一种不锈复合管的磁脉冲-tig焊连接方法
技术领域
1.本发明涉及不锈复合管材焊接技术领域,特别是涉及一种不锈复合管的磁脉冲-tig焊连接方法。
背景技术:
2.不锈复合管材是以碳钢基层与不锈钢覆层结合而成的复合管材,基层和覆层之间采用机械复合或冶金结合的方式结合,在使用过程中,内层的不锈钢覆层具有良好的耐腐蚀性能,可以输送腐蚀介质;外层碳钢基层具有较高的强度,防止管线内压过大而导致覆层胀裂的问题。不锈复合管充分的发挥了覆层的耐蚀性优势和基层的强度优势,在石油化工领域有着重要的应用。
3.目前,不锈复合管的连接问题是影响其使用效果和应用推广的重要障碍,现阶段一般采用的熔化焊连接方法,一旦工艺参数选择不当,或焊接材料选取的不合适,在连接部位极易产生淬硬的马氏体组织,并且连接区域的残余应力极高且分布状态复杂;这些不利组织和残余应力不能通过后续的工艺措施消除,留下了萌生裂纹的风险,且容易产生整体断裂失效,至今,已有大量的工作围绕接头的设计、焊接方法、焊接材料、工艺参数等因素展开,所发明的装备和方法缺乏普适性,极大地限制了不锈复合管的推广应用。
4.因此,亟需设计一种不锈复合管的磁脉冲-tig焊连接方法,用以解决上述问题。
技术实现要素:
5.为实现上述目的,本发明提供了如下方案:本发明提供一种不锈复合管的磁脉冲-tig焊连接方法,包括以下过程:
6.步骤一、对待焊接的两复合管的基层和覆层进行处理,使两所述复合管的接头处的外形相适配,并对加工部位进行清理;
7.步骤二、在一所述复合管的接头处套设镍片环;
8.步骤三、将另一所述复合管与套设有所述镍片环的所述复合管连接,并使所述镍片环与两所述复合管的基层和覆层均贴合;
9.步骤四、将支撑装置置于待焊接区域的内部,对所述待焊接区域进行支撑;
10.步骤五、将电磁线圈套设在所述待焊接区域的外侧,对所述电磁线圈进行通电,使两所述复合管的基层和覆层与所述镍片环紧密连接;
11.步骤六、撤除所述电磁线圈和所述支撑装置,采用tig焊对两所述复合管接头处的焊缝进行焊接。
12.优选的,所述步骤一中对所述复合管的基层和覆层的处理方式为:采用机械加工的方式将一所述复合管的一部分基层去除,使这一复合管的基层长度小于覆层的长度;采用机械加工的方式将另一所述复合管的一部分覆层去除,使这一复合管的覆层长度小于基层长度。
13.优选的,所述步骤一中对所述复合管的基层和覆层的处理长度l为:
14.4(h-h)<l<4h
15.其中,h为所述复合管的壁厚,h为所述复合管的基层的壁厚。
16.优选的,所述步骤一中对所述加工部位的清理方式为:采用机械方法将所述加工部位的毛刺进行去除,将毛刺去除完成之后通过化学方法对所述加工部位的污渍进行清理。
17.优选的,所述步骤二中所述镍片环套设在所述复合管裸露的覆层表面,所述镍片环能够将所述复合管的覆层端面、所述复合管的覆层外圆面和所述复合管的基层端面均覆盖。
18.优选的,所述步骤三中两所述复合管的连接方式为:将去除部分覆层的所述复合管套接在去除部分基层的所述复合管上,且所述镍片环位于两所述复合管之间。
19.优选的,所述步骤四中所述支撑装置包括支撑节点,所述支撑节点外侧周向等间距固接有若干液压杆,若干液压杆均与所述支撑节点连通,若干所述液压杆末端均固接有支撑块,所述支撑块用于与所述待焊接区域接触,所述支撑节点连通有液压油管。
20.优选的,所述步骤六中在采用所述tig焊对外部焊缝进行焊接时添加纯镍丝。
21.本发明公开了以下技术效果:
22.1、本发明通过在两复合管之间加入镍片环作为过渡,在焊接时,能够有效避免界面区域马氏体的产生,消除熔化焊连接方法质量不稳定的问题,从而提高焊接接头的性能,延长管材的使用寿命。
