1.本实用新型涉及汽车智能加工设备领域,尤其涉及一种新型的轮胎自动智能装配拧紧机。
背景技术:
2.目前的汽车生产与维修领域中,轮胎的装配是一项必不可少的工序,但市场中还存在很多手工安装轮胎的情况,主要原因在于市场中汽车轮毂的尺寸和螺栓的形状、位置等规格各不相同,且汽车的轴距不同,导致生产工作要求多变;而由于人工参与的环节过多,导致生产效率较低。
3.目前市场上也存在一些轮胎自动拧紧设备,但往往只能适用于特定车型的、特定尺寸的轮胎,且对于装配时汽车的停放位置要求严格,装配场景不够灵活,不能充分满足汽车装配市场复杂多变的需求。
技术实现要素:
4.技术目的
5.针对现有轮胎拧紧枪人工依赖度高、轮胎自动拧紧设备适用范围窄的问题,本实用新型提供了一种自动化程度高、适用范围广的轮胎自动智能装配拧紧机。
6.技术方案
7.为了解决上述问题,本实用新型采取了以下技术方案。
8.本实用新型公开了一种轮胎自动智能装配拧紧机,包括悬臂吊、两台提升机、两台双轴拧紧器和电控系统。悬臂吊包括立柱和悬臂梁,立柱垂直固定于地面,悬臂梁垂直于立柱并与立柱转动连接,提升机的顶端沿悬臂梁的长度方向与悬臂梁滑动连接,提升机的底端与所述双轴拧紧器转动连接,双轴拧紧器与提升机一一对应,双轴拧紧器的一个侧面上水平设置有两个拧紧枪,拧紧枪沿水平方向与双轴拧紧器滑动连接。电控系统包括plc,电控系统与所述悬臂吊、提升机、双轴拧紧器均电连接。
9.进一步地,提升机的顶端设置有滑车,悬臂梁上安装有对应的轨道,提升机通过将滑车安装于对应的轨道上实现与悬臂梁的滑动连接。轨道中安装有第一滚珠丝杠和第二滚珠丝杠,第一滚珠丝杠和第二滚珠丝杠与两台提升机一一对应,第一滚珠丝杠和第二滚珠丝杠均各自包括螺杆和螺母,滑车与对应的滚珠丝杠的螺母固定连接,悬臂梁上设置有第一伺服电机和第二伺服电机,第一伺服电机的输出端与第一滚珠丝杠的螺杆固定连接,第二伺服电机的输出端与第二滚珠丝杠的螺杆固定连接,第一滚珠丝杠的螺母上安装有第一位移传感器,第二滚珠丝杠的螺母上安装有第二位移传感器。电控系统包括第一伺服驱动器和第二伺服驱动器,第一伺服驱动器与第一伺服电机电连接,第二伺服驱动器与第二伺服电机电连接;所述第一伺服驱动器、第二伺服驱动器、第一位移传感器、第二位移传感器均与所述plc电连接。
10.通过伺服驱动电机与滚珠丝杠的传动,可以实现提升机在所述滑车轨道上水平运
动的功能,改变两台提升机的间距可以改变两台双轴拧紧机的距离,从而使本实用新型可以应用于各种轴距的汽车,扩展了本实用新型的应用范围。
11.进一步地,双轴拧紧器安装拧紧枪的一面上设置有拧紧枪运动滑道,所述拧紧枪通过拧紧枪运动滑道与所在双轴拧紧器滑动连接。双轴拧紧器中的一台的拧紧枪运动滑道上设置有第三滚珠丝杠和第四滚珠丝杠,第三滚珠丝杠和第四滚珠丝杠与所在双轴拧紧器上的两只拧紧枪一一对应,第三滚珠丝杠和第四滚珠丝杠均各自包括螺杆和螺母,对应拧紧枪运动滑道中的两只拧紧枪一只与第三滚珠丝杠的螺母固定连接,另一只与第四滚珠丝杠的螺母固定连接,对应拧紧枪运动滑道中设置有第三伺服电机和第四伺服电机,第三伺服电机的输出端与第三滚珠丝杠的螺杆固定连接,第四伺服电机的输出端与第四滚珠丝杠的螺杆固定连接,第三滚珠丝杠的螺母上安装有第三位移传感器,第四滚珠丝杠的螺母上安装有第四位移传感器。