1.本发明属于角钢加工技术领域,具体涉及一种基于工业互联网的输电塔智能生产线及生产方法。
背景技术:
2.输电铁塔,即输电线路铁塔,是输电用的塔状建筑物。它们的结构特点是各种塔型均属空间桁架结构,杆件主要由单根等边角钢或组合角钢组成,材料一般使用q235和q345两种。在铁塔的制作过程中,需要根据长度将长条的角钢分切成若干段较短的角钢,剪切后下来的角钢会直角掉落在地面或者其他平台上,角钢的堆放就会比较杂乱;然后,由于角钢与角钢之间则通过连接孔配合螺栓来实现连接的,对剪切后的角钢需要进行钻孔处理。这样一来,就需要人工将剪切后堆积在地面的角钢进行收集,然后再依次搬运至钻孔加工台上进行钻孔处理,但是,采用这种方式加工,人工搬运会增大工作人员的劳动强度,同时也会导致角钢的加工效率降低,并且传统的角钢生产过程中对于角钢成品的质量并未重视,而在实际应用过程中,角钢质量直接影响了输电铁塔的使用寿命。
3.基于此,申请人考虑设计一种基于工业互联网的输电塔智能生产线,以解决上述技术问题。
技术实现要素:
4.针对上述现有技术的不足,本发明提供了一种基于工业互联网的输电塔智能生产线及生产方法,以解决现有技术中角钢生产效率低下,质量不便把控等问题。
5.为了解决上述技术问题,本发明采用了如下的技术方案:
6.本发明实施例的第一方面提供了一种基于工业互联网的输电塔智能生产线,其关键在于:包括联网系统和生产系统,所述联网系统包括订单获取模块和完成提醒模块,所述生产系统包括依次设置的切割装置、钻孔装置和检测装置,所述切割装置和钻孔装置之间,以及钻孔装置和检测装置之间均设有转运机械手;
7.所述转运机械手用于将所述切割装置上剪切后的角钢转运至钻孔装置上,以及将钻孔装置中完成钻孔的角钢转运至和检测装置上,所述钻孔装置上具有对中机构,其用于对接收到的待钻孔角钢进行对中调节,以使所有待钻孔角钢的中线保持一致。
8.采用以上方案,由订单获取模块从工业互联网中采集角钢加工订单,并将角钢加工订单发送给生产系统进行生产加工,待生产系统加工完成后再通过完成提醒模块发送订单完成的信息至下一生产链节点,下一生产链节点可以是货运输送企业、角钢采购企业、加工检测企业、其他加工成品中需要角钢的企业中的任意一个,形成角钢产业链的工业互联网闭环。
9.通过转运机械手,实现了角钢在各工位间的转运,解决了人工转运时工作效率低的问题;钻孔装置上的对中机构,能够将接收到的待钻孔角钢进行对中调节,以使所有待钻孔角钢的中线保持一致,即保证钻孔机构的正常工作,而通过检测装置可实现角钢上钻孔
数量、间距,以及角钢整体弯曲度的实时检测,提高生产效率同时有利于更好的把控角钢质量。
10.作为优选:所述转运机械手包括六轴机械臂,以及设置于六轴机械臂的执行端的夹持头;
11.所述夹持头包括与六轴机械臂执行端连接的安装板,所述安装板的底部具有截面与角钢外侧相适应的夹槽;所述夹槽内两侧均具有第一电磁铁。
12.采用以上方案,夹槽的开口正对角钢的外侧壁,并在第一电磁铁的作用下将角钢吸附,六轴机械臂活动即可对夹持头固定的角钢进行转运工作,满足角钢的特殊造型,并保证转运的稳定性和可靠性。
13.作为优选:所述夹槽由两块夹持板围成,两块所述夹持板的顶部均铰接于安装板上,所述安装板与对应夹持板之间设有电动伸缩杆,所述电动伸缩杆的两端别铰接在对应的夹持板和安装板上,两个所述夹持板的铰接部位设有扭簧,所述扭簧两端分别作用于两块夹持板上,以使两个所述夹持板受到驱动其相向转动靠近的力。采用以上方案,两块夹持板围成夹槽,在电动伸缩杆的作用下使得两块夹持板之间的夹角能够调节变化,从而满足不同角度大小的角钢的夹持,提高实用性,另一方面,在电动伸缩杆失去作用时,两块夹持板依旧能够在扭簧的作用下受到驱动其相向转动靠近的力,即保持一定的夹角状态,使夹持板与角钢两边紧贴,从而保证夹槽对角钢的正常夹持,防止掉落,有利于进一步提高其工作可靠性。
14.作为优选:所述钻孔装置的端部具有对中工位,所述对中机构包括两个正对设置于对中工位两侧的推板,以及用于驱动两个所述推板同步正对靠近或远离的对中驱动结构,且两个所述推板到对中工位中部距离始终一致;
