1.本实用新型涉及激光焊接的技术领域,尤其是涉及具有免调焦特性的矩形金属壳激光焊接夹具。
背景技术:
2.随着激光焊接技术的普及,越来越多的产品逐渐采用激光焊接作为其主要的焊接方式。焊接夹具是进行焊接不可缺少的一部分,焊接夹具的好坏可以直接影响产品的焊接质量与焊接效率。
3.现在常规货架产品的激光焊接机只配备了三爪固定台、旋转电机以及三维位移台。该套装置可以完美胜任圆形焊缝的金属外壳产品。
4.如今,大量的产品采用立方体型的外壳设计,在进行激光焊接时,需要对矩形的四条焊缝进行焊接。若采用激光焊接机上配备的三爪固定台等装置,则首先需要花费大量的时间与精力将焊缝调整至水平,并且,每换一条边,需要重新调整焦距,大大降低了焊接的效率且严重影响焊接质量。
技术实现要素:
5.鉴于此,为了提高矩形金属外壳的激光焊接效率,现实用新型设计具有免调焦特性的矩形金属壳激光焊接夹具,可以在一般激光焊接机上通用,简化矩形金属外壳的焊接工序,实现焊接过程中免调焦的特性,同时兼具操作便捷,安装简单。
6.本实用新型提供一种具有免调焦特性的矩形金属壳激光焊接夹具,包括:
7.多组针对不同焊接角度的夹具组件、组件固定底板;
8.夹具组件包括:固定组件、斜面定位块、支撑台;
9.其中,斜面定位块的底面固定于组件固定底板;斜面定位块的斜面上固定有支撑台,支撑台为半框结构,半框的凹槽用于纵向插入固定组件,半框的两端头用于横向放置固定组件,固定组件的背面靠在斜面上,固定组件与半框的凹槽相匹配;固定组件用于夹装矩形金属壳。
10.进一步的,夹具组件还包括:垂直面定位块、平面定位块、挡板;
11.垂直面定位块、平面定位块、挡板都固定于组件固定底板;
12.平面定位块的形状结构与支撑台相同,贴靠在垂直面定位块的垂直面上,用于纵向插入固定组件,半框的两端头用于横向放置固定组件,固定组件的背面靠在垂直面上;挡板通过螺钉将矩形金属壳锁紧在垂直面定位块和挡板之间。
13.进一步的,固定组件包括:外壳放置平板和夹紧组件;
14.外壳放置平板纵向插入支撑台或平面定位块,或横向放置于支撑台或平面定位块,且背靠斜面或垂直面;
15.夹紧组件安装有外壳放置平板正面的对角位置。
16.进一步的,夹紧组件包括一对外壳底板固定l型夹、一个l型螺钉固定架、一个l型
定位基准板以及一个l型螺钉保护顶板;
17.一对外壳底板固定l型夹固定于外壳放置平板上表面;
18.l型螺钉固定架和l型定位基准板固定外壳底板于l型夹上表面。
19.进一步的,夹具组件包括两个,且斜面定位块为三棱柱时,
20.三棱柱的两个方形面分别作为两个斜面定位块的斜面。
21.进一步的,夹具组件包括两个,且斜面定位块为直角三棱柱时,
22.三棱柱的斜面分为斜面定位块的斜面,三棱柱除斜面之外的方形面作为垂直面定位块的垂直面。
23.本实用新型的优点在于:本实用新型能够有效简化焊接矩形金属外壳的工序,在焊接过程中实现免调焦特性,提高焊接效率与焊接质量。同时,本装置结构简单,易于安装于一般激光焊接机上,具有良好的装备通用性。
附图说明
24.为了更清楚地说明本实用新型实施例的技术方案,下面将对本实用新型实施例中所需要使用的附图作简单的介绍,显而易见,下面所描述的附图仅仅是本实用新型的一些实施例,对于本领域的技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
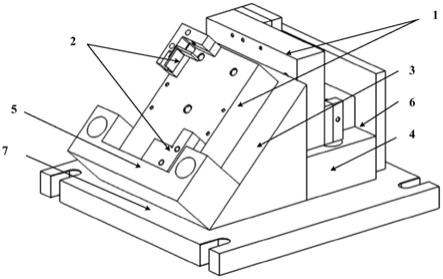
25.图1是本实用新型一实施例的整体安装结构示意图;
26.图2是本实用新型一实施例的固定组件的结构示意图。
27.其中:外壳放置平板-1、夹紧组件-2、斜面定位块-3、平面定位块-4、支撑台-5、挡板-6、组件固定板-7、外壳底板固定l型夹-8、l型螺钉固定架-9、l型定位基准板-10、l型螺钉保护顶板-11。
具体实施方式:
28.下面将结合本实用新型实施例中的附图进行清楚、完整地描述。
29.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本实用新型一部分实施例,而不是全部实施例。基于本实用新型中的实施例,本领域的普通技术人员在没有做出创造性劳动的前提下,所获得的所有其他实施例,都属于本实用新型保护的范围。