23.2、本发明采用tig焊进行内外焊缝的补口,进而形成完整的焊接接头,有效消除连接区域的应力集中以及由此引发的开裂问题。
附图说明
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
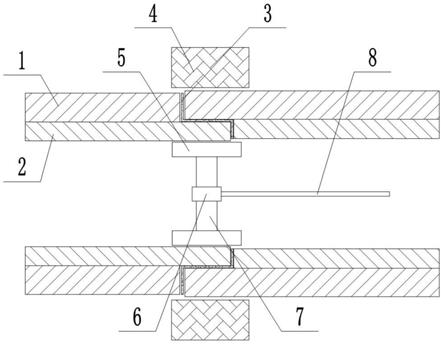
25.图1为本发明不锈复合管磁脉冲-tig焊示意图;
26.图2为本发明焊前准备示意图;
27.图3为本发明中tig焊补口示意图;
28.图4为本发明中支撑装置的结构示意图;
29.其中,1、基层;2、覆层;3、镍片环;4、电磁线圈;5、支撑块;6、支撑节点;7、液压杆;8、液压油管。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实
施方式对本发明作进一步详细的说明。
32.如图1-4,本发明公开一种不锈复合管的磁脉冲-tig焊连接方法,包括以下过程:
33.步骤一、对待焊接的两复合管的基层1和覆层2进行处理,使两复合管的接头处的外形相适配,并对加工部位进行清理;
34.步骤二、在一复合管的接头处套设镍片环3;
35.在两复合管的接口处之间加入镍片环3作为过渡,在焊接时,能够有效避免界面区域马氏体的产生,消除熔化焊连接方法质量不稳定的问题,从而提高焊接接头的性能,延长管材的使用寿命。
36.步骤三、将另一复合管与套设有镍片环3的复合管连接,并使镍片环3与两复合管的基层1和覆层2均贴合;
37.将两复合管的连接处贴合,使镍片环3能够与基层1和覆层2贴合,能够为后续的焊接提供良好的保证。
38.步骤四、将支撑装置置于待焊接区域的内部,对待焊接区域进行支撑;
39.通过支撑装置对焊接区域内部进行支撑,能够使两复合管的连接处贴合更加牢固,同时使镍片环3能够与覆层2和基层1紧密连接,为后续电磁线圈4产生的电磁力使两复合管实现初步的连接提供保障。
40.步骤五、将电磁线圈4套设在待焊接区域的外侧,对电磁线圈4进行通电,使两复合管的基层1和覆层2与镍片环3紧密连接;
41.在待焊接区域外侧设置电磁线圈4,对电磁线圈4通电,电磁线圈4产生磁力,在电磁力的作用下,一复合管的基层1快速撞向另一复合管的覆层2,在冲击力的作用下,使覆层2、镍片和基层1紧紧连接在一起,实现两复合管的初步连接。
42.步骤六、撤除电磁线圈4和支撑装置,采用tig焊对两复合管接头处的焊缝进行焊接;采用tig焊对焊缝进行补口,进而实现对两复合管接头处的焊接,同时采用tig焊能够有效消除连接区域的应力集中以及由此引发的开裂问题,保证焊接头复合管接头处的质量。
43.进一步的,步骤一中对复合管的基层1和覆层2的处理方式为:采用机械加工的方式将一复合管的一部分基层1去除,使这一复合管的基层1长度小于覆层2的长度;采用机械加工的方式将另一复合管的一部分覆层2去除,使这一复合管的覆层2长度小于基层1长度。
44.将复合管采用此种形式进行加工,能够使复合管的基层1和覆层2具有良好的适配程度,同时能够先通过插接的方式将一复合管的连接处插入另一复合管的连接处,方便两复合管进行对接,便于后续的焊接。
45.进一步的,步骤一中对复合管的基层1和覆层2的处理长度l为:
46.4(h-h)<l<4h
47.其中,h为复合管的壁厚,h为复合管的基层1的壁厚。
48.复合管的处理长度为此公式计算的长度,在保障连接强度的前提下,能够减少打磨加工的量,有效提高对复合管的处理效率。
