1.本发明涉及机械制造技术领域,具体涉及一种圆锯片适张处理装置及方法。
背景技术:
2.这里的陈述仅提供与本发明相关的背景技术,而不必然地构成现有技术。
3.圆锯片作为高效的切割工具,广泛应用在金属、木材和石材等行业。由于圆锯片在锯切过程中受到旋转离心力、切削力以及切削温度的影响,会导致圆锯片的振动、变形和噪音,还会影响加工表面质量,降低圆锯片的使用寿命。为了提高圆锯片的切削性能,生产过程中常用的方法就是对圆锯片进行适张处理,使圆锯片外边缘产生切向拉应力。
4.普通的圆锯片通常采用锤击、辊压等工艺进行适张处理,给圆锯片施加残余应力来抵消切削力、切削温度等带来的影响,但是发明人发现,锤击法效率低,需要丰富的操作经验;辊压法所形成的残余应力场并不理想,并且对圆锯片刚度会产生不利影响。
技术实现要素:
5.本发明的目的是为克服现有技术的不足,提供了一种圆锯片适张处理装置,可以有效提高圆锯片适张处理的加工效率和加工精度,减少圆锯片锯切过程的变形、振动和噪音,提高锯切表面质量,延长圆锯片寿命。
6.为实现上述目的,本发明采用如下技术方案
7.第一方面,本发明的实施例提供了一种圆锯片适张处理装置,包括
8.转动机构,能够与圆锯片固定连接,并带动圆锯片绕自身轴线转动;
9.滚压机构:包括用于对圆锯片一侧侧面设定区域滚压的第一滚压组件和用于对圆锯片另一侧侧面设定区域滚压的第二滚压组件。
10.超声机构:包括与第一滚压组件连接的第一超声波换能器及与第二滚压组件连接的第二超声波换能器,第一超声波换能器和第二超声波换能器均与超声波发生器连接。
11.可选的,所述第一滚压组件与第一三轴运动平台连接,相应的,所述第二滚压组件与第二三轴运动平台连接。
12.可选的,所述第一滚压组件包括第一壳体,所述第一壳体内安装有第一直线运动驱动件,所述第一直线运动驱动件的固定部与第一超声波换能器连接,其运动部连接有压头。
13.可选的,所述第一直线运动驱动件采用第一液压缸。
14.可选的,所述第二滚压组件包括第二壳体,所述第二壳体内安装有第二直线运动驱动件,所述第二直线运动驱动件的固定部与第二超声波换能器连接,其运动部连接有压头;
15.可选的,所述第二直线运动驱动件采用第二液压缸。
16.可选的,所述转动机构包括固定元件,所述固定元件能够与圆锯片的中心部位可拆卸固定连接,所述固定元件与动力系统连接,动力系统能够带动固定元件转动。
17.第二方面,本发明的实施例提供了一种圆锯片适张处理装置的工作方法:转动机构带动圆锯片绕自身轴线转动,超声波发生器通过第一超声波换能器使得第一滚压组件产生周期性振动,超声波发生器通过第二超声波换能器使得第二滚压组件产生周期性振动,周期性振动的第一滚压组件对圆锯片的一侧侧面设定区域施加滚压力,周期性振动的第二滚压组件对圆锯片的另一侧侧面设定区域施加滚压力,对圆锯片进行超声滚压适张处理。
18.可选的,第一滚压组件和第二滚压组件对圆锯片进行超声滚压时,第一滚压组件和第二滚压组件同轴设置。
19.可选的,所述设定区域为圆环型区域或者沿圆周均匀分布的多个圆形区域。
20.本发明的有益效果:
21.1.本发明的适张处理装置,第一滚压组件和第二滚压组件分别通过第一超声波换能器和第二超声波换能器与超声波发生器连接,对圆锯片滚压的同时,能够产生周期性振动,超声波冲击能量和滚压相结合,对工件表面施加一定幅度的超声振动,利用超声波冲击振动和滚压静压力使工件形成一定的预应力场,形成的残余应力场效果好,提高了圆锯片的刚度,减少圆锯片锯切过程的变形、振动和噪音,提高锯切表面质量,延长圆锯片寿命。