15.所述对中驱动结构包括两个以可滑动方式设置在钻孔装置上的滑块,各所述滑块与对应推板连接;两个所述推板上均连接有齿条,所述齿条水平相向设置,且两个所述齿条之间设有驱动电机,所述驱动电机的输出轴上设有同时与两个齿条啮合的驱动齿轮。采用以上方案,当待钻孔角钢放置到钻孔装置上对应的对中工位上时,对中机构开始工作,即驱动电机工作带动驱动齿轮转动,驱动齿轮同时带动两个与其啮合的齿条移动,齿条带动各自连接的滑块移动,最终使得两个推板同步正对靠近,推动待钻孔角钢移动,使所有待钻孔角钢的中线保持一致。
16.作为优选:所述钻孔装置上对应对中工位处设有物料检测传感器,以及用于检测推板行程的第一到位传感器;所述物料传感器发射端竖直朝上,所述钻孔装置上对应推板的移动路径上设有与第一到位传感器配合的第一触发片。采用以上方案,物料检测传感器能够判断对中工位上是否接收到转运机械手转运的待钻孔角钢;当检测到待钻孔角钢的存在时,对中机构开始工作,到位传感器用于检测推板的移动行程,从而控制对中驱动机构的停止或者工作。
17.作为优选:所述切割装置包括剪切机和以可转动方式设置在其出料一侧承接圆筒,所述承接圆筒用于接收剪切后的角钢并对其进行180度翻转;所述承接圆筒的下方配置有放置架,所述放置架下方设有输送皮带,且所述输送皮带上具有沿其宽度方向设置的限位凸棱,所述限位凸棱沿输送皮带长度方向阵列分布,两限位凸棱之间的距离与放置架宽度相适应,所述输送皮带用以将装有角钢的放置架输送至靠近对应转运机械手的位置。采
用以上方案,承接圆筒将经切割装置剪切后的角钢接收,并进行180度翻转,使得待钻孔角钢的开口朝下掉落至放置架上并依次堆叠,当放置架装载完成后,沿着输送皮带输送至转运机械手处;输送皮带上的限位凸棱能够对放置架进行限位固定的作用,防止其偏移等。
18.作为优选:所述检测装置包括水平设置的输送线,至少两个对称设置于该输送线输送方向两侧的视觉摄像头a,以及至少一个视觉摄像头b,其中视觉摄像头b与输送线齐平,其中视觉摄像头a用于检测角钢的冲孔数量和间距,视觉摄像头b用于检测角钢的长度方向的弯曲度。采用以上方案,利用输送线在输送过程中实现对角钢全长度覆盖检测,有利于提高检测结果可靠性。
19.作为优选:所述输送线靠近钻孔装置的一端上方具有两块对称设置的扶正板,所述扶正板沿输送线的输送方向设置,且两块所述扶正板底部之间的垂距与待检角钢的开口宽度相适应,两块所述扶正板的顶部之间的垂距大于底部之间的垂距。采用以上方案,两块扶正板构成一个扶正槽,转运机械手将抓取的角钢放入其中,经过扶正之后落至输送线先,以确保角钢长度方向与输送线的输送方向保持平行,这样有利于进一步提高视觉检测结果的准确性。
20.本发明实施例的第二方面提供了一种基于工业互联网的输电塔智能生产方法,其关键在于,包括:
21.通过订单获取模块从角钢产业链互联网中获取生产订单;
22.根据所述生产订单,依次经切割装置和钻孔装置完成角钢加工;
23.通过检测装置对加工后的角钢进行测试是否合格,直到角钢的合格品符合所述生产订单的要求;
24.根据所述生产订单或角钢产业链信息,由完成提醒模块对下一环节点发起提示信息,以完成生产环节的加工。
25.通过上述设计,生产系统可以自动获取订单信息,然后根据订单生产,一旦完成生产后,就会自动发起提醒信息,由工业互联网中的下一环节点进行下个环节的工序,例如发送消息至输送环节点,由接到运输订单的企业来接收角钢合格品运输至目的地,也可以是发送消息至订单发起者,通知该企业来接收生产完成的角钢产品,全过程自动化,大大提高了生产效率。
26.作为优选:所述通过检测装置对加工后的角钢进行测试是否合格的步骤包括:
27.通过视觉摄像头a获取角钢侧边的第一图像;
28.分析所述第一图像中的冲孔数量和冲孔位置是否正确,
29.若冲孔数量或冲孔位置有误,则对应的角钢识别为冲孔不合格;
30.通过视觉摄像头b获取角钢与输送线表面接触区域的第二图像;
31.分析所述第二图像中角钢与输送线表面是否存在接触间隙;
32.若角钢与输送线表面存在接触间隙,则对应的角钢识别为弯曲度不合格;
33.若角钢存在冲孔不合格或弯曲度不合格,则判定对应的角钢为不合格品。
34.冲孔数量、冲孔位置和弯曲度的分析可以根据行业标准来识别,也可以根据生产订单的规定来识别,当然,在分析对应指标是否合格的过程中,仍存在误差范围,即仅当冲孔位置偏移超过误差范围时,才会识别为冲孔不合格,仅当接触间隙超过允许的最大值时,才会识别为弯曲度不合格。
