1.本发明涉及钢材制备领域,尤其涉及一种连续热浸镀锌高强钢板及其制造方法。
背景技术:
2.连续热浸镀锌高强钢是生产汽车车身的重要原料。与传统钢板相比,使用高强钢能够保障安全性能的前提下显著减少钢板的厚度,从而实现轻量化。钢板在大气中的耐蚀性较差,需要经过特殊处理,而热浸镀锌是一种提高钢板耐蚀性的常用方法。使用热浸镀锌高强钢,一方面能够实现轻量化,另一方面还能提高腐蚀寿命。
3.传统的连续热浸镀锌高强钢存在一定的应用难题,热浸镀锌高强钢在车身焊接过程中,容易产生钢板表面裂纹。在焊接过程中,焊点附近的温度往往超过镀锌层的熔点温度,导致镀锌层局部融化,同时焊接的局部高温也会让高强钢的显微组织完全变为奥氏体,强度显著降低。融化的锌容易沿着钢板表面奥氏体的晶界扩散,造成奥氏体的晶界脆性。当钢板冷却下来后,奥氏体再转变为铁素体或者马氏体,晶界承受较大的应力集中,导致晶界位置出现裂纹。因而,热浸镀锌高强钢容易在焊接后出现钢板表面裂纹。这种裂纹通常称为液态金属导致的裂纹,而高强钢在高温焊接时出现裂纹的倾向被称为液态金属脆性。
技术实现要素:
4.本技术提供了一种连续热浸镀锌高强钢板及其制造方法,以解决现有技术中热浸镀锌高强钢在焊接时钢板表面易出现裂纹的技术问题。
5.第一方面,本技术提供了一种连续热浸镀锌高强钢板,以质量分数计,所述钢板的化学成分包括:c:0.1-0.3%,mn:0.5-3%,si:0.2-1%,cr:0.1-0.6%,余量为fe和不可避免的杂质元素;
6.所述钢板包括表层和中间层,所述表层的化学成分与所述钢板的化学成分的质量分数比例包括:c≤0.5,mn≤0.3,si≤0.3和cr≤0.8。
7.可选的,所述表层的厚度≤1微米;表层的化学成分与所述钢板的化学成分的质量分数比例为:0.3≤c≤0.5。
8.可选的,所述钢板的表层还包括锌合金镀层,所述锌合金镀层的厚度范围为3-20微米。
9.可选的,以质量分数计,所述锌合金镀层的化学成分包括:al:0.2-2%,mg:0-1.5%,余量为zn和不可避免的杂质元素。
10.第二方面,本技术提供了一种连续热浸镀锌高强钢板钢板的制备方法,所述方法包括:
11.获取所述钢板的化学成分,经加工,得到钢板;
12.将所述钢板进行热处理,得到热处理后钢板;
13.获取所述锌合金镀层的化学成分,得到合金镀液;
14.将所述合金镀液进行第一加热,得到预热镀液;
15.将所述热处理后钢板浸入所述预热镀液中,获得带有镀层的钢板;
16.将所述带有镀层的钢板进行第一冷却,获得热浸镀锌高强钢板。
17.可选的,所述预热镀液的温度为440-480℃。
18.可选的,所述热处理后钢板的温度与所述预热镀液的温度之差≤10℃。
19.可选的,所述热处理依次包括:第二加热、保温和第二冷却;所述第二加热的终点温度为700℃-900℃。
20.可选的,第二加热中,当所述钢板的温度《600℃和>800℃时,露点温度≤-40℃;当钢板温度为600℃-800℃时,露点温度为20-50℃。
21.可选的,所述保温的时间为60-120秒,所述保温的气氛包括:露点温度≤-40℃,氢气的质量分数≥1%。
22.本技术实施例提供的上述技术方案与现有技术相比具有如下优点:
23.本技术实施例提供的热浸镀锌高强钢板,设计钢板的表层的化学成分明显异于钢板本身的化学成分,控制表层的化学成分与所述钢板的化学成分的质量分数比例,通过减少钢板表层的碳、锰、硅、铬元素含量,使得表层奥氏体化温度显著升高,从而使得焊接过程中表层能够保持铁素体状态,不进行奥氏体转变,因而改善液态金属脆性,避免裂纹出现;使钢表面在焊接局部高温时不容易形成奥氏体,液态锌不能渗入奥氏体晶界中造成高强钢的裂纹,若没有形成奥氏体,则能够显著减少液态金属导致的裂纹。
附图说明
24.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本发明的实施例,并与说明书一起用于解释本发明的原理。
25.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
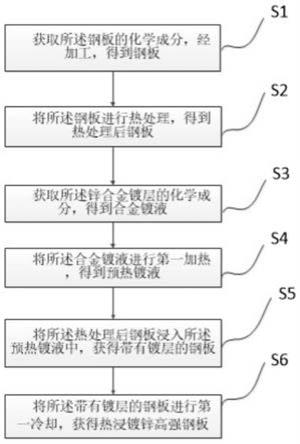