22.2.本发明的适张处理装置,具有转动机构、第一滚压组件包括第一直线运动驱动件,第二滚压组件包括第二直线运动驱动件,能够实现自动带动圆锯片的转动及对圆锯片施加滚压力,工作效率高,自动化程度高,无需丰富的操作经验,降低了工作人员的劳动强度。
23.3.本发明的适张处理装置,第一滚压组件与第一三轴运动平台连接,第二滚压组件与第二三轴运动平台连接,能够实现对圆锯片适张处理位置的自动化调整,增强了设备的通用性。
24.4.本发明的适张处理装置的工作方法,第一滚压组件和第二滚压组件工作时同轴设置,避免了圆锯片在适张处理工序时的整体变形,保证了圆锯片的质量。
附图说明
25.构成本技术的一部分的说明书附图用来提供对本技术的进一步理解,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的限定。
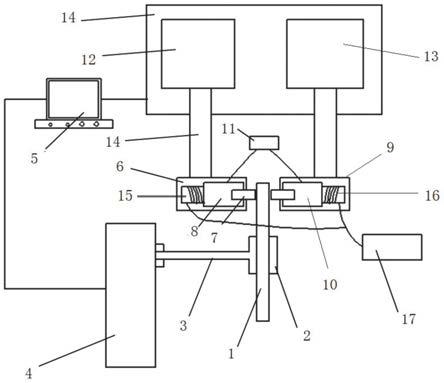
26.图1为本发明实施例1整体结构示意图;
27.图2为本发明实施例1固定件与圆锯片装配剖视图;
28.图3为本发明实施例1固定盘与定位块装配示意图;
29.图4为本发明实施例2圆锯片上的超声滚压适张处理区域示意图;
30.图5为本发明实施例3圆锯片上的超声滚压适张处理区域示意图;
31.其中,1.圆锯片,2.夹紧盘,3.夹紧轴,4.动力系统,5.上位机,6.第一壳体,7.滚压头,8.第一液压缸,9.第二壳体,10.第二液压缸,11.液压站,12.第一三轴运动平台,13.第二三轴运动平台,14.连杆,15.第一超声波换能器,16.第二超声波换能器,17.超声波发生器,18.圆形区域,19.圆环形区域,20.中心孔,21.固定盘,22.滑道,23.定位块,24.螺纹孔。
具体实施方式
32.实施例1
33.本实施例公开了一种圆锯片适张处理装置,如图1所示,包括转动机构、滚压机构及超声机构。
34.所述转动机构能够与圆锯片1的中心部位固定连接,并带动圆锯片1绕自身轴线转动,所述滚压机构用于对圆锯片的两个侧面施加滚压力,所述超声机构与滚压机构连接,超声机构能够使得滚压机构在施加滚压力的同时产生周期性振动,实现超声滚压,使得圆锯片形成更理想的残余应力场。
35.所述转动机构包括固定件,所述固定件能够与圆锯片的中心部位可拆卸固定连接,本实施例中,如图2-图3所示,所述固定件采用夹紧盘2和夹紧轴3,夹紧轴的端部设置有固定盘21,固定盘21开设有沿圆周均匀布置的多个滑道22,优选的,设置四个滑道22,滑道22沿固定盘21径向设置,滑道22滑动连接有定位块23,定位块23为弧形块,所述固定盘21的中心部位螺纹连接有夹紧盘2,夹紧盘2的中心部位设置有螺杆,固定盘的中心设置有螺纹孔24,夹紧盘2通过螺杆与固定盘21螺纹连接,本实施例中,通过定位块23与圆锯片1的中心孔20的内侧面接触,对圆锯片1进行定位,然后将螺杆与固定盘螺纹连接,转动夹紧盘2,利用夹紧盘2和固定盘将圆锯片1夹紧固定。
36.所述夹紧盘2与夹紧轴3的一端固定,夹紧轴3的另一端与动力系统4连接,动力系统4能够通过夹紧轴3带动夹紧盘2转动,进而带动圆锯片1绕自身轴线转动。
37.本实施例中,所述动力系统安装在设备架体上,包括外壳,所述外壳内安装有动力元件,所述动力元件采用电机,电机通过传动机构与夹紧轴连接,能够带动夹紧轴绕自身轴线转动。
38.所述传动机构采用齿轮传动机构或带传动机构或链传动机构等,只要能够传递转动运动即可,本领域技术人员可根据实际需要进行选择。
39.所述动力元件与控制系统连接,控制系统与上位机5连接,上位机5能够通过控制系统控制动力元件的转动,进而调节圆锯片1的转速、转动方向等。