35.与现有技术相比,本发明具有的有益技术效果:
36.通过转运机械手、切割装置、钻孔装置、对中机构和检测装置等结构的相互配合,将角钢的切割、收集转运、钻孔操作和角钢检测布置到同一加工生产线,并将整个生产流程自动化,使得角钢的加工过程更加连贯,大大提高了角钢的生产效率和加工精度,减少原料损耗,同时有利于更好的把控生产质量。
附图说明
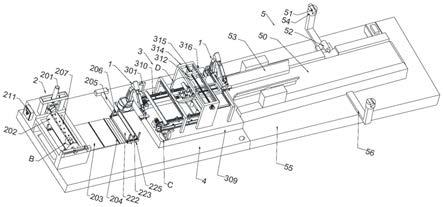
37.图1为本发明的结构示意图;
38.图2为转运机械手的结构示意图;
39.图3为图2中a处放大图;
40.图4为图1中b处放大图;
41.图5为图1中c处放大图;
42.图6为图1中d处放大图;
43.图7为切割装置中承接圆筒的剖视图;
44.图8为钻孔装置正视图;
45.图9为钻孔装置局部侧视图;
46.图10为钻孔装置中对中机构示意图;
47.图11为切割装置和钻孔装置的结构示意图;
48.图12为图11中e处放大图;
49.图13为图11中f处放大图;
50.图14为图11的轴测图;
51.图15为图14中g处放大图;
52.图16为图14中h处放大图;
53.图17为本发明钻孔装置中安装箱的正视结构示意图;
54.图18为本发明钻孔装置中安装箱的俯视结构示意图;
55.图19为本发明钻孔装置中轴套的结构示意图;
56.图20为图1的俯视图;
57.图21为本发明切割工位的另一种实施例;
58.图22为检测装置结构示意图。
59.图中标记为:
60.1转运机械手;101六轴机械臂;102安装板;103夹槽;104第一电磁铁;105夹持板;106电动伸缩杆;107防掉凸起;108螺柱;
61.2切割装置;201剪切机;202承接圆筒;203输送皮带;204限位凸棱;205液压推杆;206推送板;207承接槽;208第二电磁铁;209红外传感器;210压力传感器;211控制柜;212活动腔;213活动孔;214支撑杆;215支撑轮;216支撑顶板;217导向槽;218齿板;219主动齿轮;220从动齿轮;221中间齿轮;222底板;223限位柱;224第二到位传感器;225第二触发片;226检修窗;
62.3钻孔装置;301推板;302滑块;303齿条;304驱动电机;305驱动齿轮;306物料检测传感器;307第一到位传感器;308第一触发片;309工作台;310传送线;311定位座;312安装
箱;313钻头;314支架;315滑座;316第一液压伸缩杆;317第二液压伸缩杆;318顶块;319第一支撑架;320安装架;321安装座;322第三液压伸缩杆;323夹持块;324第三电磁铁;325收集架;326放置槽;327丝杆电机;328主轴;329工作电机;330从动工作齿轮;331主动工作齿轮;332轴套;333轴承;334传动轴;335联轴器;336外齿盘;337定位轴;338第一调节齿轮;339调节电机;340连接轴;341第二调节齿轮;342主动调节齿轮;343中间调节齿轮;344定位块;345转移机构;
63.4安装底座;
64.5检测装置;50输送线;51视觉摄像头a;52视觉摄像头b;53扶正板;54云台;55检测底座;56立架;57扶正底座。
具体实施方式
65.下面结合附图对本发明作进一步的详细说明。
66.具体实施时:
67.参考图1至图22所示的基于工业互联网的输电塔智能生产线,主要包括联网系统和生产系统,联网系统包括订单获取模块和完成提醒模块,联网系统可以由一台连接互联网的计算机来实现,并分别将计算机上连接有订单获取模块的输出接口连接生产系统的订单接收端,将计算机上连接有完成提醒模块的输入接口连接生产系统的完成输出端,该部分在附图中未画出。
68.参见图1,生产系统包括切割装置2、钻孔装置3和检测装置5,以及位于切割装置2和钻孔装置3之间、钻孔装置3和检测装置5之间的转运机械手1,其中,转运机械手1用于将切割装置2上剪切后的角钢转运至钻孔装置3上,或者将钻孔完成的角钢转运至检测装置5上进行质量检测,钻孔装置3上具有对中机构,其用于对接收到的待钻孔角钢进行对中调节,以使所有待钻孔角钢的中线保持一致,以提高钻孔质量。
