1.本发明应用于镍基高温合金加工技术领域,具体涉及一种铝镍钨中间合金及其制备方法。
背景技术:
2.镍基高温合金由于耐高温、耐腐蚀、抗蠕变性能好而广泛应用与航空航天发动机的热端部件如叶片、机匣等核心部位。w元素在镍基高温合金中的固溶度较高,扩散速度慢,能够大幅提高合金的抗蠕变性能,大部分铸造用高温合金和一部分变形高温合金均含有大量的w元素,是高温合金的重要合金化元素。然而,w元素本身的熔点高,达到3410℃,如何将w元素充分熔化并均匀分布到高温合金中是工程人员面临的巨大难题。al元素也是镍基高温合金的最基本的合金化元素,是形成γ
′
相的主要元素,有利于提高合金的抗高温氧化性能,几乎所有的镍基高温合金均含有铝元素,而铝的熔点仅660℃,高温合金熔炼过程铝元素挥发十分严重,如何控制al元素含量也是一大难点。
3.传统的高温合金制备方法是将镍条、钨条、铝块及其他元素的单质加入真空感应熔炼炉中进行熔炼,基体镍的熔点为1453℃,因此熔炼温度一般在1500℃左右,熔炼温度太高,容易导致以al元素为代表的轻元素挥发、烧损甚至是飞溅,化学成分难以保证;而且,即使将熔炼温度提高到1600℃以上,与w元素3410℃的熔点相比依然很低,难以保证w条在熔炼过程中完全熔化并充分溶解到镍基高温合金中,容易产生钨夹杂,同时,溶解到镍基高温合金中的钨元素也容易产生不均匀分布亦即偏析,难以通过长时间固溶热处理进行充分均匀化,因此急需一种新的熔炼方法获得高均匀性的镍基高温合金。
技术实现要素:
4.本发明针对现有技术中存在的上述问题,提供一种铝镍钨中间合金及其制备方法,对钨含量高的镍基高温合金进行熔炼,得到熔炼简单、成分分布均匀的铝镍钨中间合金。
5.本发明解决其技术问题是采用以下技术方案实现的:
6.一种铝镍钨中间合金的制备方法,包括以下步骤:按配比选用镍棒、铝棒、黑钨杆作为原料,将黑钨杆点焊成芯束后,在芯束的外围点焊镍棒,然后在镍棒的外围点焊铝棒形成真空自耗电弧熔炼电极;对所述真空自耗电弧熔炼电极进行两次真空自耗电弧熔炼后得到中间铝镍钨合金锭;将熔炼好的所述中间铝镍钨合金锭去皮后锻造成需要的形状、打磨得到所述铝镍钨中间合金。
7.进一步的,配料后的所述镍棒、铝棒、黑钨杆截成长度《3m。在本发明中,镍棒、铝棒、黑钨杆的长度根据真空自耗电弧熔炼炉的电极杆行程及水冷坩埚的长度进行调整。
8.进一步的,所述镍棒的直径为φ5~φ20mm,铝棒的直径为φ10~φ30mm,黑钨杆的直径为φ1~φ5mm。
9.进一步的,所述镍棒选用ni9990或优于该等级的电解镍制成的镍棒,所述铝棒选
用99.99%或优于该等级的纯铝锭制成的铝棒,所述黑钨杆选用高纯w1或优于该级别的黑钨杆。
10.进一步的,两次真空自耗电弧熔炼的条件为:
11.一次熔炼,熔前真空度≤5.0
×
10-2
pa,熔炼电压28~32v,熔炼电流25~40ka,稳弧电流25~40a;
12.二次熔炼,熔前真空度≤5.0
×
10-2
pa,熔炼电压28~32v,熔炼电流10~20ka,稳弧电流15~20a。
13.进一步的,一次熔炼时水冷坩埚的规格为φ280mm,二次熔炼时水冷坩埚的规格为φ360mm。
14.进一步的,所述锻造的温度为1000~1150℃。
15.在一优选实施例中,锻造后形成圆形的坯料。
16.一种采用上述方法制得的铝镍钨中间合金,包括以下重量百分比的元素:钨18%~22%,铝8%~12%,余量为镍和不可避免的杂质,所述不可避免的杂质包括碳、氮、硫、磷。