40.本实施例中,所述滚压机构设置在固定件的上方,在其他一些实施例中,所述滚压机构也可设置在固定件的一侧或下方,只要能够实现固定件夹紧圆锯片时,滚压机构能够对圆锯片施加滚压力即可。
41.所述滚压机构包括第一滚压组件和第二滚压组件,所述第一滚压组件能够对圆锯片1的一侧侧面的设定区域施加滚压力,所述第二滚压组件能够对圆锯片1另一侧侧面的设定区域施加滚压力。
42.所述第一滚压组件和第二滚压组件使用时同轴设置,其结构相同。
43.具体的,所述第一滚压组件包括第一壳体6,所述第一壳体内安装有第一直线运动驱动件,所述第一直线运动驱动件采用能够输出直线运动的设备例如液压缸或气缸或直线电机等,包括固定部和运动部,所述固定部固定在第一壳体内部,所述运动部伸出至第一壳体外部,且运动部伸出至第一壳体外部的端部设有滚压头7,优选的,所述滚压头7为半球状结构。
44.本实施例中,所述第一直线运动驱动件采用第一液压缸8,能够输出较大的且比较稳定的满足要求的滚压力,所述第一液压缸8的缸体固定在第一壳体6内部,第一液压缸8的活塞杆伸出至第一壳体6外部并设置有滚压头7,第一液压缸8能够驱动滚压头7朝向圆锯片1运动,对圆锯片1的一侧侧面设定区域施加滚压力。
45.所述第二滚压组件包括第二壳体9,所述第二壳体9内安装有第二直线运动驱动件,所述第二直线运动驱动件采用能够输出直线运动的设备例如液压缸或气缸或直线电机等,所述第二直线运动驱动件的固定部固定在第二壳体内部,其运动部伸出至第二壳体外部并连接有滚压头。
46.本实施例中,所述第二直线运动驱动件采用第二液压缸10,能够输出较大的且比较稳定的满足要求的滚压力,所述第二液压缸10的缸体固定在第二壳体9内部,第二液压缸10的活塞杆伸出至第二壳体9外部并设置有滚压头,第二液压缸10能够驱动滚压头朝向圆锯片1运动,对圆锯片的另一侧侧面设定区域施加滚压力。
47.所述第一液压缸8和第二液压缸10均与液压站11连接,液压站11与控制系统连接,控制系统通过液压站11控制第一液压缸8和第二液压缸10的工作。
48.进一步的,为了实现对圆锯片1不同位置施加滚压力,所述第一滚压组件与第一三轴运动平台12连接,第二滚压组件与第二三轴运动平台13连接。
49.所述第一三轴运动平台12和第二三轴运动平台13固定在设备架体14上,第一三轴运动平台12和第二三轴运动平台13采用现有的三轴运动平台即可,在一种实施方式中,所述第一三轴运动平台12和第二三轴运动平台13均包括x向运动机构、y向运动机构及z向运动机构,所述x向运动机构与y向运动机构连接,能够带动y向运动机构沿x向运动,所述y向运动机构与z向运动机构连接,能够带动z向运动机构沿y向运动,第一三轴运动平台的所述z向运动机构通过连杆14与第一滚压组件连接,能够带动第一滚压组件沿z向运动,第二三轴运动平台的所述z向运动机构通过连杆14与第二滚压组件连接,能够带动第二滚压组件沿z向运动。
50.所述x向运动机构、y向运动机构及z向运动机构均采用丝杠机构,在其他一些实施方式中,也可采用齿轮齿条机构等。
51.所述第一滚压组件的第一壳体6通过连杆14与第一三轴运动平台12连接,第二滚压组件的第二壳体9通过连杆14与第二三轴运动平台13连接。
52.所述超声机构包括第一超声波换能器15和第二超声波换能器16,所述第一超声波换能器15与第一液压缸8的缸体固定连接,所述第二超声波换能器16与第二液压缸10的缸体固定连接。
53.所述第一超声波换能器15和第二超声波换能器16均通过信号线与超声波发生器17连接,超声波发生器17能够产生设定频率的振动信号,并将振动信号传递给第一超声波换能器15和第二超声波换能器16,第一超声波换能器15和第二超声波换能器16使得第一液压缸8和第二液压缸10输出的液压力产生周期性振动,进而使得滚压头7产生一定的振动,进而实现了对圆锯片1的超声滚压。