双轴拧紧器中的另一台的拧紧枪运动滑道上设置有第五滚珠丝杠和第六滚珠丝杠,第五滚珠丝杠和第六滚珠丝杠与所在双轴拧紧器上的两只拧紧枪一一对应,第五滚珠丝杠和第六滚珠丝杠均各自包括螺杆和螺母,对应拧紧枪运动滑道中的两只拧紧枪一只与第五滚珠丝杠的螺母固定连接,另一只与第六滚珠丝杠的螺母固定连接,对应拧紧枪运动滑道中设置有第五伺服电机和第六伺服电机,第五伺服电机的输出端与第五滚珠丝杠的螺杆固定连接,第六伺服电机的输出端与第六滚珠丝杠的螺杆固定连接,第五滚珠丝杠的螺母上安装有第五位移传感器,第六滚珠丝杠的螺母上安装有第六位移传感器。四个拧紧枪的末端均设置有扭矩传感器,分别为第一扭矩传感器、第二扭矩传感器、第三扭矩传感器和第四扭矩传感器,用以获取拧紧枪的转动扭矩。电控系统包括第三伺服驱动器、第四伺服驱动器、第五伺服驱动器和第六伺服驱动器,第三伺服驱动器与第三伺服电机电连接,第四伺服驱动器与第四伺服电机电连接,第五伺服驱动器与第五伺服电机电连接,第六伺服驱动器与第六伺服电机电连接;所述第三伺服驱动器、第四伺服驱动器、第五伺服驱动器、第六伺服驱动器、第三位移传感器、第四位移传感器、第五位移传感器、第六位移传感器以及所述第一扭矩传感器、第二扭矩传感器、第三扭矩传感器和第四扭矩传感器均与所述plc电连接。
12.通过调整双轴拧紧器上的两只拧紧枪的间距,可以使本实用新型应对各种尺寸的轮胎,进一步扩展了本实用新型的应用场景。
13.进一步地,提升机包括气控箱、平衡气缸和弹簧平衡器;气控箱包括进气管、输气管、排气管和三通电磁阀,三通电磁阀上设置有进气口、气缸口和排气口,外接气源通过进气管与三通电磁阀的进气口连通,平衡气缸的缸筒通过输气管与三通电磁阀的气缸口连通,三通电磁阀的排气口通过排气管与大气连通,三通电磁阀与所述plc电连接。弹簧平衡器安装于平衡气缸的上部,弹簧平衡器的绳索端与平衡气缸的活塞连接。所述两台提升机的平衡气缸的活塞杆上均设置有位移传感器,分别为第七位移传感器和第八位移传感器,第七位移传感器和第八位移传感器均与所述plc电连接。
14.依靠平衡气缸连通外接气源,可以调整平衡气缸的长度,进而改变双轴拧紧器距离地面的高度,以适应不同汽车轮胎的拧紧位置。
15.进一步地,悬臂吊包括第一回转关节和柱状旋转架,第一回转关节的底端与所述立柱的顶端转动连接,立柱的腔体内设置有第七伺服电机,第七伺服电机的输出端与第一回转关节固定连接,第一回转关节处设置有第一角度传感器,第一回转关节的顶端与柱状
旋转架的底端固定连接,柱状旋转架的下部与所述悬臂梁的一端固定连接,柱状旋转架的上部与悬臂梁的另一端通过斜拉杆固定连接。电控系统包括第七伺服驱动器,第七伺服驱动器与所述第七伺服电机电连接,第七伺服驱动器和第一角度传感器均与所述plc电连接。
16.悬臂梁水平转动到平行于汽车车身的角度,使本实用新型可以应用于汽车的不同停放位置,提高了操作适应能力。
17.进一步地,双轴拧紧器中的一台的顶端设置有第二回转关节,另一台的顶端设置有第三回转关节,两台双轴拧紧器分别通过第二回转关节和第三回转关节与对应的提升机的底端转动连接,第二回转关节的腔体内设置有第八伺服电机,第三回转关节的腔体内设置有第九伺服电机,第八伺服电机和第九伺服电机的输出端分别与对应的提升机底端固定连接;第二回转关节和第三回转关节处均设置有角度传感器,分别为第二角度传感器和第三角度传感器,两台双轴拧紧器的外侧均设置有升降按钮。电控系统包括第八伺服驱动器和第九伺服驱动器,第八伺服驱动器和第八伺服电机电连接,第九伺服驱动器和第九伺服电机电连接,所述第二角度传感器、第三角度传感器、第八伺服驱动器、第九伺服驱动器和升降按钮均与所述plc电连接。
