一种基于slm的旋转零件对称扫描方法
技术领域
1.本发明涉及3d打印技术领域,具体涉及一种基于slm的旋转零件轴对称扫描方法。
背景技术:
2.slm技术是利用高能量激光束将三维模型切片后的二维截面上的金属合金粉末熔化,由下而上逐层打印实体零件的一种am方法。slm技术利用cad三维软件设计三维模型,并导出为切片软件能够识别的文件格式;对三维模型进行切片操作并添加支撑和分层处理,得到三维模型的截面轮廓数据;利用路径规划软件对轮廓数据进行扫描路径处理,将路径规划后的数据导入slm设备中,工控机按照每层轮廓的扫描路径,控制激光束选区逐层熔化金属合金粉末,逐层堆叠成致密的三维金属零件实体。
3.在slm工艺中,在激光束快速移动的过程中温度分布会迅速改变,从而实现巨大的温度梯度改变,这是因为高能激光束在局部区域产生,导致最终产品中存在较高的残余应力和不均匀变形。slm工艺参数,如激光功率、光斑尺寸、扫描策略等,都会对打印产品产生至关重要的影响。优化这些工艺参数能有效实现理想的致密度、显微组织和机械性能。在这些参数中,扫描策略,是能量束的形状特征,对热温度梯度具有非常明显的影响,最终会影响到部件的质量。通过控制扫描策略来减少许多缺陷,如残余应力或者球化效应等。
4.slm扫描策略对成型质量至关重要,扫描策会影响零件应力分布大小和位置,还有零件内部的致密度,表面质量和组织均匀性等。航空部件中的旋转件是在高温高速旋转的工况下运行,要求工件组织性能成对称性分布。
5.扫描策略是激光束在空间的移动轨迹,对于单层的扫描,扫描策略通过不同的扫描方向、扫描序列、扫描矢量角度的变化、扫描矢量的长度、扫描时间、扫描间距等。现有slm扫描策略主要有曲线、棋盘和条带三种,每层的扫描填充策略,都是进行随机扫描,这样容易会造成应力、组织分布不均匀,特别是旋转件,各部分性能不一致,然而特别是航空发动机旋转部件,要求部件在高温、高速旋转的工况下,要求部件各区域性能一致,现有扫描策略会造成在旋转过程产生偏离或者失败等缺陷。
技术实现要素:
6.针对现有技术中存在的问题,本发明提供了设计合理的一种基于slm的旋转零件轴对称扫描方法,解决slm旋转件应力组织分布不均匀问题,提升旋转件性能,满足其使用工况。
7.本发明的技术方案如下:一种基于slm的旋转零件对称扫描方法,包括如下步骤:1)将旋转零件模型进行切片处理,分成n层;并按固定角度将每层划分成若干等份,每层形成2m个扇形扫描区域,其中m为等分线的数量;2)随机选择2n个扇形扫描区域中的一个扇形扫描区域s1,开始进行连续往复扫描,扇形扫描区域s1扫描结束后,对与扇形扫描区域s1中心对称的另一个扇形扫描区域s2
继续进行连续往复扫描,扫描结束后,完成一次对称扫描;3)选择扇形扫描区域s1与扇形扫描区域s2之间的中间位置或靠近中间位置的一个扇形扫描区域s3,开始进行连续往复扫描,扇形扫描区域s3扫描结束后,对与扇形扫描区域s3中心对称的另一个扇形扫描区域s4继续进行连续往复扫描;4)选择扇形扫描区域s1与扇形扫描区域s3之间的中间位置或靠近中间位置的一个扇形扫描区域s5,开始进行连续往复扫描,扫描结束后,对与扇形扫描区域s5中心对称的另一个扇形扫描区域s6继续进行连续往复扫描;5)选择扇形扫描区域s2与扇形扫描区域s3之间的中间位置或靠近中间位置的一个扇形扫描区域s7,开始进行连续往复扫描,扫描结束后,对与扇形扫描区域s7中心对称的另一个扇形扫描区域s8进行扫描;按上述扫描策略直至第一层所有2m个扇形扫描区域扫描结束;6)第一层扫描结束后,安照步骤2)-5)继续进行下一层扫描,直至第n层扫描结束,完成扫描。
8.进一步的,步骤3)-5)中的中间位置或靠近中间位置确定如下:1)若相邻两个扫描结束的扇形扫描区域中间有奇数个扇形扫描区域,则选择位于中间位置的唯一一个扇形扫描区域;2)若相邻两个扫描结束的扇形扫描区域中间有偶数个扇形扫描区域,则选择中间位置的两个扇形扫描区域中的任意一个。
9.进一步的,位于同一层呈中心对称的两个所述扇形扫描区域的扫描方向呈180
°
夹角,位于同一层相邻两个所述扇形扫描区域之间扫描方向呈90
°
夹角。