17.进一步的,所述碳≤0.01%,氮≤0.005%,硫≤5ppm,磷≤5ppm。
18.进一步的,所述铝镍钨中间合金包括以下重量百分比的原料:黑钨杆18%~22%,铝棒8%~12%,镍棒66%~74%。
19.与现有技术相比,本发明的有益效果在于:
20.本发明采用小直径黑钨杆焊接成芯束,并分层点焊将黑钨杆、镍棒和铝棒制备成真空电弧熔炼电极,该电极在熔炼过程中由于中心电弧温度高,有利于黑钨杆的完全熔化,熔化后在大稳弧电流产生的熔池搅拌作用下可以获得钨元素分布均匀的铝镍钨中间合金锭;本发明铝镍钨中间合金中加入了10%左右的铝元素,成功将铝镍钨中间合金的熔点降低到2000℃以下,采用真空感应炉生产高钨含量高温合金时可轻易完全熔化并均匀分布到高温合金中,获得高质量的高温铝镍钨合金锭,可产生重大的经济效益。
21.本发明中将铝棒设置在电极的外围,在真空感应炉中位于溶池靠近水冷坩埚的部分,熔炼过程中温度低,防止熔炼过程中铝元素的挥发。本发明电极的制造方法改进,解决了铝镍钨中间合金制备过程中易发生偏析,成分不均匀的问题。
附图说明
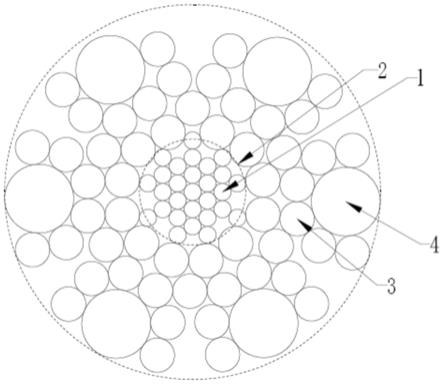
22.图1为本发明一种铝镍钨中间合金及其制备方法中铝镍钨中间合金的自耗电极排布方式图。
23.图2为本发明一种铝镍钨中间合金及其制备方法中铝镍钨中间合金的自耗电极图。
24.附图中,1为黑钨杆,2为芯束,3为镍棒,4为铝棒。
具体实施方式
25.以下结合附图和具体实施例对本发明技术方案作进一步详细说明。应当理解,下列实施例仅为示例性地说明和解释本发明,而不应被解释为对本发明保护范围的限制。凡基于本发明上述内容所实现的技术均涵盖在本发明旨在保护的范围内。
26.实施例1:
27.一种铝镍钨中间合金的制备方法,包括以下步骤:
28.1、选取ni9990电解镍制成φ5mm镍棒,99.99%的纯铝锭制成φ30mm的铝棒,w1的钨制成φ1mm的黑钨杆,按照重量比黑钨杆:铝棒:镍棒=18:8:74进行配料,并将黑钨杆、镍棒、铝棒截成2.8m长度备用。
29.2、将步骤1中的黑钨杆1点焊成芯束2,在芯束2的外围点焊镍棒3,然后在镍棒3的外围点焊铝棒4形成真空自耗电弧熔炼电极。
30.3、依次采用直径φ280mm、φ360mm水冷坩锅在真空自耗电弧炉对步骤2得到的真空自耗电弧熔炼电极进行两次真空自耗电弧熔炼,得到中间铝镍钨合金锭,熔炼工艺参数见表1。
31.表1实施例1主要熔炼工艺参数
[0032][0033]
4、将步骤3得到的中间铝镍钨合金锭冷却后进行去皮处理,然后在1000℃下锻造成圆形坯料,水冷后打磨修伤、排伤后得到铝镍钨中间合金。
[0034]
在真空自耗电弧熔炼电极的制备过程中将黑钨杆点焊设置于中心位置,使熔炼过程中黑钨杆与中心电弧位置一致,由于中心电弧温度高,有利于钨杆的完全熔化,熔化后在大稳弧电流产生的熔池搅拌作用下可以获得钨元素分布均匀的铝镍钨中间合金锭。铝棒设置在电极的外围,在真空感应炉中位于溶池靠近水冷坩埚的部分,熔炼过程中温度低,防止熔炼过程中铝元素的挥发。
[0035]
实施例2:
[0036]
一种铝镍钨中间合金的制备方法,包括以下步骤:
[0037]
1、选取ni9990电解镍制成φ10mm镍棒,99.99%的纯铝锭制成φ15mm的铝棒,w1的钨制成φ2.5mm的黑钨杆,按照重量比黑钨杆:铝棒:镍棒=2:1:7进行配料,并将黑钨杆、镍棒、铝棒截成2.8m长度备用。
[0038]
