1.本发明主要涉及齿轮加工的技术领域,具体涉及一种直齿轮定位夹紧工装。
背景技术:
2.直齿是齿轮的一种分类方式,按照一对齿轮轴线的相对位置和齿向(两周是否平行)分为平面齿轮转动和空间齿轮转动;按照齿轮的工作条件不同可分为开式传动和闭式传动;按照轮齿或齿廓的形状分为直齿、斜齿、人字齿、或直齿、曲齿。
3.直齿轮对周面上直齿作进一步加工时,需要对其作夹紧处理,齿轮加工作业中最常用的是卡盘,但是齿轮周面直齿精加工时,直接用卡盘夹紧明显会磨损直齿,所以此时一般有两个选择,一是用从直齿轮内孔来夹紧的高端卡爪,但是这个选择明显提高了设备成本;二是利用辅助夹紧工装来对其进行夹紧,相对前者而言明显辅助工装更便宜,加设辅助工装后再利用卡盘对其加工即可。
4.但是现有技术中,辅助夹紧工装只能对应特定外径,内径和厚度尺寸的齿轮进行适配,无疑十分的不便,因此现在亟需一种直齿轮定位夹紧工装可以尽可能的适配一个系列中不同内外径厚度的直齿轮。
技术实现要素:
5.本发明主要提供了一种直齿轮定位夹紧工装,用以解决上述背景技术中提出的技术问题。
6.本发明解决上述技术问题采用的技术方案为:一种直齿轮定位夹紧工装,其特征在于,包括下夹紧工装,所述下夹紧工装包括:若干按直径从小至大竖直排列的柱体,用以插入直齿轮的内孔;第一连接件,固设于所述柱体下方;以及夹紧件,固设于所述第一连接件下方。
7.优选的,所述柱体周面上设有弹性件。
8.优选的,所述柱体共有4个,其直径从上至下分别为44,60,80和100mm。
9.优选的,还包括上夹紧工装,所述上夹紧工装包括:第一上夹紧件,包括第一安装件,竖直贯穿的第一定位件和所述第一安装件中心处竖直贯穿的第一螺孔,所述第一定位件可以插入所述柱体顶部的第一定位孔内;第二上夹紧件,包括第二安装件,所述第二安装件上对应所述第一定位件竖直贯穿的第一限位孔,所述第二安装件底部的弹性环形压紧件和所述第二安装件中心处竖直贯穿的让位孔;以及螺栓,穿过所述让位孔和所述第一螺孔螺纹连接;其中,所述柱体顶部中心处还设有第二螺纹孔,和所述螺栓螺纹连接。
10.优选的,所述弹性环形压紧件底部设有防滑纹。
11.优选的,所述第二安装件底部还设有对应所述直齿轮上第二定位孔的第二定位件。
12.优选的,所述螺栓顶部设有凸起。
13.与现有技术相比,本发明的有益效果为:通过直径从小至大竖直排列的柱体用以
适配同一系列不同外径,内径和厚度的直齿轮,这样夹紧直齿轮时,下夹紧工装无需二次更换,大大节省了时间也降低了成本,卡盘直接作用夹紧件即可以夹紧直齿轮,避免了对直齿轮周面上的直齿造成损伤,解决了现有技术中只能对应特定外径,内径和厚度尺寸的齿轮进行适配,十分不便的技术问题。
14.以下将结合附图与具体的实施例对本发明进行详细的解释说明。
附图说明
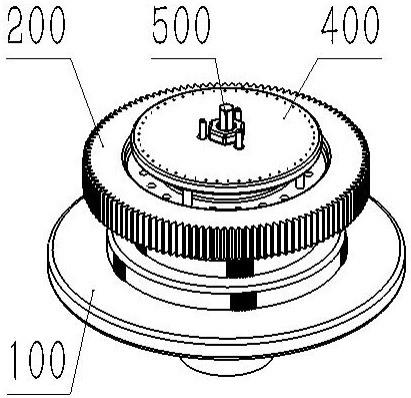
15.图1为本发明的整体结构示意图;图2为本发明的整体结构爆炸图;图3为本发明的整体结构俯视图;图4为图3的a-a切线剖面图;图5为本发明的下夹紧工装结构示意图;图6为本发明的直齿轮结构示意图;图7为本发明的第一上夹紧件结构示意图;图8为本发明的第二上夹紧件结构示意图;图9为本发明的第二上夹紧件结构仰视图;图10为本发明的螺栓结构示意图。
16.图中:100下夹紧工装;101柱体;102第一连接件;103夹紧件;104弹性件;105第一定位孔;106第二螺纹孔;200直齿轮;201内孔;202第二定位孔;300第一上夹紧件;301第一安装件;302第一定位件;303第一螺孔;400第二上夹紧件;401第二安装件;402第一限位孔;403弹性环形压紧件;403a防滑纹;404让位孔;405第二定位件;500螺栓;501螺母;502凸起。
具体实施方式
17.为了便于理解本发明,下面将参照相关附图对本发明进行更加全面的描述,附图中给出了本发明的若干实施例,但是本发明可以通过不同的形式来实现,并不限于文本所描述的实施例,相反的,提供这些实施例是为了使对本发明公开的内容更加透彻全面。
18.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
19.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常连接的含义相同,本文中在本发明的说明书中所使用的术语知识为了描述具体的实施例的目的,不是旨在于限制本发明,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
