1.本实用新型涉及簸箕组装技术领域,具体涉及一种簸箕连接头焊接工装。
背景技术:
2.簸箕是日常生活中必不可少的生活用品。传统的簸箕一般都是利用手工制作或半自动生产,但是,劳动强度大、产品质量参差不齐,随着人工费用的升高,人工制作簸箕的竞争力越来越弱,其优势几乎消失殆尽,但是,在市场中,喜欢金属制品的簸箕的人群仍然相当多,利用自动生产线制作已经迫在眉梢。
3.而对于簸箕的生产加工时,通常需要利用销钉将簸箕的背面折边与连接套管连接在一起。而现有的簸箕组件生产装置都是人力完成,不仅工作效率低,而且还不能保证组合出的簸箕的一致性。
技术实现要素:
4.针对现有技术的不足,本实用新型提供了一种簸箕连接头焊接工装,克服了现有技术的不足,设计合理,整个过程方便快捷,不需要耗费大量劳动力,省去大量人工,且操作简单。
5.为实现以上目的,本实用新型通过以下技术方案予以实现:
6.一种簸箕连接头焊接工装,包括限位支架、焊枪支架、底套和簸箕放置架,所述限位支架上固定安装有第一气缸,所述第一气缸的伸缩端转动连接有轴承套,所述轴承套下表面固定安装有压块;
7.所述焊枪支架上固定安装有丝杆气缸,所述丝杆气缸的丝杆外表面通过丝杆螺母连接有焊枪安装座,所述焊枪安装座上表面固定安装有焊枪;
8.所述底套上表面分别固定安装有连接头放置槽和第二气缸,所述连接头放置槽位于焊枪的焊接端与第二气缸的伸缩端之间,所述连接头放置槽和第二气缸之间设置有销钉放置槽,所述销钉放置槽与第二气缸的伸缩端相对应;
9.所述簸箕放置架包括若干限位支撑杆,所述限位支撑杆用于支撑固定簸箕斗,且所述簸箕斗的连接端与连接头放置槽相对应。
10.优选地,所述连接头放置槽外表面一侧设置有第一红外传感器;所述销钉放置槽一侧设置有第二红外传感器,所述第一红外传感器和第二红外传感器分别通过固定件固定安装在底套上。
11.优选地,还包括控制器,所述第一红外传感器和第二红外传感器的信号输出端均与控制器信号输入端相连接,所述控制器的信号输出端分别与焊枪、第一气缸和第二气缸信号连接。
12.本实用新型提供了一种簸箕连接头焊接工装。具备以下有益效果:通过第一气缸的伸缩端带动压块对簸箕施加向下的作用力,使簸箕的连接接口的销钉孔与连接头的销钉孔相匹配,再控制第二气缸的伸缩端移动,以带动销钉放置槽内的销钉打入销钉孔内,继而
使簸箕的连接接口与连接头相连接,再控制丝杆气缸带动焊枪支架移动,继而带动焊枪的焊接端移动到销钉的位置,通过焊枪对销钉进行熔接并使销钉熔接后保证球形形状,达到固定、美观的效果,继而完成簸箕和连接头组装固定工作;整个过程方便快捷,不需要耗费大量劳动力,省去大量人工,且操作简单。
附图说明
13.为了更清楚地说明本实用新型或现有技术中的技术方案,下面将对现有技术描述中所需要使用的附图作简单地介绍。
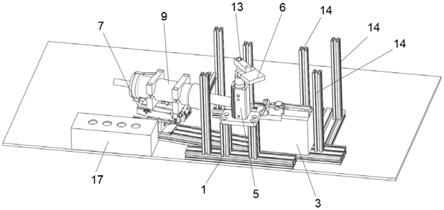
14.图1本实用新型的结构示意图;
15.图2本实用新型在使用时的结构示意图;
16.图3本实用新型中焊枪支架上的结构示意图;
17.图4本实用新型中底套上的结构示意图;
18.图中标号说明:
19.1、限位支架;2、焊枪支架;3、底套;4、簸箕放置架;5、第一气缸;6、压块;7、丝杆气缸;8、焊枪安装座;9、焊枪;10、连接头放置槽;11、第二气缸;12、销钉放置槽;13、轴承套;14、限位支撑杆;15、第一红外传感器;16、第二红外传感器;17、控制器;18、簸箕;19、连接头;20、销钉。
具体实施方式
20.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合本实用新型中的附图,对本实用新型中的技术方案进行清楚、完整地描述。
21.实施例一,如图1-4所示,一种簸箕连接头焊接工装,包括限位支架1、焊枪支架2、底套3和簸箕放置架4,限位支架1上固定安装有第一气缸5,第一气缸5的伸缩端转动连接有轴承套13,轴承套13下表面固定安装有压块6;
22.焊枪支架2上固定安装有丝杆气缸7,丝杆气缸7的丝杆外表面通过丝杆螺母连接有焊枪安装座8,焊枪安装座8上表面固定安装有焊枪9;
23.底套3上表面分别固定安装有连接头放置槽10和第二气缸11,连接头放置槽10位于焊枪9的焊接端与第二气缸11的伸缩端之间,连接头放置槽10和第二气缸11之间设置有销钉放置槽12,销钉放置槽12与第二气缸11的伸缩端相对应;
24.簸箕放置架4包括若干限位支撑杆14,限位支撑杆14用于支撑固定簸箕斗,且簸箕斗的连接端与连接头放置槽10相对应。