18.汽车停放工作位置后,轮胎或将不平行于车身中轴线,而双轴拧紧器可以水平旋转,通过微调双轴拧紧器的旋转角度,可以应对汽车停放后轮胎的不同转向角度。
19.进一步地,电控系统包括电控箱、拧紧控制器和两台人机交互界面,电控箱安装于所述立柱的上部,电控箱内安装有所述第一伺服驱动器、第二伺服驱动器、第三伺服驱动器、第四伺服驱动器、第五伺服驱动器、第六伺服驱动器、第七伺服驱动器、第八伺服驱动器、第九伺服驱动器和plc;拧紧控制器安装于立柱上部靠近电控箱处,拧紧控制器与plc电连接,两台人机交互界面与所述双轴拧紧器一一对应,两台人机交互界面分别安装于对应的双轴拧紧器外侧,两台人机交互界面均与plc电连接。
20.电控系统进一步使轮胎拧紧装配工作适应性提高,便于操作人员就各种实际的生产场景做出调整。
21.进一步地,立柱的下部安装有立柱焊件,立柱焊件包括法兰盘,法兰盘安装于所述立柱的底端,法兰盘的边缘与立柱下部之间连接有倾斜的支柱。
22.立柱焊件使轮胎自动拧紧机整体更加稳定,使操作更加精准。
23.进一步地,拧紧枪的末端设置有快换套筒。
24.快换套筒使轮胎拧紧机可以使用于更多的紧固件型号,扩展了轮胎拧紧机的使用场景。
25.有益效果
26.本实用新型所述的轮胎自动智能装配拧紧机设计合理,由于可以通过plc和伺服电机、伺服驱动器和各种传感器等设备对有关部件的位置进行精密控制,并对拧紧枪的扭矩等进行个性化设置,进而可以适用于各种汽车轴距、轮胎尺寸的装配对象,且通过调整悬臂梁的旋转角度和双轴拧紧器的旋转角度,可以有效应对汽车的各种装配位置,因而能明显提升轮胎装配自动化水平、扩大轮胎装配产品的范围、适用于多种装配场景。
附图说明
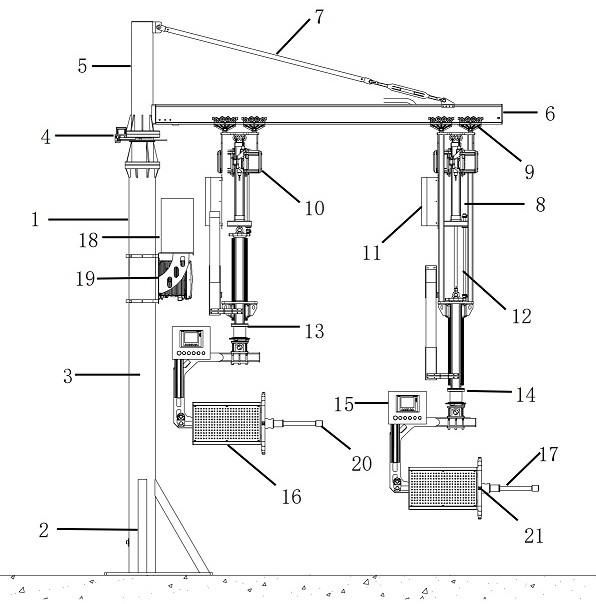
27.图1是本实用新型的整体结构示意图;
28.图2是本实用新型中悬臂吊的结构示意图;
29.图3是本实用新型中提升机的结构示意图;
30.图4是本实用新型中双轴拧紧器的结构示意图;
31.其中,1-悬臂吊,2-立柱焊件,3-立柱,4-第一回转关节,5-柱状旋转架,6-悬臂梁,7-斜拉杆,8-提升机,9-滑车,10-弹簧平衡器,11-气控箱,12-平衡气缸,13-第二回转关节,14-第三回转关节,15-人机交互界面,16-双轴拧紧器,17-拧紧枪,18-电控箱,19-拧紧控制器,20-快换套筒,21-升降按钮。
具体实施方式
32.为了使本技术领域的人员更好地理解本实用新型的内容,现结合附图和具体实施方式对本实用新型进一步说明。
33.如图1所示,一种轮胎自动智能装配拧紧机包括悬臂吊1、两台提升机8、两台双轴拧紧器16和电控系统。悬臂吊1包括立柱3和悬臂梁6,立柱3垂直固定于地面,悬臂梁6垂直于立柱3并与立柱3转动连接,所述提升机8的顶端沿悬臂梁6的长度方向与悬臂梁6滑动连接,提升机8的底端与所述双轴拧紧器16转动连接,双轴拧紧器16与提升机8一一对应,双轴拧紧器16的一个侧面上水平设置有两个拧紧枪17,拧紧枪17沿水平方向与双轴拧紧器16滑动连接。电控系统与所述悬臂吊1、提升机8、双轴拧紧器16均电连接。