49.进一步的,步骤一中对加工部位的清理方式为:采用机械方法将加工部位的毛刺进行去除,将毛刺去除完成之后通过化学方法对加工部位的污渍进行清理。
50.采用机械方法将毛刺去除,保障一复合管能够顺利的套设在另一复合管的连接处,同时能够避免由于毛刺存在导致的焊接部位应力集中导致开裂的问题,保障焊接质量;
通过化学方法去除打磨过程中的油渍等污物,能够避免污物影响焊接质量。
51.进一步的,步骤二中镍片环3套设在复合管裸露的覆层2表面,镍片环3的横截面为弯折状,能够将复合管的覆层2端面、复合管的覆层2外圆面和复合管的基层1端面均覆盖。
52.镍片环3的截面为弯折状,能够将复合管的覆层2端面、复合管的覆层2外圆面和复合管的基层1端面均覆盖,也就是说两复合管的覆层2和基层1之间均设置有镍片环3,使得在对复合管连接区域的内焊缝焊接过程中可以不额外填丝,降低了焊接难度;同时使两复合管之间通过镍片环3作为过渡,有效避免界面区域马氏体的产生,消除熔化焊连接方法质量不稳定的问题,从而提高焊接接头的性能,延长管材的使用寿命。
53.进一步的,步骤三中两复合管的连接方式为:将去除部分覆层2的复合管套接在去除部分基层1的复合管上,且镍片环3位于两复合管之间。
54.将去除部分覆层2的复合管套接在去除部分基层1的复合管上,使镍片环3位于两复合管之间,让镍片环3作为过渡,在焊接时,能够有效避免界面区域马氏体的产生,消除熔化焊连接方法质量不稳定的问题,从而提高焊接接头的性能,延长管材的使用寿命。
55.进一步的,步骤四中支撑装置包括支撑节点6,支撑节点6外侧周向等间距固接有若干液压杆7,若干液压杆7均与支撑节点6连通,若干液压杆7末端均固接有支撑块5,支撑块5用于与待焊接区域接触,支撑节点6连通有液压油管8。
56.本发明采用液压杆7作为支撑结构,通过液压油管8和支撑节点6将液压油的压力传送至液压杆7,进而控制液压杆7的伸缩,进而调节支撑块5回转半径的大小,以适应不同内径管材的支撑需求。
57.进一步的,步骤六中在采用tig焊对外部焊缝进行焊接时添加纯镍丝。
58.采用tig焊对复合管的基层1和覆层2的端面进行补口,其中,复合管的覆层2与镍片环3之间具有良好的相容性,不会产生不利的组织,因此对内焊缝焊接过程中可以不填丝;而对外焊缝焊接时需要添加纯镍丝,以保证连接区域具有良好的塑韧性,提高连接区的综合性能。
59.具体实施方式:对待焊接的两复合管的基层1和覆层2进行处理,使两所述复合管的接头处的外形相适配,并对加工部位进行清理;在一所述复合管的接头处套设镍片环3;将另一所述复合管与套设有所述镍片环3的所述复合管连接;对所述待焊接区域内部进行支撑;套设电磁线圈4,对所述电磁线圈4进行通电,使两所述复合管的基层1和覆层2与所述镍片环3紧密连接;撤除所述电磁线圈4和所述支撑装置,采用tig焊对两所述复合管接头处的焊缝进行焊接;完成焊接。本发明通过在两复合管之间加入镍片环3作为过渡,在焊接时,能够有效避免界面区域马氏体的产生,消除熔化焊连接方法质量不稳定的问题,从而提高焊接接头的性能,延长管材的使用寿命;采用tig焊进行内外焊缝的补口,进而形成完整的焊接接头,有效消除连接区域的应力集中以及由此引发的开裂问题。
60.本发明的描述中,需要理解的是,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
61.以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出
的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。