30.一种具有免调焦特性的矩形金属壳激光焊接夹具,如图1所示,包括:固定组件、斜面定位块3、平面定位块4、支撑台5、挡板6以及组件固定底板7。其中:
31.固定组件包括外壳放置平板1和夹紧组件2。夹紧组件包括一对外壳底板固定l型夹8、一个l型螺钉固定架9、一个l型定位基准板10以及一个l型螺钉保护顶板11。固定组件主要用于固定待焊接产品,对准其金属外壳的相对位置。
32.一对外壳底板固定l型夹8固定于外壳放置平板1上表面。
33.l型螺钉固定架9和l型定位基准板10固定外壳底板于l型夹8上表面。
34.斜面定位块3、平面定位块4、支撑台5、挡板6以及组件固定底板7主要用于定位包含待焊接产品的固定组件。其组件中的平台定位块4用于焊接矩形金属外壳的两界面平行
的焊缝;其组件中的斜面定位块3用于焊接矩形金属外壳的两界面成90
°
的焊缝。
35.斜面定位块3与平面定位块4固定于组件固定底板7上。斜面定位块3具有与水平面呈45
°
的斜面特征。
36.支撑台5固定于斜面定位块3上,主要用于固定在斜面上放置的包含待焊接产品的固定组件,使其将两界面成90
°
的焊缝正对激光射入方向。
37.挡板固定于平面定位块4上,主要用于固定在平面定位块4上放置的包含待焊接产品的固定组件,使其将两界面平行的焊缝正对激光射入方向。
38.特别的,设包含待焊接产品的固定组件在竖直放置时,上表面的焊缝距水平面距离为a;直角焊缝距外壳放置平板底面1的垂直距离为h;支撑台5凹槽底面距支撑台5底面距离为b;平面定位块4凹槽底面距平面定位块4底面距离为c;有如下关系:
[0039][0040]
特别的,设待焊接矩形产品的长宽之差为d;平面定位块4与支撑台5的凹槽深度为e;有如下关系:
[0041]
e=d
[0042]
特别的,上述结构参数之间的关系实现了矩形金属外壳激光焊接过程中的免调焦特性。
[0043]
实际应用中,该夹具的使用方法为:
[0044]
首先,将斜面定位块3、平面定位块4、支撑台5、挡板6组装并固定于激光焊接机的操作台上。
[0045]
使用固定组件将需要焊接的矩形金属外壳固定于外壳放置平板1上。
[0046]
优选的,一对外壳底板固定l型夹8上具有沉头螺钉间隙孔特征与销钉孔特征。
[0047]
优选的,l型螺钉固定架9与l型定位基准板10具有销钉孔特征。
[0048]
本实施例中,在外壳放置平板1的对角位置,使用螺钉固定在外壳放置平板1上。l型螺钉固定架9与l型定位基准板10使用销钉分别固定于一个外壳底板固定l型夹8上。l型螺钉保护顶板11紧贴金属外壳表面,将螺钉穿过l型螺钉固定架9,顶住l型螺钉保护顶板11。
[0049]
矩形金属外壳的另一端紧贴l型定位基准板10,旋紧螺钉,以致金属外壳完全固定为止。
[0050]
预焊接矩形金属外壳的两界面成90
°
的焊缝。将带有包含待焊接产品的固定组件的外壳放置平板1底面紧贴斜面定位块3斜面。焊接短边时,将短边的另一边靠紧支撑台5凹槽上表面,焊接长边时,将长边的另一面跨过凹槽,靠紧在支撑台5凹槽两边的平面上。进行外壳位置的固定点焊。
[0051]
预焊接矩形金属外壳的两界面平行的焊缝。将带有包含待焊接产品的固定组件的外壳放置平板1底板紧贴斜面定位块3垂直面。焊接短边时,将短边的另一边靠紧平面定位块4凹槽上表面,焊接长边时,将长边的另一边跨过凹槽,靠紧在平面定位块4凹槽两边的平面上。拧紧挡板6的螺钉,将包含待焊接产品的固定组件完全竖直固定,进行外壳位置的固定点焊。
[0052]
拧松l型螺钉固定架9的两个螺钉,拆除l型螺钉固定架9、l型螺钉保护顶板11以及l型定位基准板10。
[0053]
将包含待焊接产品的固定组件重复放置于上述位置,进行全焊缝焊接。焊接完成后,拆除外壳底板固定l型夹8,将焊好的产品取下,焊接完成。
[0054]
整个焊接过程中,无需调整激光焦距且无需调整焊缝至水平,达到了简化焊接矩形金属外壳的工序与焊接过程中的免调焦特性。
[0055]
最后应该说明的是:以上实施例仅用以说明本实用新型的技术方案,但本实用新型的保护范围并不局限于此,任何熟悉本领域的技术人员在本实用新型揭露的技术范围内,可以轻易想到各种等效的修改或者替换,这些修改或者替换都应该涵盖在本实用新型的保护范围之内。