69.参考图2和图3,本技术中转运机械手1主要包括可以多角度活动的六轴机械臂101,六轴机械臂101执行端设有夹持头;夹持头包括与六轴机械臂101的执行端连接的安装板102,安装板102的底部具有截面与角钢外侧相适应的夹槽103;夹槽103内两侧均具有第一电磁铁104。夹槽103由两块夹持板105围成,两块夹持板105的顶部均铰接于安装板102上,安装板102与对应夹持板105之间设有电动伸缩杆106,电动伸缩杆106的两端别铰接在对应的夹持板105和安装板102上。
70.这样一来,两块夹持板105围成夹槽103,在电动伸缩杆106的作用下使得两块夹持板105之间的夹角能够调节变化,从而满足不同角度大小的角钢的夹持,提高实用性。需要夹持转运角钢时,将夹槽103的开口正对角钢的外侧壁,并在第一电磁铁104的作用下将角钢吸附,六轴机械臂101活动即可对夹持头固定的角钢进行转运工作。
71.在本方案中,两个夹持板105的铰接部位设有扭簧,扭簧两端分别作用于两块夹持板105上,以使两个夹持板105受到驱动其相向转动靠近的力。这样一来,在电动伸缩杆106失去作用时,两块夹持板105依旧能够在扭簧的作用下受到驱动其相向转动靠近的力,即保持一定的夹角状态,从而保证夹槽103对角钢的正常夹持。
72.同时,在本方案中,如图3所示,夹持板105的下端内侧具有沿其厚度方向突出的防掉凸起107,防掉凸起107沿对应夹持板105长度方向延伸,防掉凸起107的厚度与角钢侧边
的厚度相适应,当两块夹持板对角钢进行夹持时,角钢的底部两侧恰好位于对应侧的防掉凸起上,即进一步保证夹持时的稳定性和可靠性,安装板102的顶部设有螺柱108,六轴机械臂101的执行端上具有与螺柱108配合的螺孔。这样一来,方便对整个夹持头进行拆装,进行维修或者更换,结构简单,实用性强。
73.这样一来,通过转运机械手1,实现了将切割装置2上剪切后的角钢快速转运至钻孔装置3上进行钻孔操作,解决了人工转运时工作效率低的问题;钻孔装置3上的对中机构,能够将接收到的待钻孔角钢进行对中调节,以使所有待钻孔角钢的中线保持一致,即保证钻孔机构的正常工作。
74.实施时,切割装置2、钻孔装置3和转运机械手1均布置在安装底座4上,便于对三者之间合理的位置安排。
75.在本方案中,如图1、图4至图7所示,切割装置2包括剪切机201和以可转动方式设置在其出料一侧承接圆筒202,承接圆筒202用于接收剪切后的角钢并对其进行180度翻转;承接圆筒202配置有至少一个放置架,承接圆筒202的正下方设有输送皮带203,输送皮带203上具有延其宽度方向设置的限位凸棱204,限位凸棱204沿输送皮带203长度方向阵列分布,两限位凸棱204之间的距离与放置架宽度相适应,输送皮带203用以将装有角钢的放置架输送至靠近转运机械手1的位置。
76.这样一来,承接圆筒202将经剪切机201剪切后的角钢接收,并进行180度翻转,使得待钻孔角钢的开口朝下掉落至放置架上并依次堆叠,当放置架装载完成后,沿着输送皮带203输送至转运机械手1处;输送皮带203上的限位凸棱204能够对放置架进行限位固定的作用,防止放置架偏移等。
77.实施时,如图7所示,承接圆筒202上还具有检修窗226,便于安装腔内零件的安装与检修。
78.实施时,输送皮带203靠近转运机械手1的一端设有推送机构,其用于将转运结束后的放置架推开使其远离输送皮带203,以保证下一个放置架到达待抓取位置;推送机构包括与输送皮带203的输送方向垂直设置的液压推杆205,其端部具有推送板206。同时作为优选,如图21所示,在安装底座4上可以平行且水平设置两组输送皮带203,同时配合第二组输送皮带203远离转运机械手1的一端同样设有推送机构,第二组输送皮带203用于将转运机械手1转运完成后的放置架输送返回切割装置2一端,便于放置架的再次使用,即实现放置架的自动循环使用。
79.实施时,如图1、图4至图7以及图14至图16所示,承接圆筒202上具有沿其长度方向开设的承接槽207,承接槽207靠近剪切机201的一侧开口,承接圆筒202能够转动以使承接槽207开口端正对剪切机201的出料口,承接槽207两侧壁具有沿其长度方向分布的第二电磁铁208;承接槽207的内侧设有用于判断剪切角钢长度的红外传感器209,承接槽207远离剪切机201的一端内壁设有压力传感器210,红外传感器209与压力传感器210之间的水平距离和承接槽207与剪切机201的剪切口处的水平距离相同;剪切机201上设有控制柜211,红外传感器209、压力传感器210、第二电磁铁208、剪切机201分别电性连接于控制柜211。