25.工作原理:
26.在使用时,先将弹簧和限位块放入连接头内,再将整个连接头19放入连接头放置槽10内,再将簸箕倒放在簸箕放置架4上,并使簸箕18的连接接口与连接头19相对应,并转动压块6,使压块6位于簸箕18的正上方,再将销钉20放置在销钉放置槽12内;先启动第一气缸5,使第一气缸5的伸缩端带动压块6对簸箕18施加向下的作用力,使簸箕18的连接接口的销钉孔与连接头19的销钉孔相匹配,当下压到指定位置后,再控制第二气缸11的伸缩端移动,以带动销钉放置槽12内的销钉20打入销钉孔内,继而使簸箕的连接接口与连接头相连接,再控制丝杆气缸7带动焊枪支架2移动,继而带动焊枪9的焊接端移动到销钉的位置,通
过焊枪9对销钉进行熔接并使销钉熔接后保证球形形状,达到固定、美观的效果,继而完成簸箕和连接头组装固定工作;在本实施例中,焊枪9采用超声波焊接设备进行超声波焊接。整个过程方便快捷,不需要耗费大量劳动力,省去大量人工,且操作简单。
27.实施例二,作为实施例一的进一步方案,连接头放置槽10外表面一侧设置有第一红外传感器15;销钉放置槽12一侧设置有第二红外传感器16,第一红外传感器15和第二红外传感器16分别通过固定件固定安装在底套3上。
28.还包括控制器17,第一红外传感器15和第二红外传感器16的信号输出端均与控制器17信号输入端相连接,控制器17的信号输出端分别与焊枪9、第一气缸5和第二气缸11信号连接。
29.通过第一红外传感器15用于感应连接头是否放置到到位,并将信号传输到控制器17,通过第二红外传感器16用于感应销钉放置槽12内是否放置有销钉,并将信号传输到控制器17,通过控制器17进行信号判断,继而分别控制第一气缸5、第二气缸11和焊枪9启动,以实现半自动化生产。
30.以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
技术特征:
1.一种簸箕连接头焊接工装,其特征在于:包括限位支架(1)、焊枪支架(2)、底套(3)和簸箕放置架(4),所述限位支架(1)上固定安装有第一气缸(5),所述第一气缸(5)的伸缩端转动连接有轴承套(13),所述轴承套(13)下表面固定安装有压块(6);所述焊枪支架(2)上固定安装有丝杆气缸(7),所述丝杆气缸(7)的丝杆外表面通过丝杆螺母连接有焊枪安装座(8),所述焊枪安装座(8)上表面固定安装有焊枪(9);所述底套(3)上表面分别设置有连接头放置槽(10)和第二气缸(11),所述连接头放置槽(10)位于焊枪(9)的焊接端与第二气缸(11)的伸缩端之间,所述连接头放置槽(10)和第二气缸(11)之间设置有销钉放置槽(12),所述销钉放置槽(12)与第二气缸(11)的伸缩端相对应;所述簸箕放置架(4)包括若干限位支撑杆(14),所述限位支撑杆(14)用于支撑固定簸箕斗,且所述簸箕斗的连接端与连接头放置槽(10)相对应。2.根据权利要求1所述的一种簸箕连接头焊接工装,其特征在于:所述连接头放置槽(10)外表面一侧设置有第一红外传感器(15);所述销钉放置槽(12)一侧设置有第二红外传感器(16),所述第一红外传感器(15)和第二红外传感器(16)分别通过固定件固定安装在底套(3)上。3.根据权利要求2所述的一种簸箕连接头焊接工装,其特征在于:还包括控制器(17),所述第一红外传感器(15)和第二红外传感器(16)的信号输出端均与控制器(17)信号输入端相连接,所述控制器(17)的信号输出端分别与焊枪(9)、第一气缸(5)和第二气缸(11)信号连接。
技术总结
一种簸箕连接头焊接工装,包括限位支架、焊枪支架、底套和簸箕放置架,限位支架上固定安装有第一气缸,第一气缸的伸缩端转动连接有轴承套,轴承套下表面固定安装有压块;焊枪支架上固定安装有丝杆气缸,丝杆气缸上活动连接有焊枪安装座,焊枪安装座上安装有焊枪;底套上分别设置有连接头放置槽和第二气缸,连接头放置槽和第二气缸之间设置有销钉放置槽,销钉放置槽与第二气缸的伸缩端相对应;簸箕放置架包括若干限位支撑杆,限位支撑杆用于支撑固定簸箕斗,且簸箕斗的连接端与连接头放置槽相对应。本实用新型克服了现有技术的不足,整个过程方便快捷,不需要耗费大量劳动力,省去大量人工,且操作简单。且操作简单。且操作简单。
技术研发人员:周志华
受保护的技术使用者:牧诚智能设备科技(苏州)有限公司
技术研发日:2021.09.30
技术公布日:2022/2/11