一种u形支架弯折成型机构
技术领域
1.本实用新型涉及冲压治具技术领域,尤其是指一种u形支架弯折成型机构。
背景技术:
2.冲压是通过冲床和模具对板材、带材、管型及型材等材料施加压力,使其产生分离或塑性变形,从而获得所需形状和尺寸的加工方法。现有技术中,对u形支架加工的设备结构设计复杂,u形支架弯折成型操作工序繁杂,加工效率低下,无法满足现代化生产的需求。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种u形支架弯折成型机构,能够实现u形支架弯折成型操作,结构设计合理,结构简单,u形支架弯折成型操作简单,效率高,具有很好的推广价值。
4.为了解决上述技术问题,本实用新型采用如下技术方案:
5.一种u形支架弯折成型机构,其包括承载基座,均设置于所述承载基座的槽块部件、压持组件以及两个冲压组件,所述槽块部件的侧壁设有u形槽,两个所述冲压组件分别设置于所述u形槽的两侧,所述压持组件设有压持块部件,所述压持块部件与所述u形槽的上端相对应设置,所述压持块部件用于压持支架,两个所述冲压组件沿所述槽块部件的中心轴线呈对称设置,所述冲压组件设有冲压块部件,所述冲压块部件的端部设有第一压轮和第二压轮,所述第一压轮和所述第二压轮均与所述u形槽的一侧相对应设置,所述第一压轮和所述第二压轮用于冲压支架。
6.进一步地,所述压持组件包括安装于所述承载基座的压持块部件驱动装置,所述压持块部件驱动装置的输出端与所述压持块部件连接。
7.进一步地,所述冲压组件包括安装于所述承载基座的冲压块部件驱动装置,所述冲压块部件驱动装置的输出端与所述冲压块部件连接。
8.进一步地,所述压持块部件设有压持槽,所述第一压轮设有第一辊槽,所述第二压轮设有第二辊槽,所述压持槽与u形槽的上端相对应设置,所述第一辊槽和所述第二辊槽与所述u形槽的一侧相对应设置。
9.进一步地,所述承载基座设有两个滑动限位通道,两个所述冲压块部件分别位于两个所述滑动限位通道内。
10.进一步地,所述承载基座安装有定位板,所述定位板设有避位缺口、第一定位凸块和第二定位凸块,所述槽块部件、所述压持块部件以及所述冲压块部件均位于所述避位缺口,所述第一定位凸块和第二定位凸块均位于所述定位板上,所述第一定位凸块和所述第二定位凸块分别设置于所述避位缺口的两侧;待加工的支架定位于所述第一定位凸块和第二定位凸块之间。
11.本实用新型的有益效果:直杆状的支架的中部放置于u形槽的上端,直杆状的支架的两端均突伸至u形槽外,压持块部件下压将直杆状的支架压紧,两个冲压块部件同时下
移,先是第一压轮与支架抵触,支架被压弯到一定程度后,第二压轮再与支架抵触,直到支架与u形槽完全贴合,本申请能够实现u形支架弯折成型操作,结构设计合理,结构简单,u形支架弯折成型操作简单,效率高,具有很好的推广价值。
附图说明
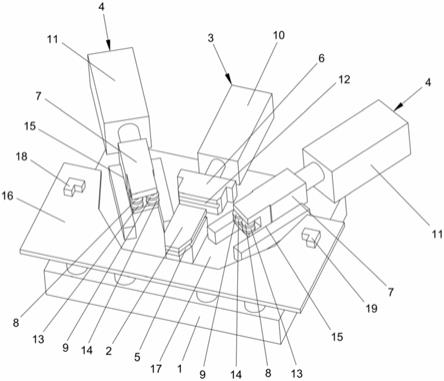
12.图1为本实用新型的第一视角的结构示意图。
13.图2为本实用新型的第二视角的结构示意图。
具体实施方式
14.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
15.如图1至图2所示,本实用新型提供的一种u形支架弯折成型机构,其包括承载基座1,均设置于承载基座1的槽块部件2、压持组件3以及两个冲压组件4,槽块部件2的侧壁设有u形槽5,两个冲压组件4分别设置于u形槽5的两侧,压持组件3设有压持块部件6,压持块部件6与u形槽5的上端相对应设置,压持块部件6用于压持支架01,两个冲压组件4沿槽块部件2的中心轴线呈对称设置,冲压组件4设有冲压块部件7,冲压块部件7的端部设有第一压轮8和第二压轮9,第一压轮8和第二压轮9均与u形槽5的一侧相对应设置,第一压轮8和第二压轮8用于冲压支架01。
16.实际运用中,两个冲压块部件7相较于槽块部件2倾斜并对称设置,两个冲压块部件7和槽块部件2大体上呈“y”形。使用时,直杆状的支架01的中部放置于u形槽5的上端,直杆状的支架01的两端均突伸至u形槽5外,压持块部件6下压将直杆状的支架压紧,两个冲压块部件7同时下移,先是第一压轮8与支架01抵触,支架01被压弯到一定程度后,第二压轮9再与支架01抵触,直到支架01与u形槽5完全贴合,实现u形支架弯折成型操作,本申请结构设计合理,结构简单,u形支架弯折成型操作简单,效率高,具有很好的推广价值。
17.本实施例中,压持组件3包括安装于承载基座1的压持块部件驱动装置10,压持块部件驱动装置10的输出端与压持块部件6连接。压持块部件驱动装置10可以选用气缸或电缸。
