1.本实用新型涉及一种礼宾花气瓶焊接用组合夹具及相应的礼宾花气瓶自动焊机。
背景技术:
2.礼宾花是一种可以发射各种造型精美的彩纸的喜庆用品。它以贮存在气瓶中的压缩空气为动力,不使用火药,安全可靠。现有礼宾花气瓶由瓶筒和瓶口端盖相互拼接后焊接而成。
3.现有技术缺乏相应的气瓶焊接设备,手工焊接效率低,速度慢,焊缝不规整。现有技术迫切需要一种适合自动焊接的礼宾花气瓶焊接用组合夹具及礼宾花气瓶自动焊机。
技术实现要素:
4.本实用新型要解决的技术问题是如何填补现有技术的上述空白,提供一种礼宾花气瓶焊接用组合夹具及礼宾花气瓶自动焊机。
5.为解决上述技术问题,本礼宾花气瓶焊接用组合夹具包括基板和瓶筒活动夹具,所述瓶筒活动夹具包括固定挡块、活动夹块和夹块驱动气缸,夹块驱动气缸的缸体和固定挡块固定在基板上,所述活动夹块固定在夹块驱动气缸的活塞杆前端,在夹块驱动气缸的带动下,活动夹块可夹紧或释放瓶筒,其特征在于:所述基板上设有u形卡座和活动挡板,所述u形卡座固定在基板上,所述瓶筒活动夹具设置在u形卡座一侧,且u形卡座靠近所述瓶筒活动夹具一侧设有u形凹坑槽,所述基板还固定有挡板驱动气缸,所述活动挡板固定在挡板驱动气缸的活塞杆前端,在挡板驱动气缸的带动下,活动挡板可插入或拔出u形卡座和瓶筒活动夹具之间,待焊接的瓶口端盖可落入u形卡座内,其外沿卡入u形凹坑槽内,活动夹块设有指向固定挡块一侧的钩部。如此设计,活动挡板插入u形卡座与瓶筒活动夹具之间时,待焊接的瓶口端盖可落入u形卡座。所述瓶筒可夹持在固定挡块、活动夹块之间。便于固定。
6.本实用新型礼宾花气瓶自动焊机包括瓶筒供料滑道、瓶口端盖供料滑道、焊接工作台、焊接电路、焊接电极和可编程控制器,其特征在于:焊接工作台包括两个纵向滑台,两个纵向滑台分别设置在平行或相对的纵向滑轨上,并分别配有纵向驱动气缸,二者之上分别设有相对的主动轴和从动轴,所述从动轴通过轴承及轴承座固定,所述主动轴配有驱动电机,两个纵向滑台可在各自纵向驱动气缸的带动下,相向或相背移动,借以将待焊接的瓶筒和瓶口端盖夹在主动轴和从动轴之间,所述焊接电极端部可正对瓶筒和瓶口端盖之间的接缝,且驱动电机通过主动轴带动待焊接的瓶筒和瓶口端盖转动,
7.两个纵向滑台之间下方设有横向滑轨,横向滑轨上设有横向滑台,并配有横向驱动气缸,其还包括前述的礼宾花气瓶焊接用组合夹具,该礼宾花气瓶焊接用组合夹具的基板就设置在横向滑台上方,基板与横向滑台之间设有升降驱动气缸,所述基板上开有导向孔,每个导向孔内设有一导向柱,导向柱固定在横向滑台上,所述夹块驱动气缸、挡板驱动气缸、两个纵向驱动气缸、横向驱动气缸、升降驱动气缸均通过电磁阀与高压气源相通,上述电磁阀及焊接电路及驱动电机与可编程控制器电联接,受其控制。
8.如此设计,使用时,瓶筒和瓶口端盖分别依次放置在瓶筒供料滑道、瓶口端盖供料滑道,并确保瓶筒的开口与瓶口端盖大端相对。在可编程控制器控制下,横向滑台移至外止点,瓶筒活动夹具与u形卡座分别恰好位于瓶筒供料滑道末端下方和瓶口端盖供料滑道末端下方,活动挡板插在u形卡座与瓶筒活动夹具之间,活动夹块在夹块气缸的带动下外移,瓶筒落入活动夹块和固定挡块之间,瓶口端盖落入u形卡座内,然后活动夹块夹在固定挡块和活动夹块之间。
9.然后升降驱动气缸带动基板上升至瓶筒和瓶口端盖轴心线与主动轴和从动轴之间的轴心线处于同一高度。
10.然后横向滑台移至两个纵向滑台之间,而后纵向驱动气缸,带动两个纵向滑台相向移动,同时挡板驱动气缸带动活动挡板抽离瓶筒和瓶口端盖之间,将瓶筒和瓶口端盖夹在主动轴和从动轴之间,焊接电极恰好指向瓶筒和瓶口端盖之间的接缝。此时,一方面驱动电机启动,主动轴带动瓶筒和瓶口端盖旋转。然后焊接电极放电进行焊接,旋转一圈后,焊接完毕,然后,两个纵向滑台外移,释放焊接好的气瓶,落入下方的配用承接容器,
11.另一方面升降驱动气缸带动基板下降,并随同横向滑台外移,回至筒供料滑道、瓶口端盖供料滑道下方,如此周而复始,逐个焊接气瓶。
12.为提高速度,当前气瓶焊接时,下一组待焊接的瓶筒和瓶口端盖可升至正在焊接的气瓶等高的一侧。当前气瓶焊接完毕并下落同时,下一组待焊接的瓶筒和瓶口端盖马上送入主动轴和从动轴之间,从而缩短等待时间。