2、将步骤1中的黑钨杆1点焊成芯束2,在芯束2的外围点焊镍棒3,然后在镍棒3的外围点焊铝棒4形成真空自耗电弧熔炼电极。
[0039]
3、依次采用直径φ280mm、φ360mm水冷坩锅在真空自耗电弧炉对步骤2得到的真空自耗电弧熔炼电极进行两次真空自耗电弧熔炼,得到中间铝镍钨合金锭,熔炼工艺参数见表2。
[0040]
表2实施例2主要熔炼工艺参数
[0041][0042]
4、将步骤3得到的中间铝镍钨合金锭冷却后进行去皮处理,然后在1070℃下锻造成圆形坯料,水冷后打磨修伤、排伤后得到铝镍钨中间合金。
[0043]
实施例3:
[0044]
一种铝镍钨中间合金的制备方法,包括以下步骤:
[0045]
1、选取ni9990电解镍制成φ20mm镍棒,99.99%的纯铝锭制成φ10mm的铝棒,w1的钨制成φ5mm的黑钨杆,按照重量比黑钨杆:铝棒:镍棒=22:12:66进行配料,并将黑钨杆、镍棒、铝棒截成2.8m长度备用。
[0046]
2、将步骤1中的黑钨杆1点焊成芯束2,在芯束2的外围点焊镍棒3,然后在镍棒3的外围点焊铝棒4形成真空自耗电弧熔炼电极。
[0047]
3、依次采用直径φ280mm、φ360mm水冷坩锅在真空自耗电弧炉对步骤2得到的真空自耗电弧熔炼电极进行两次真空自耗电弧熔炼,得到中间铝镍钨合金锭,熔炼工艺参数见表3。
[0048]
表3实施例3主要熔炼工艺参数
[0049][0050]
4、将步骤3得到的中间铝镍钨合金锭冷却后进行去皮处理,然后在1150℃下锻造成圆形坯料,水冷后打磨修伤、排伤后得到铝镍钨中间合金。
[0051]
分别对本发明实施例1-实施例3制备得到的铝镍钨中间合金车削成屑后并进行充分混合,分别取样进行化学成分的检测,检测结果如表4所示。
[0052]
表4实施例1~3铝镍钨中间合金的化学成分
[0053]
实施例w(%)al(%)c(%)n(%)s(%)p(%)实施例118.48.050.0080.00450.00040.0003实施例220.39.60.0070.0040.00050.0004实施例321.711.80.0090.0040.00040.0005
[0054]
从表4可以看出,三个实施例制得的铝镍钨中间合金中钨、镍、铝元素的比例与所加入的黑钨杆、镍棒、铝棒的比例基本一致,可见在制备过程中原料损失少,避免了加工过
程中铝元素的挥发。
[0055]
取本发明实施例2制备的铝镍钨中间合金进行三点取样,分别选取铝镍钨中间合金距上表面100mm、中部、距下表面100mm的位置进行取样,对三个样品进行化学成分分析,结果如表5所示。
[0056]
表5实施例2镍钨铝中间合金锭不同位置的化学成分
[0057]
位置w(%)al(%)c(%)n(%)s(%)p(%)上20.510.30.0070.00350.00040.0005中20.19.70.0070.0040.00040.0004下19.69.50.0060.00450.00050.0004
[0058]
从表5中可以看出,同一铝镍钨中间合金产品中,在上、中、下三个不同位置所取样品中钨、镍、铝元素的比例基本一致,可见采用本发明方法制备的铝镍钨中间合金里面没有未熔化的钨掺杂,无偏析现象,各成分分布均匀。
[0059]
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例。对于本技术领域的技术人员来说,在不脱离本发明技术构思前提下所作任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。