54.实施例2:
55.本实施例提供了一种实施例1所述的圆锯片适张处理装置的工作方法,所述圆锯片的中心孔20直径为25mm,圆锯片的材料为高速钢,如图4所示,工作方法包括以下步骤:
56.步骤1:将圆锯片1的中心孔20与夹紧轴3的轴线重合,用夹紧盘2将圆锯片1固定在夹紧盘2和夹紧轴3之间,
57.步骤2:第一三轴运动平台12控制第一滚压组件运动至与圆锯片1一侧侧面待滚压区域对应的位置,第二三轴运动平台13控制第二滚压组件运动至与圆锯片另一侧侧面待滚
压区域对应的位置,此时第一液压缸8和第二液压缸10同轴设置。
58.超声波发生器17产生10-30khz振动频率的振动信号,优选为10khz,并将振动信号通过信号线分别传输给第一超声波换能器15和第二超声波换能器16,第一超声波换能器15能够使第一液压缸8输出的液压力产生周期性振动,滚压头能够产生2-10um的超声滚压振幅,优选为4um,第二超声波换能器16能够使第二液压缸10输出的液压力产生周期性振动,滚压头能够产生2-10um的超声滚压振幅,优选为4um。
59.步骤3:动力元件带动圆锯片1转动设定角度后停止转动,第一液压缸8和第二液压缸10的活塞杆伸长,利用滚压头7对圆锯片施加1-6mpa的滚压力,优选的为4mpa滚压力。第一液压缸8和第二液压缸10的滚压头对圆锯片1两侧同一轴线处的圆形区域进行超声滚压适张处理。
60.对圆锯片滚压的同时,滚压头7能够产生周期性振动,超声波冲击能量和滚压相结合,对圆锯片表面施加一定幅度的超声振动,利用超声波冲击振动和滚压静压力使工件形成一定的预应力场,形成的残余应力场效果好,提高了圆锯片1的刚度。
61.步骤4:第一液压缸8和第二液压缸10的滚压头7脱离圆锯片1,动力元件带动圆锯片1转动设定角度后停止转动,采用步骤3的方法对下一个圆形区域18进行超声滚压适张处理,重复步骤4,直至圆锯片转动360
°
,此时超声滚压处理的区域为多个圆形区域18,多个圆形区域18沿第一圆周均匀分布。
62.步骤5:通过第一三轴运动平台12和第二三轴运动平台13带动第一滚压组件和第二滚压组件做竖向升降运动,重复步骤2-步骤4,完成第二圆周的多个圆形区域的超声滚压适张处理,重复步骤5直至所有的设定区域均完成超声滚压适张处理,使得锯片外边缘产生切向拉应力。
63.实施例3
64.本实施例提供了一种实施例1所述的圆锯片适张处理装置的工作方法,如图5所示,待适张处理的圆锯片材料为硬质合金,圆锯片中心孔20的直径为32mm。
65.与实施例2的区别在于,第一液压缸8和第二液压缸10的输出滚压力为6mpa,超声波发生器17产生25khz的振动,滚压头处产生6um的超声滚压振幅,第一液压缸8和第二液压缸10对圆锯片1施加滚压力后,动力元件带动圆锯片1绕自身轴线转动,形成圆环型的超声滚压适张处理区域,通过第一三轴运动平台和第二三轴运动平台带动第一滚压组件和第二滚压组件做升降运动,完成不同直径圆环形区域19的超声滚压适张处理。
66.采用本实施例的装置,能够实现自动带动圆锯片的转动及对圆锯片施加滚压力,工作效率高,自动化程度高,无需丰富的操作经验,降低了工作人员的劳动强度。
67.上述虽然结合附图对本发明的具体实施方式进行了描述,但并非对本发明保护范围的限制,所属领域技术人员应该明白,在本发明的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可做出的各种修改或变形仍在本发明的保护范围以内。