13.作为优化,其还包括瓶筒振动供料盘和瓶口端盖振动供料盘,二者分别与瓶筒供料滑道、瓶口端盖供料滑道相连。如此设计,便于连续自动供料。
14.本实用新型礼宾花气瓶焊接用组合夹具结构简单,固定牢固,便于焊接礼宾花气瓶自动焊机结构科学,运行可靠,适合焊接礼宾花气瓶。
附图说明
15.下面结合附图对本实用新型礼宾花气瓶自动焊机作进一步说明:
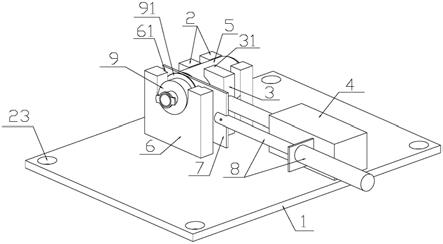
16.图1是本礼宾花气瓶焊接用组合夹具的结构示意图;
17.图2是本礼宾花气瓶自动焊机的横向滑轨、横向滑台、基板、u形卡座、活动挡板和瓶筒活动夹具、导向柱等部件结构示意图(为清楚显示各部结构,导向柱作了打断处理,基板和升降驱动气缸分离);
18.图3是本礼宾花气瓶自动焊机的纵向滑轨、两个纵向滑台、纵向驱动气缸、主、从动轴、驱动电机、焊接电极及其与瓶筒和瓶口端盖的位置关系示意图。
19.图中:1为基板、2为固定挡块、3为活动夹块、31为钩部、4为夹块驱动气缸、5为瓶筒、6为u形卡座、61为u形凹坑槽、7为活动挡板、8为挡板驱动气缸、9为瓶口端盖、91为瓶口端盖9的外沿、10为焊接电路、11为焊接电极、12为纵向滑台、13为纵向滑轨、14为纵向驱动气缸、15为主动轴、16为从动轴、17为轴承座、18为驱动电机、19为瓶筒5和瓶口端盖9之间的接缝、20为横向滑轨、21为横向滑台、22为升降驱动气缸、23为导向孔、24为导向柱。
具体实施方式
20.实施方式一:如图1所示,本礼宾花气瓶焊接用组合夹具包括基板1和瓶筒活动夹
具,所述瓶筒活动夹具包括固定挡块2、活动夹块3和夹块驱动气缸4,夹块驱动气缸4的缸体和固定挡块2固定在基板1上,所述活动夹块3固定在夹块驱动气缸4的活塞杆前端,在夹块驱动气缸4的带动下,活动夹块3可夹紧或释放瓶筒5,其特征在于:所述基板1上设有u形卡座6和活动挡板7,所述u形卡座6固定在基板1上,所述瓶筒活动夹具设置在u形卡座6一侧,且u形卡座6靠近所述瓶筒活动夹具一侧设有u形凹坑槽61,所述基板1还固定有挡板驱动气缸8,所述活动挡板7固定在挡板驱动气缸8的活塞杆前端,在挡板驱动气缸8的带动下,活动挡板7可插入或拔出u形卡座6和瓶筒活动夹具之间,待焊接的瓶口端盖9可落入u形卡座6内,其外沿91卡入u形凹坑槽61内,活动夹块3设有指向固定挡块2一侧的钩部31。
21.如图2所示,本实用新型礼宾花气瓶自动焊机包括瓶筒供料滑道(图中未示出)、瓶口端盖供料滑道(图中未示出)、焊接工作台、焊接电路10、焊接电极11和可编程控制器(图中未示出),其特征在于:焊接工作台包括两个纵向滑台12,两个纵向滑台12分别设置在平行或相对的纵向滑轨13上,并分别配有纵向驱动气缸14,二者之上分别设有相对的主动轴15和从动轴16,所述从动轴16通过轴承及轴承座17固定,所述主动轴15配有驱动电机18,两个纵向滑台12可在各自纵向驱动气缸14的带动下,相向或相背移动,借以将待焊接的瓶筒和瓶口端盖夹在主动轴和从动轴之间,所述焊接电极11端部可正对瓶筒5和瓶口端盖9之间的接缝19,且驱动电机通过主动轴15带动待焊接的瓶筒5和瓶口端盖9转动。
22.如图3所示,两个纵向滑台12(图1中未示出)之间下方设有横向滑轨20,横向滑轨20上设有横向滑台21,并配有横向驱动气缸(图中未示出),其还包括前述的礼宾花气瓶焊接用组合夹具,该礼宾花气瓶焊接用组合夹具的基板1就设置在横向滑台21上方,基板1与横向滑台21之间设有升降驱动气缸22,所述基板1上开有导向孔23,每个导向孔23内设有一导向柱24,导向柱24固定在横向滑台21上,所述夹块驱动气缸4、挡板驱动气缸8、两个纵向驱动气缸12、横向驱动气缸、升降驱动气缸22均通过电磁阀(图中未示出)与高压气源相通,上述电磁阀及焊接电路10及驱动电机18与可编程控制器电联接,受其控制。
23.本实用新型礼宾花气瓶自动焊机还包括瓶筒振动供料盘和瓶口端盖振动供料盘,二者分别与瓶筒供料滑道、瓶口端盖供料滑道相连,图略。