1.本实用新型涉及取料装置领域,尤其涉及一种双重吸附取料模组。
背景技术:
2.随着科技的发展与人文的进步,工业生产已经离不开自动化设备。为了顺应时代的发展,市场对自动化设备的要求逐渐升高。取料装置一般都是包括取料模组及带动取料模组移动的移动模组。而根据要取的产品的不同,现有的取料模组一般都是利用真空取料或者利用夹紧动作取料。真空取料对真空装置的要求较高,需要其响应速度快;而一般的夹紧动作取料,需要夹爪对产片的两侧夹紧,而针对一些精密的场合,不适用夹爪,夹爪容易对产品的平面造成损伤,或者难以避位。故,吸附类的取料装置更适用于精密的场合,而现有的有真空吸附,针对产品为金属外壳的,目前为止还没有磁性吸附的吸附组件。另外,现有的产品被取料移动至另一位置时,现有的模组只能完成取料放料的动作,而不能配合完成压装的动作,压装的动作需要另外的机构来完成,从而使得设备结构冗杂。
3.因此,急需要一种兼具真空吸附及磁性吸附功能且能完成压装动作的双重吸附取料模组来克服上述缺陷。
技术实现要素:
4.本实用新型的目的在于提供一种兼具真空吸附及磁性吸附功能且能完成压装动作的双重吸附取料模组。
5.为实现上述目的,本实用新型的双重吸附取料模组包括安装块、气缸、磁性吸头及真空吸嘴,所述气缸穿置于所述安装块内,所述磁性吸头连接于所述气缸的输出端上,所述磁性吸头具有一内缩于所述安装块内的第一位置及与所述安装块的底面齐平的第二位置,所述气缸驱动所述磁性吸头在所述第一位置与所述第二位置之间切换,所述真空吸嘴穿置所述安装块内,所述真空吸嘴的底部与所述安装块的底部齐平,当所述磁性吸头位于所述第二位置时,所述磁性吸头的底面与所述安装块的底面齐平。
6.与现有技术相比,本实用新型的双重吸附取料模组借助气缸的输出端与磁性吸头连接,气缸驱动磁性吸头在第一位置与第二位置之间移动,在第二位置时,磁性吸头接近产品且产品的外壳为金属材质,故利用磁性吸附的原理来吸附产品。同时,利用真空吸嘴的底面与安装块的底面持平,接真空装置后可同时吸附产品,达到一个双重吸附的效果。另外,借助磁性吸头的底面、真空吸嘴的底部均与安装块的底面齐平,吸附后的产品表面紧贴在安装块的底面,需要压装时,直接借助外部的机械手施力,力传动到安装块的底面从而对产品实现压装。
7.较佳地,所述气缸包括缸体及活塞杆,所述缸体固定穿置于所述安装块内,所述活塞杆呈部分地穿置于所述缸体内并可沿上下方向移动,所述磁性吸头连接于所述活塞杆的末端。
8.较佳地,本实用新型的双重吸附取料模组还包括一包裹块,所述包裹块套接于所
述活塞杆的末端,所述包裹块具有供所述活塞杆及所述磁性吸头穿过的穿孔。
9.较佳地,本实用新型的双重吸附取料模组还包括一缓冲垫,所述缓冲垫套接于所述活塞杆上并位于所述包裹块的上方。
10.较佳地,所述包裹块具有内缩于所述安装块内的第三位置及与所述安装块的底面齐平的第四位置,所述气缸带动所述包裹块于所述第三位置及所述第四位置之间切换。
11.较佳地,所述安装块的底部从下往上依次设有第一孔及第二孔,所述第一孔的直径小于所述第二孔的直径,所述第一孔与所述第二孔的交接处形成阶梯孔结构,所述包裹块从下往上依次包括第一柱体及第二柱体,所述第一柱体的外径小于所述第二柱体的外径,所述第一柱体及所述第二柱体的交接处形成一阶梯结构,当所述包裹块位于所述第四位置时,所述阶梯结构抵挡于所述阶梯孔结构上。
12.较佳地,所述安装块从下往上依次包括第一安装块、第二安装块、第三安装块及第四安装块。
