基底的玻璃片的存放部。
27.应理解的是,将玻璃片单独布置在印刷机头之下。如果多个玻璃片应设有基底,则将其依次布置在印刷机头之下并且依次存放在用于设有基底的玻璃片的存放部上。
28.该系统附加地可包括用于识别构件和为此所需的模板的摄像系统。
附图说明
29.接下来还鉴于另外的特征和优点根据实施例的说明并且参考附图来更详细地阐述本发明。相应以原理图示出:图1示出了借助于印刷机涂覆基底,图2示出了带有涂覆的基底的构件,图3示出了用于施加基底的方法的流程,图4示出了用于制造带有构件的玻璃的方法的流程,以及图5示出了玻璃片。
具体实施方式
30.图1示意性地示出了基部2。基部2可以是构件20或其表面或者玻璃片30。到基部2上已部分涂覆有基底4。为了涂覆基底4,应用带有印刷机头8的印刷机。印刷机头8包括喷嘴6,利用其将基底液体喷到或滴到基部2上。为了供给基底液体,在印刷机头8处设置有基底液体供给10。
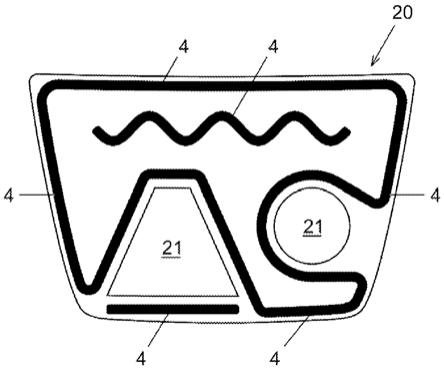
31.图2示出了构件20。构件20例如可以是用于摄像机的保持部,其应被粘合到挡风玻璃片上。构件20如在该示例中所示可包括一个或多个通孔21。沿着通过模板预设的线借助于根据本发明的方法施加有基底4。
32.图3示出了根据本发明的用于将基底4施加在构件20上的方法的流程。
33.在步骤pi中提供构件20。在接下来的步骤pii中提供模板,应在其中施加基底4。步骤piii包括借助于印刷装置将基底4施加在构件20上。在此尤其利用数字印刷技术或喷涂打印机。利用前述技术尤其作为基底液体来施加带有颗粒(例如带有10至20μm的颗粒尺寸)的分散物。
34.图4示出了用于制造带有构件的玻璃的方法的流程。
35.在步骤si中提供玻璃片30和作为构件20的附装件。接下来在步骤sii中利用步骤pi至piii将基底涂覆在构件20上。在步骤siii中例如借助于已知的方法毛毡涂覆(filzauftrag)或擦墨移印将基底施加到玻璃片30上。备选地,在步骤siii中还可首先提供模板(在其中将基底4施加到玻璃片30上)并且然后借助于印刷装置将基底4无接触地施加在玻璃片30上。接下来涂覆粘合剂,利用其在步骤siv中将玻璃片30和构件20相互连接。相应所制造的带有构件20的玻璃片30在图5中示出,在其中示例性地示出了带有作为构件20的保持部的作为玻璃片30的挡风玻璃片。
36.附图标记清单2 基部4 基底6 喷嘴8 印刷机头10 基底液体供给20 构件21 通孔30 玻璃片。