1.本发明涉及机械加工技术领域,具体涉及一种适于盲孔机械加工的手工修磨装置。
背景技术:
2.针对刚度和强度较低的材料,在产品设计精度较高或产品形稳性较差的情况下,在加工过程中,常存在一些产品经离机检测或放置一段时间后检测,会发现有尺寸超差的现象,导致整个产品因某个尺寸不合格而报废的现象。针对尺寸超差的现象,若利用机床进行二次微量修复,由于常规的装夹找正工装精度较低,加之机床精度误差的影响,修复过程风险极大,很难修复合格,同时还有可能影响到其它合格型面和尺寸。鉴于此现象与问题,针对产品上精度较高的盲孔类结构,为避免因直径尺寸超差而导致整个产品报废,在产品有修复余量的前提下,可设计发明一种不基于机床修复的盲孔手工修磨装置。通过手工二次修磨,以确保盲孔直径尺寸的最终合格。
技术实现要素:
3.为解决超差的盲孔直径尺寸,因设计精度较高而采用机床修复风险大、很难修复合格的问题,本发明提供了一种适于盲孔机械加工的手工修磨装置,通过该设计很好的实现了有修复余量的盲孔直径尺寸的快速、可控修磨。
4.为了实现上述目的,本发明采用以下技术方案:
5.一种适于盲孔机械加工的手工修磨装置,包括:
6.基体,所述基体内设有安装腔,基体的底部侧壁上开设有若干与所述安装腔相连通的安装口;
7.定位部件,所述定位部件相对基体转动设置在基体外部;
8.中心杆,所述中心杆滑动设置在所述安装腔内;
9.修磨分度块,所述修磨分度块滑动设置在所述安装口内;
10.弹性部件,所述弹性部件套设在所有的修磨分度块上,将所述修磨分度块与所述中心杆的底部楔形接触;
11.张力调节部件,所述张力调节部件设置在所述安装腔内部,用于带动所述中心杆在安装腔内上下移动,实现修磨分度块在径向的伸出与收缩。
12.在一些实施例中,所述中心杆的底部设有若干第一楔形面,所述修磨分度块在与所述第一楔形面相配合的一侧设有第二楔形面,所述第一楔形面和第二楔形面在弹性部件的作用下实现紧密贴合。
13.在一些实施例中,所述张力调节部件包括张力调节器和弹簧,所述中心杆上设有限位台阶,张力调节器与所述中心杆螺纹连接;所述弹簧套设在中心杆上,且位于张力调节器和限位台阶之间。
14.在一些实施例中,所述张力调节部件还包括限位销,所述中心杆的侧壁上开设有
限位槽,所述限位销设置在基体的侧壁上,且限位销的一端设置在限位槽内,用于限制中心杆的位移。
15.在一些实施例中,所述定位部件包括定位架、轴承、轴承压板和轴承托,所述定位架通过轴承和基体实现相对转动,所述轴承通过轴承压板和轴承托实现限位。
16.在一些实施例中,所述修磨分度块设有三个,且三个修磨分度块等间距设置。
17.在一些实施例中,所述弹性部件为o型橡胶圈,在修磨分度块和基体上分别设有安装槽,用于固定o型橡胶圈。
18.在一些实施例中,所述基体在远离修磨分度块的一侧设有把手。
19.本技术所披露的一种适于盲孔机械加工的手工修磨装置可能带来的有益效果包括但不限于:本发明的目的就在于解决超差的盲孔直径尺寸,因设计精度较高而采用机床修复风险大、很难修复合格的问题。所发明的适于盲孔机械加工的手工修磨装置,不依靠装夹找正工装以及机床精度,通过手工精确调整与修磨,很好的实现了有修复余量的盲孔直径尺寸的快速、可控修磨。
附图说明
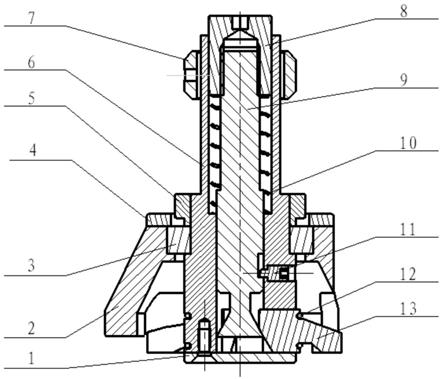
20.图1为本发明适于盲孔机械加工的手工修磨装置的结构示意图。
21.图2为本发明适于盲孔机械加工的手工修磨装置的示意图。
22.图3为本发明适于盲孔机械加工的手工修磨装置的定位架的俯视示意图。
23.图4为本发明适于盲孔机械加工的手工修磨装置的修磨分度块的俯视示意图。
24.其中,附图中的附图标记所对应的名称为:1-底托,2-定位架,3-轴承,4-轴承压板,5-轴承托,6-基体,7-把手,8-张力调节器,9-中心杆,10-弹簧,11-限位销,12-o型橡胶圈,13-修磨分度块。
具体实施方式
25.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本技术,并不用于限定本技术。