26.图1为本技术实施例提供的一种连续热浸镀锌高强钢板钢板的制备方法的流程示意图;
27.图2为本技术实施例提供的一种产品的截面结构示意图;
28.图3为本技术对比例1提供的一种产品的截面结构示意图。
具体实施方式
29.为使本技术实施例的目的、技术方案和优点更加清楚,下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术的一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
30.图1为本技术实施例提供的一种xx方法的流程示意图。
31.本技术实施例中,提供一种连续热浸镀锌高强钢板,以质量分数计,所述钢板的化学成分包括:c:0.1-0.3%,mn:0.5-3%,si:0.2-1%,cr:0.1-0.6%,余量为fe和不可避免的杂质元素;
32.所述钢板包括表层和中间层,所述表层的化学成分与所述钢板的化学成分的质量
分数比例包括:c≤0.5,mn≤0.3,si≤0.3和cr≤0.8。
33.本技术实施例中:碳元素是钢中的基本强化元素,具有强烈的间隙强化效果,因此是不能或缺的合金元素。但是碳元素添加太多,会导致高强钢的韧性明显降低,无法用于汽车车身的成形,同时导致高强钢的奥氏体温度太低,极容易发生液态金属裂纹以及表面锈蚀。因此发明中要求碳元素的含量为0.1-0.3%。
34.锰元素也是一种固溶强化元素,同时也是一种稳定奥氏体的元素,能够显著降低奥氏体温度,有利于高强钢在热处理过程中获得较多的奥氏体,从而在冷却后形成马氏体,提高高强钢的强度。当然,锰元素含量太高会导致奥氏体过于稳定,从而使得高强钢强度不足,同时导致高强钢的奥氏体温度太低,极容易发生液态金属裂纹以及表面锈蚀。此外,太多的锰元素容易在表面聚集形成氧化物,恶化热浸镀性能,造成镀层粘附性下降。因此,发明中要求锰元素含量范围为0.5-3%。
35.硅元素是一种固溶强化元素,固溶在铁素体中,强化效果比锰元素稍好。同时硅元素能够促使奥氏体细化,提高高强钢的延伸率,因此硅元素含量≥0.2%。但是硅元素太多很容易导致热轧过程中表面形成难以清除的铁皮,在热处理时表面形成较多的氧化物,造成热浸镀锌镀层粘附性下降,因此硅元素含量不超过1%。
36.铬元素的作用在于高温下稳定马氏体,使得高强钢在热浸镀过程中强度不会明显下降,因此含量≥0.1%。但是过多的铬会与碳元素化合形成析出物,恶化韧性,降低强度,因此铬元素含量c≤0.5。
37.本技术实施例中,选择所述表层的化学成分与所述钢板的化学成分的质量分数比例包括:c≤0.5,mn≤0.3,si≤0.3和cr≤0.8,造成钢表层的化学成分与所述钢板的化学成分不同,可以避免钢表面不容易形成奥氏体,则能够显著减少液态金属导致的裂纹。由于高强钢的裂纹是由于液态锌渗入奥氏体晶界中造成的。铬元素对奥氏体温度的影响不大,而碳、锰都会显著降低到奥氏体的温度。硅则是会细化奥氏体,造成晶界增加。因此降低表层的碳、锰、硅元素有利于减轻液态金属脆性。但是如果表层的碳元素太少,会造成表层的晶粒粗大,使得在热浸镀时钢板表面难以形成足够的镀层形核核心,从而削弱镀层与钢板粘附性。
38.作为一种可选的实施方式,所述表层的厚度≤1微米;表层的化学成分与所述钢板的化学成分的质量分数比例为:0.3≤c≤0.5。
39.本技术实施例中,控制表层的化学成分与所述钢板的化学成分的质量分数比例,通过减少钢板表层的碳、锰、硅、铬元素含量,使得表层奥氏体化温度显著升高,从而使得焊接过程中表层能够保持铁素体状态,不进行奥氏体转变。其中所述表层只需要满足用于焊接的表层能达到所述质量分数比例即可。也可以上下所有表层均满足所述质量分数比例。
40.作为一种可选的实施方式,所述钢板的表层还包括锌合金镀层,所述锌合金镀层的厚度范围可以为3-20微米。
41.本技术实施例中,连续热浸镀锌高强钢的表面镀层作用是提高钢板的耐蚀性。表面锌镀层具有牺牲阳极保护效果,在腐蚀过程中容易发生阳极反应,从而阻止钢板的阳极反应。因此镀层厚度不能太薄。但是镀层太厚则在焊接中容易出现大量的液态锌,使得液态锌很容易本技术实施例中,在连续热浸镀锌镀层中,al元素能够提高镀层与钢板之间的粘附性,同时提高镀层的耐蚀性。但是太多的al元素会导致镀层脆性,不利于用于汽车零件冲
