1.本实用新型属于夹紧定位工装领域,涉及一种零点定位工装,特别涉及一种直推锁紧式零点定位机构。
背景技术:
2.目前机械制造加工用定位及夹紧都以通用夹紧定位工装为主,只有在产品单一时才考虑使用专用工装。专用工装在产品切换换型时需要花费大量的时间,并且需要在设备停机的过程中进行安装,效率低下。批量生产时由于通用工装定位精度差,每次进行装夹都需要重新进行计测和打表确认,极大的浪费了设备生产产能,造成生产成本的增加。一个零件的多个面上特征的加工,在普通三轴或四轴上加工,需要多次装夹并进行基准的重新计测,直接影响了产品的效率和质量。
3.另外,对于加工过程中的精密零件,由于通用工装安装定位精度差,无法拆卸进行测量,根据测量数据再重新进行安装加工,对零件加工后的产品精度及质量造成影响。随着机加工技术的发展,零点定位系统被运用到高精度工件的夹紧和定位,待加工工件确定零点后,设置零点销,在不同的机床和工序转进时,将零点销卡入零点定位系统迅速找准并夹紧工件,完成零点定位,节省定位时间,提高生产效率。现有的零点夹持结构一般采用弹簧推动活塞,活塞同步推动各向滚珠的夹持方式,如2018年9月7日公布的中国专利cn207824499u号专利,名称为一种加工中心零点定位系统。长时间使用后活塞同步驱动的各向同步性差,且各向通过滚珠夹持的方式由于滚珠滚动性,无论是锁紧过程和松开过程,均不利于稳定定位。
技术实现要素:
4.本实用新型的目的在于解决现有的通用夹持工装精度差,而现有的零点定位机构存在不稳定性的问题,提供一种直推锁紧式零点定位机构,采用顶杆顶出,气压控制锁紧和松脱的零点定位模式,结构简单,控制响应快且各向夹持力的均匀性好。
5.本实用新型解决其技术问题所采用的技术方案是:一种直推锁紧式零点定位机构,包括圆盘型的上盖,上盖的中轴处设置有供零点销插入定位的中孔,其特征在于:所述上盖环周均匀开设有若干连通中孔和上盖环周外壁的顶杆孔,所述上盖以中轴为轴线从外向内依次设有环形的增压气路和环形的松开气路,增压气路和松开气路分别连通各顶杆孔,顶杆孔内设置外大内小的台阶状顶杆,顶杆外端为与顶杆孔内壁配合的活塞段,活塞段位于增压气路和松开气路之间,所述顶杆内端伸出至中孔抵靠零点销。零点销自带有环形槽,本装置通过顶杆顶出至中孔夹持零点销,中孔为向上扩大的锥口,一遍零点销向下插入定位。环形的增压气路可以统一为顶杆增加提供锁紧力,且由于增压气路环形设置气路连通,各个顶杆所受的锁紧气压相同,各向均匀。加工完毕后,增压气路放气、松开气路供气,将顶杆向外回顶,使零点销可以轻松脱开,避免卸力不完全导致工件取出损伤。
6.作为优选,所述顶杆活塞段环周设有顶杆外密封圈,所述顶杆内端环周设有顶杆
内密封圈。
7.作为优选,所述顶杆孔的外端设有内螺纹并拧设有螺纹塞,所述螺纹塞与顶杆外端之间顶设有压缩弹簧。螺纹塞可以调节松紧度,以控制顶杆的初始推力。
8.作为优选,所述螺纹塞外端与顶杆孔孔壁之间设有螺纹塞外密封圈。
9.作为优选,所述顶杆孔为外大内小的台阶孔,顶杆内端与顶杆孔的内端小孔适配。
10.作为优选,所述顶杆的内端为球头。
11.作为优选,所述上盖的底面扣设有封闭增压气路底面的环形的外气路焊接盖板、以及封闭松开气路底面的环形的内气路焊接盖板。
12.作为优选,所述上盖的侧壁设有连通增压气路的增压外接气源接口以及连通松开气路的松开外接气源接口。
13.作为优选,所述上盖两端面之间开设有若干通孔,所述通孔数量与顶杆孔数量一致并交替均匀设置,所述通孔环绕中轴靠上盖的外圈设置,所述通孔内设置用于安装上盖的螺栓。
14.作为优选,所述通孔为沉头孔,所述螺栓为内六角螺栓。
15.本实用新型采用环形连通的增压气路配合环周各自独立径向设置的顶杆,对零点销进行各向受力均匀的直推锁紧,结构简单,锁紧力均衡稳定,且加工完成后通过松开气路卸力回顶,避免工件损伤。
附图说明
16.下面结合附图对本实用新型做进一步说明。
17.图1为本实用新型整体的结构示意图。
18.图2为本实用新型整体结构的仰视图。
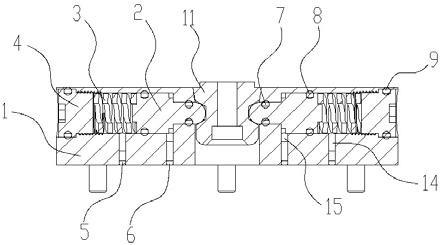
19.图3为本实用新型结构的剖切图。
20.图4为本实用新型结构的增压气路剖切图。
21.图5为本实用新型结构的松开气路剖切图。
22.图6为本实用新型整体的拆解图。
23.图中:1、上盖;2、顶杆;3、压缩弹簧;4、螺纹塞;5、外气路焊接盖板;6、内气路焊接盖板;7、顶杆内密封圈;8、顶杆外密封圈;9、螺纹塞外密封圈;10、内六角螺栓;11、零点销;12、松开外接气源接口;13、增压外接气源接口;14、增压气路;15、松开气路。
