1.本实用新型涉及汽车零部件生产设备技术领域,尤其涉及一种汽车密封件弧形端头冲切用上料工装。
背景技术:
2.汽车车门顶条密封件的一种结构具有弧形的端头,密封件的结构包括金属骨架与塑胶,加工时需要对弧形密封件端部进行冲切。现有加工方式为先对端头进行冲切再对其进行弯曲,该方式存在以下问题:冲切后端头弯曲的长度短,该段成型困难,导致产品质量稳定性差,合格率较低。若采用先弯曲后冲切的方式,现有固定式的弧形凹模的情况下,弯曲端头入料较为困难,上料精度较低。
技术实现要素:
3.本实用新型旨在解决现有技术的不足,而提供一种汽车密封件弧形端头冲切用上料工装。
4.本实用新型为实现上述目的,采用以下技术方案:
5.一种汽车密封件弧形端头冲切用上料工装,包括:
6.支撑机构,支撑机构包括底板,底板上设有弧形滑道,弧形滑道上滑动设有活动板,冲切部件位于活动板上,活动板由上料驱动装置驱动沿弧形滑道滑动;
7.夹持机构,夹持机构位于底板上。
8.进一步的,弧形滑道与密封件弧形端头冲切位同圆心设置。
9.进一步的,底板和活动板配合设有便于切下部分落下的出料口。
10.进一步的,上料驱动装置为伸缩驱动装置,伸缩驱动装置的两端分别与底板和活动板铰接。
11.进一步的,底板上设有用于对活动板进行限位的限位调节装置,限位调节装置包括立板,立板固定连接在底板的侧壁上,立板上贯穿且螺纹配合设有限位螺栓,向夹持机构上料时限位螺栓端部与活动板相抵。
12.进一步的,夹持机构包括“7”字形的上压块,上压块底部与底板固定连接,上压块包括用于支撑的竖直部和用于压料的水平部,竖直部侧壁上滑动连有下压块,下压块由下方的压料气缸驱动升降。
13.进一步的,压料气缸的固定部与底板固定连接,压料气缸的活动端通过连接座和弹簧与下压块底部相连。
14.本实用新型的有益效果是:本实用新型采用与密封件弧形端头相匹配的滑道,在上料驱动装置的驱动下使得密封件弧形端头插入冲切部件凹模的过程更加顺畅;上料行程可通过限位调节装置进行调节,从而提高了上料精度。
附图说明
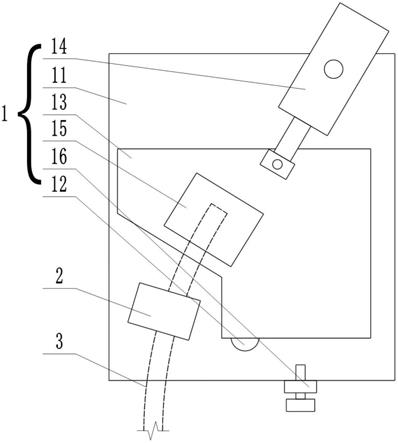
15.图1为本实用新型的俯视图;
16.图2为本实用新型的仰视图;
17.图3为夹持机构的结构示意图;
18.图中:1-支撑机构;11-底板;12-弧形滑道;13-活动板;14-上料驱动装置;15-出料口;16-限位调节装置;2-夹持机构;21-上压块;22-下压块;23-压料气缸;24-弹簧;3-密封件弧形端头;
19.以下将结合本实用新型的实施例参照附图进行详细叙述。
具体实施方式
20.下面结合附图和实施例对本实用新型作进一步说明:
21.如图所示,本实施例包括:
22.支撑机构1,支撑机构1包括底板11,底板11上设有弧形滑道12,弧形滑道12与密封件弧形端头3冲切位同圆心设置,以保证密封件弧形端头3能够垂直的插入冲切部件的凹模中;弧形滑道12上滑动设有活动板13,冲切部件位于活动板13上,活动板13由上料驱动装置14驱动沿弧形滑道12滑动,上料驱动装置14为伸缩驱动装置,伸缩驱动装置为气缸,除此之外还可采用电缸或液压缸,伸缩驱动装置的两端分别与底板11和活动板13铰接;底板11和活动板13配合设有便于切下部分落下的出料口15,出料口15位于冲切部件的正下方,密封件弧形端头3上料至冲切部件的凹模内时,底板11和活动板13上的出料口15重合;底板11上设有用于对活动板13进行限位的限位调节装置16,限位调节装置16包括立板,立板固定连接在底板11的侧壁上,立板上贯穿且螺纹配合设有限位螺栓,向夹持机构2上料时限位螺栓端部与活动板13相抵;
23.夹持机构2,夹持机构2位于底板11上,夹持机构2包括“7”字形的上压块21,上压块21包括用于支撑的竖直部和用于压料的水平部,竖直部底部与底板11固定连接,竖直部侧壁上滑动连有下压块22,下压块22由下方的压料气缸23驱动升降;压料气缸23的固定部与底板11固定连接,压料气缸23的活动端通过连接座和弹簧24与下压块22底部相连。