13.较佳地,本实用新型的双重吸附取料模组还包括进气接头,所述进气接头安装于所述第四安装块上并与所述气缸连通;本实用新型的双重吸附取料模组还包括真空接头,所述真空接头安装于所述第二安装块上并与所述真空吸嘴连通。
14.较佳地,本实用新型的双重吸附取料模组还包括压力传感器,所述压力传感器设于所述安装块的上方。
15.较佳地,本实用新型的双重吸附取料模组还包括弹性缓冲机构,所述弹性缓冲机构设于所述压力传感器的上方,所述弹性缓冲机构包括支撑柱、弹簧、上压板及下压板,所述支撑柱及所述弹簧设于所述上压板及所述下压板之间,所述支撑柱还分别位于所述弹簧的两侧。
附图说明
16.图1是本实用新型的双重吸附取料模组的立体结构示意图。
17.图2是本实用新型的双重吸附取料模组的正视结构示意图。
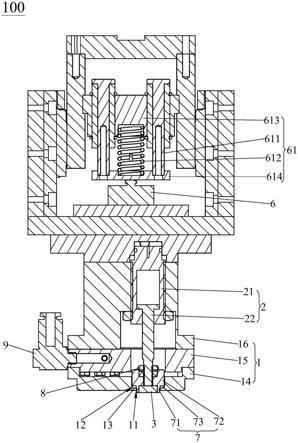
18.图3是沿图2中的a-a剖切线剖开后且磁性吸头处于第二位置的剖视示意图。
19.图4是本实用新型的双重吸附取料模组的仰视结构示意图。
具体实施方式
20.为了详细说明本实用新型的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
21.请参阅图1至图4,本实用新型的双重吸附取料模组100包括安装块1、气缸2、磁性吸头3、真空吸嘴4、进气接头5及真空接头9。气缸2穿置于安装块1内,磁性吸头3连接于气缸2的输出端上,磁性吸头3具有一内缩于安装块1内的第一位置及与安装块1的底面齐平的第二位置。气缸2驱动磁性吸头3在第一位置与第二位置之间切换,真空吸嘴4穿置安装块1内,真空吸嘴4的底部与安装块1的底部齐平,当磁性吸头3位于第二位置时,磁性吸头3的底面与安装块1的底面持平。可理解的是,真空吸嘴4通过真空接头9与外界的真空装置连接以达到吸附及放松的状态;进气接头5与气缸2连通,通气时,气缸2驱动磁性吸头3移动至第二位置。借助真空吸嘴4及磁性吸头3的双重作用下,可快速吸附金属材料的产品。当需要放下产
品时,气缸2驱动磁性吸头3退回第一位置,真空吸嘴4在真空装置的作用下释放产品。较优的是,于本实施例中,还包括压力传感器6,压力传感器6设于安装块1的上方。较优的是,本实用新型的双重吸附取料模组100还对产品进行施压,值得注意的是,安装块1的底面为平面,当吸附产品后将产品压装在预定位置时,由安装块1的底面对产品进行施压。借助压力传感装置6,防止施压力度超过上限,以免产品被损坏。同时,借助真空吸嘴4的底面及磁性吸头3的底面与安装块1的底面齐平,从而能够达到一边吸紧产品一边将产品压装在预定位置的目的。更具体地,如下:
22.请参阅图3,气缸2包括缸体21及活塞杆22,缸体21固定穿置于安装块1内,活塞杆22呈部分地穿置于缸体21内并可沿上下方向移动,磁性吸头3连接于活塞杆22的末端。较优的是,本实用新型的双重吸附取料模组100还包括包裹块7,包裹块7套接于活塞杆22的末端,包裹块7具有供活塞杆22及磁性吸头3穿过的穿孔。举例而言,包裹块7具有内缩于安装块1内的第三位置及与安装块1的底面齐平的第四位置,气缸2带动包裹块7于第三位置及第四位置之间切换。可理解的是,当包裹块7位于第四位置时,磁性吸头3位于第二位置,故磁性吸头3的底面与包裹块7的底面齐平设置。借助包裹块7,有利于维持磁性吸头3的稳定性,防止其脱落。较优的是,于本实施例中,本实用新型的双重吸附取料模组100还包括一缓冲垫8,缓冲垫8套接于活塞杆22上并位于包裹块7的上方。借助缓冲垫8,当气缸2启动活塞杆22向上内缩时,防止包裹块7与缸体21发生猛烈的碰撞,能够有效减缓冲击,保护缸体21及包裹块7。