具体实施方式
24.下面通过具体实施例并结合附图对本实用新型进一步说明。
25.实施例:一种直推锁紧式零点定位机构,如图1、2、6所示。本机构包括圆盘型的上盖1,上盖的中轴处设置有供零点销11插入定位的中孔,所述上盖环周均匀开设有若干连通中孔和上盖环周外壁的顶杆孔,所述上盖1以中轴为轴线从外向内依次设有环形的增压气路14和环形的松开气路15,增压气路14和松开气路15分别各自连通各顶杆孔。上盖1的底面扣设有封闭增压气路14底面的环形的外气路焊接盖板5、以及封闭松开气路15底面的环形的内气路焊接盖板6。如图4、5、6所示,上盖1的侧壁设有连通增压气路14的增压外接气源接口13以及连通松开气路15的松开外接气源接口12。
26.如图3、6所示,顶杆孔内设置外大内小的台阶状顶杆2,顶杆外端为与顶杆孔内壁配合的活塞段,活塞段位于增压气路14和松开气路15之间,顶杆孔为外大内小的台阶孔,顶杆2内端与顶杆孔的内端小孔适配。所述顶杆的内端为球头,顶杆内端伸出至中孔抵靠零点销11。顶杆孔的外端设有内螺纹并拧设有螺纹塞4,所述螺纹塞4与顶杆外端之间顶设有压缩弹簧3。
27.顶杆2活塞段环周设有顶杆外密封圈8,所述顶杆内端环周设有顶杆内密封圈7。螺纹塞4外端与顶杆孔孔壁之间设有螺纹塞外密封圈9。
28.如图6所示,上盖1两端面之间开设有若干通孔,所述通孔数量与顶杆孔数量一致并交替均匀设置,所述通孔环绕中轴靠上盖的外圈设置,所述通孔内设置用于安装上盖的螺栓。所述通孔为沉头孔,所述螺栓为内六角螺栓10。
技术特征:
1.一种直推锁紧式零点定位机构,包括圆盘型的上盖,上盖的中轴处设置有供零点销插入定位的中孔,其特征在于:所述上盖环周均匀开设有若干连通中孔和上盖环周外壁的顶杆孔,所述上盖以中轴为轴线从外向内依次设有环形的增压气路和环形的松开气路,增压气路和松开气路分别连通各顶杆孔,顶杆孔内设置外大内小的台阶状顶杆,顶杆外端为与顶杆孔内壁配合的活塞段,活塞段位于增压气路和松开气路之间,所述顶杆内端伸出至中孔抵靠零点销。2.根据权利要求1所述的一种直推锁紧式零点定位机构,其特征在于:所述顶杆活塞段环周设有顶杆外密封圈,所述顶杆内端环周设有顶杆内密封圈。3.根据权利要求1或2所述的一种直推锁紧式零点定位机构,其特征在于:所述顶杆孔的外端设有内螺纹并拧设有螺纹塞,所述螺纹塞与顶杆外端之间顶设有压缩弹簧。4.根据权利要求3所述的一种直推锁紧式零点定位机构,其特征在于:所述螺纹塞外端与顶杆孔孔壁之间设有螺纹塞外密封圈。5.根据权利要求1或2所述的一种直推锁紧式零点定位机构,其特征在于:所述顶杆孔为外大内小的台阶孔,顶杆内端与顶杆孔的内端小孔适配。6.根据权利要求1或2所述的一种直推锁紧式零点定位机构,其特征在于:所述顶杆的内端为球头。7.根据权利要求1或2所述的一种直推锁紧式零点定位机构,其特征在于:所述上盖的底面扣设有封闭增压气路底面的环形的外气路焊接盖板、以及封闭松开气路底面的环形的内气路焊接盖板。8.根据权利要求1或2所述的一种直推锁紧式零点定位机构,其特征在于:所述上盖的侧壁设有连通增压气路的增压外接气源接口以及连通松开气路的松开外接气源接口。9.根据权利要求1或2所述的一种直推锁紧式零点定位机构,其特征在于:所述上盖两端面之间开设有若干通孔,所述通孔数量与顶杆孔数量一致并交替均匀设置,所述通孔环绕中轴靠上盖的外圈设置,所述通孔内设置用于安装上盖的螺栓。10.根据权利要求9所述的一种直推锁紧式零点定位机构,其特征在于:所述通孔为沉头孔,所述螺栓为内六角螺栓。
技术总结
本实用新型涉及一种直推锁紧式零点定位机构,解决现有的通用夹持工装精度差,而现有的零点定位机构存在不稳定性的问题。本机构包括圆盘型的上盖,上盖的中轴处设置有供零点销插入定位的中孔,其特征在于:所述上盖环周均匀开设有若干连通中孔和上盖环周外壁的顶杆孔,所述上盖以中轴为轴线从外向内依次设有环形的增压气路和环形的松开气路,增压气路和松开气路分别连通各顶杆孔,顶杆孔内设置外大内小的台阶状顶杆,顶杆外端为与顶杆孔内壁配合的活塞段,活塞段位于增压气路和松开气路之间,所述顶杆内端伸出至中孔抵靠零点销。本实用新型采用环形的增压气路对零点销进行各向受力均匀的直推锁紧,结构简单,锁紧力均衡稳定。定。定。
技术研发人员:潘洁清 王正洪 周繁华 王寿灵 方许波 王正龙 梅亮 余满满 周炜飞 许海宁 张允胜 程瑶
受保护的技术使用者:杭州沃凌的机电有限公司
技术研发日:2021.08.24
技术公布日:2022/2/11