压成形。此外,加入al元素还会降低镀层熔点,使得镀层在焊接中更容易熔化,提高了液态金属脆性。因此al元素范围为0.2-2%。此外,mg元素的添加能够进一步提高镀层的耐腐蚀性能,同时mg与zn能够形成高熔点的化合物,在一定程度上能阻碍焊接时的镀层熔化,此外加入mg还能够在镀层表面形成较厚的氧化物薄膜,使得镀层在焊接中即使发生熔化,熔化镀层的粘度也会很大,不容易渗入钢板晶界中,使得液态金属脆性下降。但是mg添加同时也会降低镀层熔点,使得镀层在焊接中更容易熔化,提高了液态金属脆性。因此mg元素范围为0-1.5%。
42.本技术实施例中,提供了一种连续热浸镀锌高强钢板钢板的制备方法,如图1所示,所述方法包括以下步骤:
43.s1.获取所述钢板的化学成分,经加工,得到钢板;
44.s2.将所述钢板进行热处理,得到热处理后钢板;
45.s3.获取所述锌合金镀层的化学成分,得到合金镀液;
46.s4.将所述合金镀液进行第一加热,得到预热镀液;
47.s5.将所述热处理后钢板浸入所述预热镀液中,获得带有镀层的钢板;
48.s6.将所述带有镀层的钢板进行第一冷却,获得热浸镀锌高强钢板。
49.作为一种可选的实施方式,所述预热镀液的温度可以为440-480℃。
50.本技术实施例中,步骤:获取所述钢板的化学成分,经加工,得到钢板;将所述钢板进行热处理,得到热处理后钢板;与步骤:获取所述锌合金镀层的化学成分,得到合金镀液;
51.将所述合金镀液进行第一加热,得到预热镀液。两者之间的先后顺序不作限定,任意可以实现本发明目的的实施方式均可。
52.本技术实施例中,预热镀液是必须的,因为如果镀液温度太低就会凝固:镀液温度太低会导致镀液在冷却过程中凝固速度太快,从而导致部分铝在镀层中形成细小的过饱和的富铝相,从而削弱了铝与钢板之间的反应,造成镀层与钢板之间粘附性下降。因此镀液温度的最低温度不能小于440℃
53.本技术实施例中,镀液温度不能太高:钢板在较高温度的镀液中,钢板中的fe元素会迅速与镀液中的合金元素反应,形成粗大的化合物颗粒物,恶化镀层的韧性,造成镀层粘附性下降,因此要求镀液的温度≤480℃。
54.作为一种可选的实施方式,所述热处理后钢板的温度与所述预热镀液的温度之差≤10℃。
55.本技术实施例中,高强钢在热处理后的温度不能太高或者太低。如果温度太高,远大于镀液温度,那么在热浸镀时,高强钢会与镀液中的al元素发生激烈反应,形成粗大而不规则的界面化合物层。这种不规则的化合物层导致镀层与钢板之间的粘附性不稳定,局部容易造成成形时脱锌。如果温度太低,远低于镀液温度,则在热浸镀时高强钢与镀液中al元素反应不足,无法形成连续致密的化合物界面层覆盖在钢板表面,同样造成镀层与钢板之间粘附性太差,容易造成冲压成形时脱锌。因此要求钢板在热处理后的温度与镀液温度之差≤10℃。
56.作为一种可选的实施方式,所述热处理依次包括:第二加热、保温和第二冷却;所述第二加热的温度700℃-900℃。
57.作为一种可选的实施方式,第二加热中,当所述钢板的温度《600℃和>800℃时,
露点温度≤-40℃;当钢板温度为600℃-800℃时,露点温度为20-50℃。
58.本技术实施例中,高强钢在加热过程中,通过控制加热温度以及不同加热阶段的气氛露点温度,能够使得高强钢表层中的碳形成一氧化碳挥发,同时在钢板表面形成一层铁氧化物,防止内部的si、mn、cr等元素在钢板表面析出。一般来说,铁氧化物的形成温度需要超过600℃,需要的露点温度超过0℃。当加热温度超过600℃后,通过提高气氛露点温度,能够提高气氛中的氧含量,使得在表面形成显著的铁氧化物,同时造成表层中的部分碳形成一氧化碳挥发,这就是表层脱碳。值得注意的是,如果露点温度太高,则会迅速形成铁氧化物,反而会阻碍表层脱碳,不利于削弱液态金属脆性。但是如果露点温度不足20℃但是超过0℃,则会导致难以形成连续的铁的氧化层,从而使得钢板中脱碳太多,从而恶化高强钢的抗拉强度,并且会造成表层的晶粒粗大,使得在热浸镀时钢板表面难以形成足够的镀层形核核心,从而削弱镀层与钢板粘附性。如果露点温度太低,低于0℃,则无法形成铁氧化层和表层脱碳,造成表面反而出现较多的合金元素富集,反而恶化液态金属脆性。因此,要求露点温度的范围为20-50℃。同时如果加热的最终温度超过了900℃,会造成表面铁氧化物显著增厚,难以在后续被还原,同时还会导致表层晶粒显著增大,造成镀层粘附性明显下降。