80.同时,承接圆筒202内具有活动腔212,承接槽207两侧壁具有沿其长度方向开设的活动孔213,各活动孔213均与活动腔212连通;每个活动孔213内均以活动方式设有支撑杆214,其顶部设有支撑轮215,实际实施过程中支撑轮215可优选为通过球座安装的滚珠;活
动腔212内设有用于驱动所有支撑杆214同时沿对应活动孔213长度方向移动的第一顶升机构;第一顶升机构电性连接于控制柜211。
81.第一顶升机构包括如图7所示的对称设置于活动腔212内两侧的支撑顶板216,且各支撑顶板216与开设在活动腔212两端侧壁上的导向槽217滑动配合;各支撑顶板216顶部与对应侧的支撑杆214连接,其底部分别设有齿板218;活动腔212内安装有用于驱动两组支撑顶板216同时移动的驱动组件;驱动组件包括用于连接输出电机的主动齿轮219,以及分别与两组齿板218啮合的从动齿轮220;其中一个从动齿轮220直接与主动齿轮219啮合,另外一个从动齿轮220通过中间齿轮221与主动齿轮219啮合,且中间齿轮221与主动齿轮219的大小相同。
82.对于切割装置2的工作原理:剪切机201进料时,控制柜211控制第一顶升机构工作,使得支撑轮215凸出于活动孔213外,待剪切的角钢可预先支撑在支撑轮215上,同时支撑轮215起到一个导向作用;当红外传感器209检测到角钢时,控制柜211控制用于进料的装置停止进料;然后控制柜211控制剪切机201工作,剪切完成后;控制柜211继续控制进料装置,使得剪切后的角钢继续沿承接槽207长度方向移动;直至剪切后的角钢与压力传感器210接触,压力传感器210检测到压力后,控制柜211控制进料装置停止进料,由于红外传感器209与压力传感器210之间的水平距离和承接槽207与剪切机201的剪切口处的水平距离相同,此时说明剪切后的角钢完全落入承接槽207内;
83.此时,控制柜211控制第一顶升机构工作,主动齿轮219转动带动其中一个与其直接啮合的从动齿轮220转动,以及带动另外一个通过中间齿轮221与其啮合的从动齿轮220转动;由于中间齿轮221与主动齿轮219大小相同,两个从动齿轮220分别与对应的支撑顶板216上的齿板218啮合,从动齿轮220与对应的齿板218配合,并使得对应的支撑顶板216能够同时沿着导向槽217滑动;同时,由于同侧的所有支撑杆214均设置在对应侧的支撑顶板216上,各支撑顶板216的移动即可使得同侧的所有支撑杆214沿活动孔213移动。
84.即使得支撑轮215移动完全位于活动孔213内,剪切后的角钢掉落至承接槽207内的第二电磁铁208上,与此同时,控制柜211控制电磁铁通电将剪切后的角钢吸附;下一步,控制柜211控制驱动机构,承接圆筒202转动180度,以使剪切后的角钢开口朝下;然后控制柜211控制第二电磁铁208断电,剪切后的角钢直接掉落至下方的放置架上。
85.当承接圆筒202转动度并完成剪切后的角钢收集操作时,此时承接圆筒202上的另外一个承接槽207正好位于承接圆筒202正上方,控制柜211就不需要对承接圆筒202进行控制,使得其恢复原位;然后重复最开始的操作控制即可准备第二次的接料操作,从而实现整个操作的连续性和自动化,提高工作效率;最终实现对剪切后角钢的快速收集和整齐堆放。
86.在本方案中,如图1和图15所示,放置架包括底板222,底板222两侧具有至少两组对称设置的限位柱223;切割装置2上位于承接圆筒202正下方设有第二到位传感器224,放置架的侧壁设有与之配合的第二触发片225,第二触发片225位于相邻两个限位柱223的中间位置。
87.这样一来,当第二触发片225经过第二到位传感器224时,输送皮带203停止工作,此时放置架上相邻两个限位柱223的中间位置正好位于承接圆筒202的正下方,从而保证放置架对掉落下来的待钻孔角钢的正常装载,装载完成后,输送皮带203继续工作,使得下一个第二触发片225重复经过第二到位传感器224,并重复前面动作。