20.请着重参照附图1-4,一种直齿轮定位夹紧工装,其特征在于,包括下夹紧工装100,下夹紧工装100包括若干按直径从小至大竖直排列的柱体101,第一连接件102以及夹紧件103.柱体101用以插入直齿轮200的内孔201,直径从小至大竖直排列的柱体101用以适配同一系列不同外径,内径和厚度的直齿轮200,这样夹紧直齿轮200时,下夹紧工装100无需二次更换,大大节省了时间也降低了成本。
21.可以理解的,本发明对不同直径的柱体101的个数和具体长度数据不作要求,本领域技术人员可以根据实际情况自行选择。
22.第一连接件102固设于柱体101下方,第一连接件102可以在竖直方向用以承载最大内径的直齿轮200,同时起到连接上方柱体101和下方夹紧件103的作用。
23.夹紧件103固设于第一连接件102下方,用以让卡盘来对整体工装进行夹紧。
24.本发明采用上述的结构设置,通过直径从小至大竖直排列的柱体101用以适配同一系列不同外径,内径和厚度的直齿轮200,这样夹紧直齿轮200时,下夹紧工装100无需二次更换,大大节省了时间也降低了成本,卡盘直接作用夹紧件103即可以夹紧直齿轮200,避免了对直齿轮200周面上的直齿造成损伤,因此本实施例提供的一种直齿轮定位夹紧工装,能够解决现有技术中只能对应特定外径,内径和厚度尺寸的齿轮进行适配,十分不便的技术问题。
25.考虑到避免直齿轮200绕柱体101转动,在上述实施例的基础上,本发明再提供一个优选的技术方案,柱体101周面上设有弹性件104,弹性件104可以有效的填补直齿轮200和柱体101间可能的空隙。
26.考虑到直径从小至大竖直排列的柱体101的具体实现,在上述实施例的基础上,本发明再提供一个优选的技术方案,柱体101共有4个,其直径从上至下分别为44,60,80和100mm,该数据主要针对同一系列直齿轮200常用的四个内径数据。
27.考虑到进一步的对直齿轮200进行夹紧,在上述实施例的基础上,本发明再提供一个优选的技术方案,还包括上夹紧工装,上夹紧工装包括第一上夹紧件300,第二上夹紧件400以及螺栓500。
28.第一上夹紧件300包括第一安装件301,竖直贯穿的第一定位件302和第一安装件301中心处竖直贯穿的第一螺孔303,第一定位件302可以插入柱体101顶部的第一定位孔105内。
29.第一上夹紧件300居于第二上夹紧件400和下夹紧工装100之间,通过第一定位件302对应第一定位孔105和第一限位孔402,对第二上夹紧件400和下夹紧工装100周向进行限位,即避免两者产生相对的转动,同时利用第一定位件302的高度可以适配不同厚度的直齿轮200。
30.第二上夹紧件400包括第二安装件401,第二安装件401上对应第一定位件302竖直贯穿的第一限位孔402,第二安装件401底部的弹性环形压紧件403和第二安装件401中心处
竖直贯穿的让位孔404。
31.第一限位孔402用于让第一定位件302穿过,起导向作用,弹性环形压紧件403用于向下压实直齿轮200,同时避免第二上夹紧件400和直齿轮200间的刚性接触。
32.螺栓500,穿过让位孔404和第一螺孔303螺纹连接,柱体101顶部中心处还设有第二螺纹孔406,第二螺纹孔406和螺栓500螺纹连接。
33.螺栓500在下夹紧工装100,第一上夹紧件300和第二上夹紧件400全部放置完毕后,从让位孔404中向下旋入,利用螺栓500上的螺母501压紧第二上夹紧件400,进而利用弹性环形压紧件403压紧直齿轮200。
34.考虑到避免弹性环形压紧件403和直齿轮200间可能的转动,在上述实施例的基础上,本发明再提供一个优选的技术方案,弹性环形压紧件403底部设有防滑纹403a,进一步提高了夹紧时的稳定性。
35.考虑到进一步避免弹性环形压紧件403和直齿轮200间可能的转动,在上述实施例的基础上,本发明再提供一个优选的技术方案,第二安装件401底部还设有对应直齿轮200上第二定位孔202的第二定位件405,第二定位件405插入第二定位孔202可以在周向上完全锁住直齿轮200,进一步提高了夹紧时的稳定性。
36.考虑到第一定位件302阻挡了螺栓500的转动,在上述实施例的基础上,本发明再提供一个优选的技术方案,螺栓500顶部设有凸起502,规则形状的凸起502便于作业时快捷的转动螺栓500。
37.上述结合附图对发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的这种非实质改进,或未经改进将发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围之内。