26.相反,本技术涵盖任何由权利要求定义的在本技术的精髓和范围上做的替代、修改、等效方法以及方案。进一步,为了使公众对本技术有更好的了解,在下文对本技术的细节描述中,详尽描述了一些特定的细节部分。对本领域技术人员来说没有这些细节部分的描述也可以完全理解本技术。
27.以下将结合图1-4对本技术实施例所涉及的一种适于盲孔机械加工的手工修磨装置进行详细说明。值得注意的是,以下实施例仅仅用于解释本技术,并不构成对本技术的限定。
28.在本技术的实施例中,如图1-4所示,一种适于盲孔机械加工的手工修磨装置可以包括:基体6,定位部件,中心杆9,修磨分度块13,弹性部件,张力调节部件,
29.所述基体6内设有安装腔,基体6的底部侧壁上开设有若干与所述安装腔相连通的安装口;所述定位部件相对基体6转动设置在基体6外部;主要用于修磨装置在工作时,将其放置在产品端部的盲孔边缘,起到支撑修磨装置的作用,便于旋转中心杆9进而带动修磨分
度块13转动实现对盲孔的修磨。所述中心杆9滑动设置在所述安装腔内;修磨分度块13,所述修磨分度块13滑动设置在所述安装口内;所述弹性部件套设在所有的修磨分度块13上,将所述修磨分度块13与所述中心杆9的底部楔形接触;三个修磨分度块13上可以粘贴砂纸,要求颗粒度为800目左右,同时要求选用先锋牌静电置砂氧化铝耐水砂纸。每次修磨时,砂纸要求更换新的。
30.所述张力调节部件设置在所述安装腔内部,用于带动所述中心杆9在安装腔内上下移动,实现修磨分度块13在径向的伸出与收缩。
31.在一些实施例中,基体6的底部可以做成开口式,通过底托1来密封开口,这样做便于在装配时安装中心杆9。
32.在一些实施例中,所述中心杆9的底部设有若干第一楔形面,所述修磨分度块13在与所述第一楔形面相配合的一侧设有第二楔形面,所述第一楔形面和第二楔形面在弹性部件的作用下实现紧密贴合。
33.在一些实施例中,所述张力调节部件包括张力调节器8和弹簧10,所述中心杆9上设有限位台阶,张力调节器8与所述中心杆9螺纹连接;所述弹簧10套设在中心杆9上,且位于张力调节器8和限位台阶之间。
34.在一些实施例中,所述张力调节部件还包括限位销11,所述中心杆9的侧壁上开设有限位槽,所述限位销11设置在基体6的侧壁上,且限位销11的一端设置在限位槽内,用于限制中心杆9的位移。通过限位销11就能控制中心杆9的上移和下移的位置,进而能控制中心杆9和修磨分度块13的楔形配合位置,进而实现修磨分度块13伸缩的位移。
35.在一些实施例中,所述定位部件包括定位架2、轴承3、轴承压板4和轴承托5,所述定位架2通过轴承3和基体6实现相对转动,所述轴承3通过轴承压板4和轴承托5实现限位。与产品直接接触的定位架2材料要求选用2a12,其余零件除连接螺钉、弹簧10外,为了保证钢性及精度,材料要求可以选用17-4ph。为了避免盲孔修磨后,出现锥度现象,装置装配后要求修磨分度块13的修磨面与定位架2底面的垂直度≤0.005mm。
36.在一些实施例中,所述修磨分度块13设有三个,且三个修磨分度块13等间距设置。所述弹性部件为o型橡胶圈12,在修磨分度块13和基体6上分别设有安装槽,用于固定o型橡胶圈12。
37.使用时,在三个修磨分度块13上粘贴自带胶的砂纸。其中:中心杆9与三个修磨分度块13采用楔形配合结构;三个修磨分度块13使用o型橡胶圈12配合楔形面使其具有向内收缩的能力,使用弹簧10配合楔形面使其具有向外扩张的能力。当修磨装置放入盲孔内时,为避免修磨分度块13磕碰盲孔棱边,通过向下按压张力调节器8,推动中心杆9向下移动,可实现修磨分度块13的收缩;放入后,松开张力调节器8,修磨分度块13恢复原自由状态。修磨时,通过旋扭张力调节器8,增大弹簧10的压缩量,弹簧10向上顶中心杆9,使中心杆9向上的受力增加,修磨分度块13的扩张力增大,可实现修磨分度块13的扩张,即实现盲孔直径修磨量的调节。
38.在一些实施例中,所述基体6在远离修磨分度块13的一侧设有把手7。便于通过把手7旋转中心杆9。
39.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。