88.在本方案中,如图1、图5和图8至图10所示,钻孔装置3的端部具有对中工位,对中机构包括两个正对设置于对中工位两侧的推板301,以及用于驱动两个推板301同步正对靠近或远离的对中驱动结构,且两个推板301到对中工位中部的垂直距离始终保持一致;实施时,所示对中驱动机构位于安装底座4内;对中驱动结构包括两个以可滑动方式设置在钻孔装置3上的滑块302,各滑块302与对应推板301连接;两个推板301上均连接有齿条303,齿条303水平相向设置,且两个齿条303之间设有驱动电机304,驱动电机304的输出轴上设有同时与两个齿条303啮合的驱动齿轮305。
89.这样一来,当待钻孔角钢放置到钻孔装置3上对应的对中工位上时,对中机构开始工作,即驱动电机304工作带动驱动齿轮305转动,驱动齿轮305同时带动两个与其啮合的齿条303移动,齿条303带动各自连接的滑块302移动,最终使得两个推板301同步正对靠近,推动待钻孔角钢移动,将所有待钻孔角钢的中线保持一致。
90.同时,在本方案中,如图5所示,钻孔装置3上对应对中工位处设有物料检测传感器306,以及用于检测推板301行程的第一到位传感器307;物料传感器发射端竖直朝上,钻孔装置3上对应推板301的移动路径上设有与第一到位传感器307配合的第一触发片308。
91.这样一来,物料检测传感器306能够判断对中工位上是否接收到转运机械手1转运的待钻孔角钢;当检测到待钻孔角钢的存在时,对中机构开始工作,到位传感器用于检测推板301的移动行程,从而控制对中驱动机构的停止或者工作。
92.实施时,如图1和图6至图19所示,钻孔装置3包括工作台309,工作台309的两侧具有沿其长度方向设置的直线输送机构,直线输送机构包括传送线310,以及沿传送线310分布的定位座311,两个直线输送机构中传送线310水平正对设置,且两个传送线310上的定位座311一一对应;工作台309的一端具有上下对应设置的第二顶升机构和压紧机构,以及用于钻孔的钻孔机构,第二顶升机构和压紧机构配合实现对待钻孔角钢的多点位夹持;钻孔机构包括安装箱312,以及两个设置于该安装箱312上的钻头313,两个钻头313沿传送线310的传送方向呈夹角分布,钻孔机构能够在位移机构作用下靠近或远离位于传送线310上的角钢。(该位移机构可以直接为机械活动臂,控制安装箱312的任意角度的移动;另外,也可如图1所示,安装箱312的上方设有支架314,位移机构包括与支架314滑动配合的滑座315,滑座315上具有竖直朝下设置的第一液压伸缩杆316,第一液压伸缩杆316的活塞杆端部与安装箱312连接;滑座315控制安装箱312沿工作台309的宽度方向移动,第一液压伸缩杆316控制安装箱312沿工作台309高度方向的移动)。
93.定位座311包括与角钢内截面相同的定位块344,定位块344以可拆卸方式安装在传送线310上;这样一来,方便对定位块344进行更换,满足不同角度大小角钢的放置支撑;而传送线310为链轮输送带,即链轮与链条的配合,具备一定的承载能力;同时链轮输送带工作时,需要保证两个链轮输送带的同步运行,避免置于链轮输送带上的角钢发生倾斜等,影响后续的加工。
94.第二顶升机构包括至少三个沿工作台309宽度方向分布的第二液压伸缩杆317,第二液压伸缩杆317竖直朝上设置,且各第二液压伸缩杆317的活塞杆端部具有以可拆卸方式设置的顶块318,顶块318截面与待钻孔角钢内侧相适应。
95.压紧机构包括固设于工作台309上的第一支撑架319,以及活动设置于该第一支撑架319上的安装架320,安装架320能够沿工作台309的宽度方向在两条传送线310之间滑动;
96.安装架320上具有沿其长度方向分布并与其滑动配合的安装座321,安装座321能够在安装架320上沿工作台309的长度方向滑动,各安装座321上均具有竖直朝下设置的第三液压伸缩杆322,第三液压伸缩杆322的活塞杆端部具有以可拆卸方式连接的夹持块323,夹持块323截面与待钻孔角钢外侧相适应,且夹持块323内部两侧均分布有第三电磁铁324。
97.工作台309一端设有收集架325,该收集架325位于传送线310的端部外侧,其上具有沿工作台309长度方向分布的放置槽326,安装架320的一端延伸至收集架325的上方,安装架320上具有沿其长度方向水平设置的丝杆电机327,丝杆电机327的丝杆与各安装座321螺纹配合。