59.本技术实施例中,当温度超过800℃后,则需要迅速将气氛露点温度降低,否则表面的铁的氧化物会迅速增厚,无法在后续热处理过程中通过降低露点温度进行还原,从而导致镀层粘附性下降,要求露点温度≤40℃。
60.本技术实施例中,而当加热温度还不足600℃时,提高气氛露点温度并不会形成表面铁的氧化物,但是会造成表面严重脱碳,从而导致表层中碳不足,从而恶化高强钢的抗拉强度,并且会造成表层的晶粒粗大,使得在热浸镀时钢板表面难以形成足够的镀层形核核心,从而削弱镀层与钢板粘附性。
61.作为一种可选的实施方式,所述保温的时间可以为60-120秒,所述保温的气氛包括:露点温度≤-40℃,氢气的质量分数≥1%。
62.在保温过程中,使用较低的露点温度以及≥1%的氢气,使得表面的铁的氧化物能够还原为铁。为了将铁氧化物充分还原,需要一定的时间和一定的氢气含量。发明中要求保温段的时间不少于60秒,氢气含量≥1%。否则表面会残留一定的铁氧化物,造成镀锌层粘附性下降。如果保温段的时间太长,则在钢板中的合金元素又会扩散到还原的铁中,使得钢板表层中的合金元素含量增加,无法达到削弱液态金属脆性的效果。因此保温段的时间不超过120秒。保温过程的较低露点温度保证了能够将铁氧化物还原为铁。如果露点温度太高,则铁氧化物无法充分还原为铁,同时还会导致较多的合金元素向钢板表面富集,造成无法削弱液态金属脆性。
63.本实施例中,所述第二冷却的过程中不使用氧化性介质,比如水、二氧化碳、氧气等。必须避免高强钢板发生氧化,从而恶化高强钢的热浸镀性能,造成热浸镀镀层粘附性下降,因此不能使用氧化性介质,包括水、二氧化碳、氧气等。
64.在下文中,将通过不同实施例和对比例对比出本发明的优异性。
65.制备实施例和对比例,所述的镀层特征如表1所示,制备工艺如表2所示。其中ni元素深度采用辉光放电光谱方法进行测量,以辉光光谱中ni元素含量降低到最大值37%的位置作为ni元素分布的深度。[c}/c、[mn]/mn、[si]//si和[cr]/cr表示所述表层的化学成分
与所述钢板的化学成分的质量分数比例。
[0066]
表1镀层特征表。
[0067]
[0068][0069]
表2制备工艺参数表。
[0070]
[0071][0072]
对按上述实施例和对比例中的工艺参数制备得到的热浸镀锌高强钢进行镀层粘附性和液态金属脆性评价。将热浸镀锌高强钢折弯180
°
,折弯半径与钢板厚度相同,然后观察折弯外缘的镀层是否出现剥落。如果出现剥落,则为
×
,没有出现剥落为
○
。将热浸镀锌高强钢以20k/s速度加热到1000℃,保温20秒,保温期间拉伸变形20%,变形速率为0.1/s,然后快速冷却到室温。观察测量高强钢钢板表层出现的裂纹,测量裂纹的密度,测量裂纹最大深度。
[0073]
表3折弯外缘的镀层情况结果图。
[0074][0075][0076]
表三中,实施例进行折弯试验,外缘的镀层没有出现剥落,而对比例中外缘的镀层均出现剥落,实施例中裂纹密度较小,对比例中裂纹密度大,实施例总的裂纹深度均远小于对比例中裂纹深度,实施例中的微小裂纹不影响钢的质量,可忽略不计,实施例和对比例的截面结构示意图如图2和图3所示,说明控制实施例表层的化学成分与所述钢板的化学成分的质量分数比例,使得实施例中表层奥氏体化温度显著升高,从而使得焊接过程中表层能够保持铁素体状态,不进行奥氏体转变,改善了实施例中液态金属脆性,避免了裂纹出现,解决了热浸镀锌高强钢在焊接时钢板表面易出现深裂纹的技术问题。
[0077]
需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在
涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0078]
以上所述仅是本发明的具体实施方式,使本领域技术人员能够理解或实现本发明。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。