10.进一步的,步骤6)中相邻两层之间的层间扫描旋转角度为90-225
°
。为了避免应力全部集中再同一平面上,从一个加工层移至下一个加工层时,旋转扫描矢量方向,层与层之间的扫描角度为θ,如图所示,选择θ=90-225,主要是为了减少扫描方向完成重叠的次数,n=360
°
/gcd(θ,360),0《θ《360,gcd(θ,360)为θ与360之间最大公约数,当θ=90-225
°
时,在对轴对称扫描下的残余应力最小,也有利于提高成型部件的致密性。
11.本发明的有益效果是:本发明对称扫描策略能够解决现有slm旋转部件各区域性能不一致的问题,能够广泛应用于航空发动机旋转部件的制造,针对性和实用性更强。且本发明的slm旋转零件专用对称扫描策略,能使内应力和组织分布均匀。
附图说明
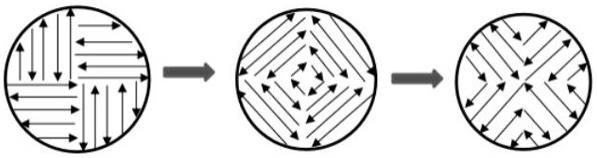
12.图1为本发明实施例旋转零件模型图;图2为本发明实施例层间扫描策略图;图3为本发明实施例第一层扫描步骤;图4为本发明实施例第二层扫描步骤;图5为本发明实施例第三层扫描步骤。
具体实施方式
13.以下结合说明书附图,对本发明作进一步描述。
14.实施例:本实施例提供了一个圆柱旋转零件作为旋转零件模型。
15.如图1-5所示,基于slm的旋转件轴对称扫描方法,具体步骤如下:1)将圆柱旋转零件模型进行切片处理,分成三层;并按90
°
将每层划分成四等份,每层形成四个扇形扫描区域;2)随机选择四个扇形扫描区域中的一个扇形扫描区域s1(左上角的扇形扫描区域),开始进行连续往复扫描,扇形扫描区域s1扫描结束后,对与扇形扫描区域s1中心对称的另一个扇形扫描区域s2(右下角的扇形扫描区域)继续进行连续往复扫描,扫描结束后,完成一次对称扫描;3)选择扇形扫描区域s1与扇形扫描区域s2之间的中间位置的一个扇形扫描区域s3(本实施例中s1与s2之间仅有一个扇形扫描区域,即左下角或右上角任意一个),开始进行连续往复扫描,扇形扫描区域s3扫描结束后,对与扇形扫描区域s3中心对称的另一个扇形扫描区域s4(本实施例中s3为左下角,即s4为右上角)继续进行连续往复扫描;扇形扫描区域s4扫描结束后,完成第一层扫描;4)第一层扫描结束后,开始第二层扫描,层间旋转角度为225
°
,然后继续重复步骤2)、3)完成第二层扫描;5)第二层扫描结束后,开始第三层扫描,层间旋转角度为225
°
,然后继续重复步骤2)、3)完成第三层扫描。
16.本实施例中每层的轮廓可以在扇形扫描区域扫描之前进行轮廓扫描,也可以在扇形扫描区域扫描结束后再进行轮廓扫描。
17.本发明与现有随机扫描策略相比,产品性能有了如下提升:1)有效减少残余应力和变形,提高产品机械性能。
18.slm过程中,热态金属快速凝固,使层间出现大的温度梯度,凝固过程形成的大的热应力,引起翘曲变形,甚至引发断裂。发生翘曲变形的根本原因是金属粉末材料相变产生的体积收缩所导致的层内与层间应力。激光的快速加热和相对较低的热传导率,形成很大的温度梯度,材料的强度随着温度的升高而降低,上表层的快速加热和周围金属的约束作用使弹性甚至塑性压应力产生与材料内部,分别为上层压应力和下层压应力,当达到材料屈服应力值时,表层金属将产生塑性变形,随后金属冷却下来,在金属内部产生拉应力。
19.轴对称扫描策略较其他扫描策略扫描线短,加上分区对称式扫描,能够极大减少内应力,甚至产生应力沿轴对称方向相互低消。通过降低温度梯度减少残余应力,提升机械性能,如强度、韧性和疲劳强度等。
20.2)组织、晶粒大小一致,分布均匀,提高部件致密度,减少表面粗糙和缺陷。由于轴对称式扫描,每层每块扇形区域都是呈轴对称扫描分布,所以能够控制slm部件的显微组织、晶粒形状大小一致,分布均匀,保证slm部件整体性能一致,尤其是旋转部件。显然其他扫描策略无法保证实现。另外轴对称扫描策略能够例限制热影响区晶化和减少过热,轴对称在每一层形成之后重熔扫描也会提高部件的致密度,减少表面粗糙度和缺陷,气孔也会更加分均匀分散,气孔尺寸也会相对的被减小。热温度梯度、热流的方向和冷却速率对制造部件的位错密度、晶粒尺寸、凝固胞尺寸、晶粒长宽比和织构指数等均具有十分重要的影响。