98.安装箱312内具有两个平行设置的主轴328,以及用于驱动两个主轴328同步转动的工作电机329,两个钻头313与两个主轴328一一对应传动连接。两个主轴328上均套设有从动工作齿轮330,工作电机329的电机轴上套设有与两个从动工作齿轮330啮合的主动工作齿轮331。安装箱312内具有与钻头313一一对应且设置的轴套332,轴套332内固设有轴承333,轴承333内固设有传动轴334,传动轴334一端通过联轴器335与对应主轴328相连,另一端与对应钻头313固定连接,轴套332以可转动方式支撑与安装箱312内,安装箱312内设有用于同步调整两个钻头313夹角的调整机构。轴套332外侧具有沿其切向设置的外齿盘336,外齿盘336通过定位轴337以可转动方式支撑于安装箱312上,定位轴337沿工作台309的宽度方向设置,调整机构包括与外齿盘336啮合的第一调节齿轮338,以及用于驱动两个轴套332所对应的第一调节齿轮338转动的调节电机339;第一调节齿轮338通过连接轴340以可转动方式支撑于安装箱312上,连接轴340上固套有第二调节齿轮341,调节电机339的电机轴上固套有主动调节齿轮342,主动调节齿轮342的一侧与其中一个第二调节齿轮341啮合,另一侧通过与其啮合的中间调节齿轮343与另一个第二调节齿轮341同比传动。
99.对于钻孔机构的工作原理:工作电机329工作使得主动工作齿轮331转动,主动工作齿轮331转动同时带动与其啮合的两个从动工作齿轮330转动,从动工作齿轮330驱动两个主轴328转动,各主轴328通过联轴器335带动对应的传动轴334转动,传动轴334转动带动对应连接的钻头313转动,即使得呈夹角分布的两个钻头313同步转动;
100.当需要对两个钻头313的倾斜角度进行调节时,调节电机339工作带动主动调节齿轮342转动,主动调节齿轮342转动带动与其直接啮合的其中一个第二调节齿轮341转动,同时主动调节齿轮342转动带动通过中间调节齿轮343与其啮合的另外一个第二调节齿轮341;这样一来,两个第二调节齿轮341转动带动各自所在的连接轴340转动,且两个连接轴340的转动方向相反,即使得个连接轴340上的第一调节齿轮338转动,第一调节齿轮338转动带动与其对应啮合的外齿盘336发生转动,外齿盘336转动使得对应的两个轴套332发生相对/相背的角度转动,轴套332转动即使得其内部通过轴承333安装的传动轴334发生角度转动,最终使得两个钻头313的倾斜角度发生变化,同时轴承333保证钻头313的正常工作。
101.对于钻孔装置3的工作原理:转运机械手1将放置架上待转孔的角钢转运并放置到传送线310上的定位座311上,然后对中机构开始工作以使放置到定位座311上的待钻孔角钢中位线与直线输送机构的中位线对齐;然后传送线310继续工作使得下个定位座311继续来放置转运机械手1转运的角钢,并进行对中调节;当定位座311上的角钢输送至位于第二顶升机构的上方时,控制安装架320以及安装座321的滑动,使得夹持块323能够尽可能的与需要对应升起的顶块318对齐,即靠近钻孔位置的顶块318;然后顶块318在对应第二液压伸
缩杆317的作用下上升,直至角钢外侧壁与夹持块323的内侧壁接触,使得角钢被固定,同时第三电磁铁324工作将其吸附,使得固定效果更佳稳定;第二顶升机构和压紧机构配合实现对待钻孔角钢的多点位夹持;即使得夹持位置更加靠近钻孔位置,减小钻孔机构工作时作用力的力臂,避免其对角钢产生影响;然后,钻孔机构在位移机构作用下靠近或远离位于传送线310上的角钢,同时配合沿传送线310的传送方向呈夹角分布的两个钻头313,实现对角钢两侧的对孔加工,进一步提高对角钢两侧翼板的对孔加工效率;
102.加工完成后,第二液压伸缩杆317缩回,加工完成后的角钢被第三电磁铁324所吸附,丝杆电机327工作,使得安装座321移动至收集架325的上方,控制第三液压伸缩杆322的伸长以及第三电磁铁324的工作,即可使得钻孔完成后的角钢放置到对应的放置槽326内,并依次从下到上进行堆积,便于后续的快速搬运或继续其他工序。
103.参考图1、图20和图22,本技术中检测装置5主要包括检测底座55,以及沿检测底座55长度方向水平设置的输送线50,如图所示,检测底座55能够以插接方式与安装底座4相连,便于根据需要对检测装置5进行模块化组装或迁移等。