34.电控系统包括电控箱18、plc、拧紧控制器19和两台人机交互界面15,电控箱18安装于所述立柱3的上部,电控箱18内安装有所述第一伺服驱动器、第二伺服驱动器、第三伺服驱动器、第四伺服驱动器、第五伺服驱动器、第六伺服驱动器、第七伺服驱动器、第八伺服驱动器和第九伺服驱动器。拧紧控制器19安装于立柱3上部靠近电控箱18处,拧紧控制器19与plc电连接,两台人机交互界面15与所述双轴拧紧器16一一对应,两台人机交互界面15分别安装于对应的双轴拧紧器16外侧,两台人机交互界面15均与plc电连接。
35.如图1和图2所示,立柱3的下部安装有立柱焊件2,立柱焊件2包括法兰盘,法兰盘安装于所述立柱3的底端,法兰盘的边缘与立柱3下部之间连接有倾斜的支柱。悬臂吊1包括第一回转关节4和柱状旋转架5,第一回转关节4的底端与所述立柱3的顶端转动连接,立柱3的腔体内设置有第七伺服电机,第七伺服电机的输出端与第一回转关节4固定连接,第一回转关节4处设置有第一角度传感器,第一回转关节4的顶端与柱状旋转架5的底端固定连接,柱状旋转架5的下部与所述悬臂梁6的一端固定连接,柱状旋转架5的上部与悬臂梁6的另一端通过斜拉杆7固定连接。电控系统包括第七伺服驱动器,第七伺服驱动器与所述第七伺服电机电连接,第七伺服驱动器和第一角度传感器均与所述plc电连接。
36.如图1和图3所示,提升机8的顶端设置有滑车9,悬臂梁6上安装有对应的轨道,提升机8通过将滑车9安装于对应的轨道上实现与悬臂梁6的滑动连接。轨道中安装有第一滚珠丝杠和第二滚珠丝杠,第一滚珠丝杠和第二滚珠丝杠与两台提升机8一一对应,第一滚珠丝杠和第二滚珠丝杠均各自包括螺杆和螺母,滑车9与对应的滚珠丝杠的螺母固定连接,悬臂梁6上设置有第一伺服电机和第二伺服电机,第一伺服电机的输出端与第一滚珠丝杠的螺杆固定连接,第二伺服电机的输出端与第二滚珠丝杠的螺杆固定连接,第一滚珠丝杠的螺母上安装有第一位移传感器,第二滚珠丝杠的螺母上安装有第二位移传感器。电控系统包括第一伺服驱动器和第二伺服驱动器,第一伺服驱动器与第一伺服电机电连接,第二伺
服驱动器与第二伺服电机电连接;所述第一伺服驱动器、第二伺服驱动器、第一位移传感器、第二位移传感器均与所述plc电连接。提升机8包括气控箱11、平衡气缸12和弹簧平衡器10;气控箱11包括进气管、输气管、排气管和三通电磁阀,三通电磁阀上设置有进气口、气缸口和排气口,外接气源通过进气管与三通电磁阀的进气口连通,平衡气缸12的缸筒通过输气管与三通电磁阀的气缸口连通,三通电磁阀的排气口通过排气管与大气连通,三通电磁阀与所述plc电连接;弹簧平衡器10安装于平衡气缸12的上部,弹簧平衡器10的绳索端与平衡气缸12的活塞连接。两台提升机8的平衡气缸12的活塞杆上均设置有位移传感器,分别为第七位移传感器和第八位移传感器,第七位移传感器和第八位移传感器均与所述plc电连接。
37.如图1和图4所示,双轴拧紧器16安装拧紧枪17的一面上设置有拧紧枪运动滑道,所述拧紧枪17通过拧紧枪运动滑道与所在双轴拧紧器16滑动连接。双轴拧紧器16中的一台的拧紧枪运动滑道上设置有第三滚珠丝杠和第四滚珠丝杠,第三滚珠丝杠和第四滚珠丝杠与所在双轴拧紧器16上的两只拧紧枪17一一对应,第三滚珠丝杠和第四滚珠丝杠均各自包括螺杆和螺母,对应拧紧枪运动滑道中的两只拧紧枪17一只与第三滚珠丝杠的螺母固定连接,另一只与第四滚珠丝杠的螺母固定连接,对应拧紧枪运动滑道中设置有第三伺服电机和第四伺服电机,第三伺服电机的输出端与第三滚珠丝杠的螺杆固定连接,第四伺服电机的输出端与第四滚珠丝杠的螺杆固定连接,第三滚珠丝杠的螺母上安装有第三位移传感器,第四滚珠丝杠的螺母上安装有第四位移传感器。