18.本实施例中,冲压组件4包括安装于承载基座1的冲压块部件驱动装置11,冲压块部件驱动装置11的输出端与冲压块部件7连接。冲压块部件驱动装置11可以选用气缸或电缸。
19.本实施例中,压持块部件6设有压持槽12,第一压轮8设有第一辊槽13,第二压轮9设有第二辊槽14,压持槽12与u形槽5的上端相对应设置,第一辊槽13和第二辊槽14与u形槽5的一侧相对应设置。压持槽12用于将支架01的中部压紧,第一辊槽13和第二辊槽14均呈圆环状,用于将支架01冲压至u形槽5内,使得直杆状的支架01形成“u”形支架01。
20.本实施例中,承载基座1设有两个滑动限位通道15,两个冲压块部件7分别位于两个滑动限位通道15内。滑动限位通道15的设计能够使得冲压块部件7沿指定的路线移动,使得冲压精准,提高产品的精确率。
21.本实施例中,承载基座1安装有定位板16,定位板16设有避位缺口17、第一定位凸块18和第二定位凸块19,槽块部件2、压持块部件6以及冲压块部件7均位于避位缺口17,第
一定位凸块18和第二定位凸块19均位于定位板16上,第一定位凸块18和第二定位凸块19分别设置于避位缺口17的两侧;待加工的支架01定位于第一定位凸块和第二定位凸块之间。第一定位凸块18和第二定位凸块19沿槽块部件2的中心轴线对称设置;使用时,直杆状的支架01的一端定位于第一定位凸块18,直杆状的支架01的另一端定位于第二定位凸块19,u形槽5位于定位板16的上方,能够使得成型的“u”形支架01为对称结构,定位效果好,提高良品率。
22.本实施例中的所有技术特征均可根据实际需要而进行自由组合。
23.上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
技术特征:
1.一种u形支架弯折成型机构,包括承载基座,其特征在于:还包括均设置于所述承载基座的槽块部件、压持组件以及两个冲压组件,所述槽块部件的侧壁设有u形槽,两个所述冲压组件分别设置于所述u形槽的两侧,所述压持组件设有压持块部件,所述压持块部件与所述u形槽的上端相对应设置,所述压持块部件用于压持支架,两个所述冲压组件沿所述槽块部件的中心轴线呈对称设置,所述冲压组件设有冲压块部件,所述冲压块部件的端部设有第一压轮和第二压轮,所述第一压轮和所述第二压轮均与所述u形槽的一侧相对应设置,所述第一压轮和所述第二压轮用于冲压支架。2.根据权利要求1所述的一种u形支架弯折成型机构,其特征在于:所述压持组件包括安装于所述承载基座的压持块部件驱动装置,所述压持块部件驱动装置的输出端与所述压持块部件连接。3.根据权利要求1所述的一种u形支架弯折成型机构,其特征在于:所述冲压组件包括安装于所述承载基座的冲压块部件驱动装置,所述冲压块部件驱动装置的输出端与所述冲压块部件连接。4.根据权利要求1所述的一种u形支架弯折成型机构,其特征在于:所述压持块部件设有压持槽,所述第一压轮设有第一辊槽,所述第二压轮设有第二辊槽,所述压持槽与u形槽的上端相对应设置,所述第一辊槽和所述第二辊槽与所述u形槽的一侧相对应设置。5.根据权利要求1所述的一种u形支架弯折成型机构,其特征在于:所述承载基座设有两个滑动限位通道,两个所述冲压块部件分别位于两个所述滑动限位通道内。6.根据权利要求1所述的一种u形支架弯折成型机构,其特征在于:所述承载基座安装有定位板,所述定位板设有避位缺口、第一定位凸块和第二定位凸块,所述槽块部件、所述压持块部件以及所述冲压块部件均位于所述避位缺口,所述第一定位凸块和第二定位凸块均位于所述定位板上,所述第一定位凸块和所述第二定位凸块分别设置于所述避位缺口的两侧;待加工的支架定位于所述第一定位凸块和第二定位凸块之间。
技术总结
本实用新型涉及冲压治具技术领域,尤其是指一种U形支架弯折成型机构,其包括承载基座,均设置于承载基座的槽块部件、压持组件以及两个冲压组件,槽块部件的侧壁设有U形槽,两个冲压组件分别设置于U形槽的两侧,压持组件设有压持块部件,压持块部件与U形槽的上端相对应设置,压持块部件用于压持支架,两个冲压组件沿槽块部件的中心轴线呈对称设置,冲压组件设有冲压块部件,冲压块部件的端部设有第一压轮和第二压轮,第一压轮和第二压轮均与U形槽的一侧相对应设置,第一压轮和第二压轮用于冲压支架。本申请能够实现U形支架弯折成型操作,结构设计合理,结构简单,U形支架弯折成型操作简单,效率高,具有很好的推广价值。具有很好的推广价值。具有很好的推广价值。
技术研发人员:叶拥军 周志东 郑可永 关开运 蒙官星
受保护的技术使用者:东莞彩龙五金弹簧制造有限公司
技术研发日:2021.08.27
技术公布日:2022/2/11