104.本实施例中输送线50为水平设置的皮带输送线,其两侧具有至少两个对称设置的视觉摄像头a51,以及至少一个视觉摄像头b52,其中视觉摄像头b52与输送线50齐平,其中视觉摄像头a51用于检测角钢的冲孔数量和间距,视觉摄像头b52用于检测角钢的长度方向的弯曲度,具体而言,检测底座55上在输送线50的两侧具有对称设置的立架56,视觉摄像头a51通过云台54安装于立架56的顶部,具体实施时,立架56活动设置于检测底座55上,二者可同步相对靠近或远离,即同步调整视觉摄像头a51与输送线50中线的距离,以使视觉摄像头a51适应不同长度的角钢检测,其同步调整机构与钻孔装置中的对中机构相似。
105.在此基础之上,输送线50靠近钻孔装置的一端上方具有两块对称设置的扶正板53,如图所示,扶正板53支撑于扶正底座57上,并沿输送线50的输送方向设置,且两块扶正板53底部之间的垂距与待检角钢的开口宽度相适应,两块扶正板53的顶部之间的垂距大于底部之间的垂距,即两块扶正板53之间的空间截面大体呈漏斗状,且二者之间的中线与输送线50的中线上下正对,这样当角钢沿长度方向从上方放入两块扶正板53之间时,受上部倾斜部位的引导,最终落至输送线50上,角钢的的长度方向与输送线50的宽度方向则必然始终保持垂直姿态,同时处于输送线50的中部,避免出现左右姿态偏差,进而影响视觉摄像头a51和视觉摄像头b52的视觉扫描对比效果。
106.检测装置5与钻孔装置3之间同样设置转运机械手1,转运机械手1能够将处于放置槽326内完成钻孔的角钢抓取并放置到两块扶正板53之间,当然为了便于抓取,具体实施时,在安装底座4上对应收集架325设置转移机构345,通常优选为丝杆电机,其能够驱动收集架325沿安装底座4的长度方向滑动以靠近或远离检测底座50,以便于转运机械手1的抓取以及复位继续接收钻孔后的角钢。
107.完成钻孔的角钢通过转运机械手1转运至输送线50上,角钢的开口朝下,通过扶正板53的作用,确保其处于输送线50的中部,且长度方向与输送线50平行,这样经过视觉摄像头a51和视觉摄像头b52时,视觉摄像头b52对角钢与输送线表面之间接触部位进行视觉扫描,如扫描结果中发现角钢与输送线50表面之间有缝隙,则可判定为该部位发生拱起变形,将缝隙值与系统中的预设最大误差值进行对比,如大于预设最大误差值,则可判定该角钢为次品,同时,视觉摄像头a51对角钢两侧边进行视觉扫描,对侧边上的钻孔数量和钻孔位
置进行扫描,同样与系统中标准值进行对比,判断其是否在误差范围之内,如超出误差范围,则同样判定该角钢为次品,具体实施时,可在系统中增设报警模块,并对应检测装置设置执行机构,用于对判断为次品的角钢进行分拣。
108.上述基于工业互联网的输电塔智能生产线可以执行如下方法:
109.步骤s100:通过订单获取模块从角钢产业链中获取生产订单;
110.步骤s200:根据生产订单,依次经切割装置2和钻孔装置3完成角钢加工;
111.步骤s300:通过检测装置5对加工后的角钢进行测试是否合格,直到角钢的合格品符合生产订单的要求;
112.步骤s400:根据生产订单或角钢产业链信息,由完成提醒模块对下一环节点发起提示信息,以完成生产环节的加工。
113.步骤s300中对加工后的角钢进行测试是否合格的方法可以是:
114.步骤s310:通过视觉摄像头a51获取角钢侧边的第一图像,第一图像包括至少2个图像,分别是角钢两个侧边的垂直拍摄图像;
115.步骤s320:分析第一图像中的冲孔数量和冲孔位置是否正确,
116.若冲孔数量或冲孔位置有误,则对应的角钢识别为冲孔不合格;
117.步骤s330:通过视觉摄像头b52获取角钢与输送线表面接触区域的第二图像;
118.步骤s340:分析第二图像中角钢与输送线表面是否存在接触间隙;
119.若角钢与输送线表面存在接触间隙,则对应的角钢识别为弯曲度不合格;
120.步骤s350:若角钢存在冲孔不合格或弯曲度不合格,则判定对应的角钢为不合格品。
121.以上仅是本发明优选的实施方式,需指出的是,对于本领域技术人员在不脱离本技术方案的前提下,做出的若干变形和改进的技术方案应同样视为落入本技术要求保护的范围。