双轴拧紧器16中的另一台的拧紧枪运动滑道上设置有第五滚珠丝杠和第六滚珠丝杠,第五滚珠丝杠和第六滚珠丝杠与所在双轴拧紧器16上的两只拧紧枪17一一对应,第五滚珠丝杠和第六滚珠丝杠均各自包括螺杆和螺母,对应拧紧枪运动滑道中的两只拧紧枪17一只与第五滚珠丝杠的螺母固定连接,另一只与第六滚珠丝杠的螺母固定连接,对应拧紧枪运动滑道中设置有第五伺服电机和第六伺服电机,第五伺服电机的输出端与第五滚珠丝杠的螺杆固定连接,第六伺服电机的输出端与第六滚珠丝杠的螺杆固定连接,第五滚珠丝杠的螺母上安装有第五位移传感器,第六滚珠丝杠的螺母上安装有第六位移传感器。拧紧枪17的末端设置有快换套筒20。四个拧紧枪17的末端均设置有扭矩传感器,分别为第一扭矩传感器、第二扭矩传感器、第三扭矩传感器和第四扭矩传感器,用以获取拧紧枪17的转动扭矩。电控系统包括第三伺服驱动器、第四伺服驱动器、第五伺服驱动器和第六伺服驱动器,第三伺服驱动器与第三伺服电机电连接,第四伺服驱动器与第四伺服电机电连接,第五伺服驱动器与第五伺服电机电连接,第六伺服驱动器与第六伺服电机电连接;所述第三伺服驱动器、第四伺服驱动器、第五伺服驱动器、第六伺服驱动器、第三位移传感器、第四位移传感器、第五位移传感器、第六位移传感器以及所述第一扭矩传感器、第二扭矩传感器、第三扭矩传感器和第四扭矩传感器均与所述plc电连接。双轴拧紧器16中的一台的顶端设置有第二回转关节13,另一台的顶端设置有第三回转关节14,两台双轴拧紧器16分别通过第二回转关节13和第三回转关节14与对应的提升机8的底端转动连接,第二回转关节13的腔体内设置有第八伺服电机,第三回转关节14的腔体内设置有第九伺服电机,第八伺服电机和第九伺服电机的输出端分别与对应的提升机8底端固定连接;第二回转关节13和第三回转关节14处均设置有角度传感器,分别为第二角度传感器和第三角度传感器,两台双轴拧紧器16的外侧均设置有升降按钮21。电控系统包括第八伺服驱动器和第九伺服驱动器,第八伺服驱动器和第八伺服电机电连接,第九伺服驱
动器和第九伺服电机电连接,所述第二角度传感器、第三角度传感器、第八伺服驱动器、第九伺服驱动器和升降按钮21均与所述plc电连接。
38.工作过程
39.轮胎拧紧工序的开始,应当首先通过人机交互界面15操纵轮胎自动智能装配拧紧机、将所需拧紧轮胎的汽车的尺寸参数和默认的拧紧状态录入系统,继而将汽车停放于指定的工作位置,系统通过控制悬臂吊1的回转适应汽车的停放位置,继而调整提升机8在悬臂梁6上的相对位置,适应不同汽车的轴距,系统再调整双轴拧紧器16上拧紧枪17的间距,适应汽车轮胎的轮毂尺寸,plc再通过气控箱11控制提升机8工作,将双轴拧紧器16放置于合适的高度并可人工操作人机交互界面15微调双轴拧紧器16的回转角度,准确适应汽车轮胎的工作位置,之后plc控制拧紧枪17开始拧紧,并根据各个扭矩传感器的反馈信号确定拧紧状态,在设定的拧紧状态下结束拧紧动作,最后系统控制悬臂吊1使双轴拧紧器16离开工作位置、结束拧紧工序。
40.以上所述仅是本实用新型的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。