23.请参阅图3,安装块1的底部从下往上依次设有第一孔11及第二孔12,第一孔11的直径小于第二孔12的直径,第一孔11与第二孔12的交接处形成阶梯孔结构13,包裹块7从下往上依次包括第一柱体71及第二柱体72,第一柱体71的外径小于第二柱体72的外径,第一柱体71及第二柱体72的交接处形成一阶梯结构73,当包裹块7位于第四位置时,阶梯结构73抵挡于阶梯孔结构13上。借助阶梯结构73及阶梯孔结构13的相互配合,有利于对包裹块7进行限位,避免包裹块7的底面伸出安装块1的底部。
24.请参阅图3,安装块1从下往上依次包括第一安装块14、第二安装块15、第三安装块16及第四安装块17,从而简化安装块1的生产工艺,并且方便组装。较优的是,进气接头5安装于第四安装块17上并与气缸2连通。真空接头9安装于第二安装块15上并与真空吸嘴4连通。可理解的是,气缸2的缸体21安装于第三安装块16上,活塞杆22穿置于第一安装块14及第二安装块15中。真空吸嘴4安装于第一安装块14及第二安装块15上。可理解的是,第一安装块14、第二安装块15及第三安装块16贯穿有供包裹块7上下移动的贯穿孔。
25.请参阅图1及图3,本实用新型的双重吸附取料模组100还包括弹性缓冲机构61,弹性缓冲机构61设于压力传感器6的上方。具体地,弹性缓冲机构61包括支撑柱611、弹簧612、上压板613及下压板614,支撑柱611及弹簧612设于上压板613及下压板614之间,支撑柱611还分别位于弹簧612的两侧。借助弹性缓冲机构61,以使得本实用新型的双重吸附取料模组100在施压的时候能够缓冲得到保护。可理解的是,本实用新型的双重吸附取料模组100安装于三轴机械手或者四周机械手上时,由机械手驱动双重吸附取料模组100的移动以及施压。
26.结合附图,对本实用新型的双重吸附取料模组100的工作原理进行说明:当外界的真空装置启动,真空吸嘴4处产生真空而吸紧产品,同时,进气接头5充入气体,驱动活塞杆
22向下移动,从而带动包裹块7移动至第四位置和磁性吸头3移动至第二位置,由于产品的外壳为金属,故磁性吸头3可利用磁性吸附产品,产品能够得到双重吸附,从而保证产品的取料及放料反应迅速,另外,安装块1的底面为平面,当吸附产品后,在外界机械手的移动下移动至特定位置后,可对本实用新型的双重吸附取料模组100施压,以使得安装块1的底面将压力传导至产品,使得产品牢固地压在特定位置上。待施压完毕后,产品固定后,可同时关闭真空吸嘴4及进气接头5,从而使得磁性吸头3向上移动以与产品脱离磁性连接,同时真空吸嘴4放松产品。
27.与现有技术相比,本实用新型的双重吸附取料模组100借助气缸2的输出端与磁性吸头3连接,气缸2驱动磁性吸头3在第一位置与第二位置之间移动,在第二位置时,磁性吸头3接近产品且产品的外壳为金属材质,故利用磁性吸附的原理来吸附产品。同时,利用真空吸嘴4的底面与安装块1的底面持平,接真空装置后可同时吸附产品,达到一个双重吸附的效果。另外,借助磁性吸头3的底面、真空吸嘴4的底部均与安装块1的底面齐平,吸附后的产品表面紧贴在安装块1的底面,需要压装时,直接借助外部的机械手施力,力传动到安装块1的底面从而对产品实现压装。
28.以上所揭露的仅为本实用新型的较佳实例而已,不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,均属于本实用新型所涵盖的范围。