24.本实用新型使用时,初始状态下上料驱动装置14处于缩回状态,首先用于弯制密封件弧形端头3的卸料机构带动密封件弧形端头3插入上压块21和下压块22之间,到位后压料气缸23顶出带动下压块22上升实现对密封件弧形端头3的夹持,之后上料驱动装置14顶出,从而带动活动板13沿弧形滑道12滑动,由于冲切部件位于活动板13上,则冲切部件随活动板13一同滑动,从而使密封件弧形端头3插入到冲切部件的凹模中(该上料过程是两者的相对运动,该过程实质为凹模沿弧形轨迹插套在密封件弧形端头3外部),之后冲切部件即可对端头进行冲切,切下的废料通过出料口15落下以便收集,冲切结束后上料驱动装置14缩回、压料气缸23缩回后集合将密封件弧形端头3取出。
25.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进直接应用于其它场合的,均在本实用新型的保护范围之内。
技术特征:
1.一种汽车密封件弧形端头冲切用上料工装,其特征在于,包括:支撑机构(1),支撑机构(1)包括底板(11),底板(11)上设有弧形滑道(12),弧形滑道(12)上滑动设有活动板(13),冲切部件位于活动板(13)上,活动板(13)由上料驱动装置(14)驱动沿弧形滑道(12)滑动;夹持机构(2),夹持机构(2)位于底板(11)上。2.根据权利要求1所述的汽车密封件弧形端头冲切用上料工装,其特征在于,弧形滑道(12)与密封件弧形端头(3)冲切位同圆心设置。3.根据权利要求1所述的汽车密封件弧形端头冲切用上料工装,其特征在于,底板(11)和活动板(13)配合设有便于切下部分落下的出料口(15)。4.根据权利要求1所述的汽车密封件弧形端头冲切用上料工装,其特征在于,上料驱动装置(14)为伸缩驱动装置,伸缩驱动装置的两端分别与底板(11)和活动板(13)铰接。5.根据权利要求1所述的汽车密封件弧形端头冲切用上料工装,其特征在于,底板(11)上设有用于对活动板(13)进行限位的限位调节装置(16),限位调节装置(16)包括立板,立板固定连接在底板(11)的侧壁上,立板上贯穿且螺纹配合设有限位螺栓,向夹持机构(2)上料时限位螺栓端部与活动板(13)相抵。6.根据权利要求1所述的汽车密封件弧形端头冲切用上料工装,其特征在于,夹持机构(2)包括“7”字形的上压块(21),上压块(21)底部与底板(11)固定连接,上压块(21)包括用于支撑的竖直部和用于压料的水平部,竖直部侧壁上滑动连有下压块(22),下压块(22)由下方的压料气缸(23)驱动升降。7.根据权利要求6所述的汽车密封件弧形端头冲切用上料工装,其特征在于,压料气缸(23)的固定部与底板(11)固定连接,压料气缸(23)的活动端通过连接座和弹簧(24)与下压块(22)底部相连。
技术总结
本实用新型是一种汽车密封件弧形端头冲切用上料工装,包括:支撑机构,支撑机构包括底板,底板上设有弧形滑道,弧形滑道上滑动设有活动板,活动板由上料驱动装置驱动沿弧形滑道滑动;夹持机构,夹持机构位于底板上,夹持机构包括“7”字形的上压块,上压块底部与底板固定连接,上压块包括用于支撑的竖直部和用于压料的水平部,竖直部侧壁上滑动连有下压块,压块由下方的压料气缸驱动升降。本实用新型采用与密封件弧形端头相匹配的滑道,在上料驱动装置的驱动下使得密封件弧形端头插入冲切机构凹模的过程更加顺畅;上料行程可通过限位调节装置进行调节,从而提高了上料精度。从而提高了上料精度。从而提高了上料精度。
技术研发人员:ꢀ(74)专利代理机构
受保护的技术使用者:秦皇岛方华埃西姆机械有限公司
技术研发日:2021.08.25
技术公布日:2022/2/11