1.本发明涉及一种熔化极气体保护焊单焊机双送丝机焊接平台,属于焊接设备技术领域。
背景技术:
2.在多品种小批量结构件的焊接加工过程中,经常会因为产品结构的要求而频繁使用二氧化碳气体保护焊更换焊接两种或两种以上的焊材,传统的焊接方法需要根据产品的要求而拆卸焊机输送小车上的焊材盘,更换所需的焊材并安装到焊丝输送小车上,之后再使用焊枪对工件施焊。更换所需的焊材包括以下步骤:1、使用钳子掐断焊枪头部已经熔焊出焊瘤部分的焊材;2、旋退焊嘴外的保护套,并清理焊接过程中在保护套内外产生的飞溅;3、使用钳子辅助旋退焊嘴,并清理焊嘴内外的飞溅,以便焊丝穿出和保护气体的吹出;4、旋松小车加压手柄,抬起压臂及其上固定的加压轮并松开矫正调整手轮,加大矫正轮之间间隙;5、手动将焊丝回退并缠回焊材盘上,找到焊材盘边缘临时固定焊丝小孔,使焊丝头穿出该孔,手动折弯前端的焊丝打节。预防焊丝在放置过程中松散。拔出焊材盘轴端挡片,拆下焊材盘放置焊材盘稳固于工艺台架上;6、使用扳手拆下送丝轮轴头螺母,拆下送丝轮。根据换产所需焊材直径选择送丝轮并将送丝轮v形槽对正导套帽端头;7、选择换产后所需焊材,将焊材盘套在盘轴外,使盘轴挡片伸出并垂直于盘轴,可靠阻挡焊丝盘脱离盘轴。找到焊丝头并将其从小孔内抽出;8、校直折弯的焊材头部,穿过矫正轮组及送丝轮,根据焊材直径和品号调整矫正轮调整手轮,调整矫正轮间压力,将焊丝送入入焊枪送丝管内;9、翻转复位夹压臂并紧固加压手柄;10、使用小车上手动送丝功能将焊丝推送出焊嘴,并手动调整至适宜位置;11、使用钳子辅助旋紧焊嘴,旋紧焊嘴外的保护套。上述步骤完成后,再依据焊材、母材及焊接环境实际情况调整电焊机上焊接参数(焊接电流、焊接电源、工作状态等选择开关),使用焊枪对工件施焊。可见,这样的话准备时间较长,更换调整过程尤为麻烦、复杂,操作者的劳动强度也随之加大,极大的影响了工作效率。
技术实现要素:
3.为了克服现有技术的不足,本发明提供了一种熔化极气体保护焊单焊机双送丝机焊接平台,该平台适用于焊接工作中,方便实用,通过调整控制旋钮就可以分别实现对两种不同焊材的快速更换工作,提高了工作效率,减轻工作人员的操作强度,降低了加工成本。
4.本发明解决其技术问题所采用的技术方案是:一种熔化极气体保护焊单焊机双送丝机焊接平台,包括快速熔断器、交流接触器a、交流接触器b、中间继电器a、中间继电器b、中间继电器c、中间继电器d、转换开关sa1、焊接端子快速接头、航空插头a、led安全指示灯hl1、航空插头b和led安全指示灯hl2。
5.快速熔断器共四个,两大两小,均置于电路中,焊接平台的输入端与熔化极气体保护焊焊机内的36v控制电源相连接;交流接触器a与交流接触器b为并联关系置于电路中,交流接触器a、交流接触器b的触点km1、km2与中间继电器a、中间继电器b、中间继电器c、中间继
电器d的触点ka1、ka2、ka3、ka4通过导线独立连接采用联锁和互锁的方式控制,中间继电器a、中间继电器b、中间继电器c、中间继电器d与转换开关sa1电性连接,转换开关sa1位于焊接平台的操控面板上,中间继电器a、中间继电器b、中间继电器c、中间继电器d的触点分别连接着航空插头a的插座a
控
、led安全指示灯hl1、航空插头b的插座b
控
和led安全指示灯hl2,航空插头a的插座a
控
、led安全指示灯hl1、航空插头b的插座b
控
和led安全指示灯hl2均位于焊接平台的操控面板上,led安全指示灯hl1与led安全指示灯hl2同样为并联关系置于电路中;焊接端子快速接头共两组,每组两个,分别将焊接平台的电源a+、b+与焊机和两台焊丝输送小车相连接,焊接平台内的交流接触器a和交流接触器b便连接着焊接端子快速接头;熔化极气体保护焊焊机上的航空插头a、航空插头b分别与焊接平台操控面板上所对应的航空插头a的插座a
控
、航空插头b的插座b
控
相连接。
6.该焊接平台连接于熔化极气体保护焊焊机与并联的焊丝输送小车a、焊丝输送小车b之间,焊丝输送小车a与焊丝输送小车b所输送的焊丝为不同材质的焊丝;交流接触器a2交流接触器b均选用的是磁吹灭弧儿装置。
7.电流从熔化极气体保护焊焊机的控制板输出后,通过焊接端子快速接头与本焊接平台上的a+、b+电源连接,首先经过快速熔断器,由快速熔断器到交流接触器a和交流接触器b,再到焊接端子快速接头,形成主电路,交流接触器a和交流接触器b各控制一组焊接端子快速接头,交流接触器a和交流接触器b用在主电路当中,能够承受较大电流和冲击电流,给功率较大的负载供电,焊接端子快速接头作为负载元件的连接件,由交流接触器a和交流接触器b分别带动焊丝输送小车a和焊丝输送小车b,然后再由中间继电器a、中间继电器b、中间继电器c、中间继电器d来控制交流接触器a和交流接触器b,中间继电器a、中间继电器b、中间继电器c、中间继电器d之间为联锁和互锁的关系,中间继电器a、中间继电器b、中间继电器c、中间继电器d与交流接触器a、交流接触器b之间为联锁关系,交流接触器a与交流接触器b之间为互锁关系;中间继电器a、中间继电器b、中间继电器c、中间继电器d的主要作用就是作为熔化极气体保护焊焊机与焊丝输送小车a和焊丝输送小车b之间的一个介质,控制信号转换,成功的把动作要求输出,然后再由中间继电器a、中间继电器b、中间继电器c、中间继电器d来控制交流接触器a和交流接触器b的线圈;在熔化极气体保护焊焊机工作过程中,如果铁板将地线跟焊把线压在一起,或者造成短路时,快速熔断器能够避免大电流返回到焊机去,熔断速度非常快,这样快速熔断器就起到了一个安全隔绝的作用。
8.中间继电器a、中间继电器b、中间继电器c、中间继电器d在电路中起辅助作用,由转换开关sa1控制,利用继电器的触点控制交流接触器a与交流接触器b,这样就起到了信号隔离放大的作用,信号从熔化极气体保护焊焊机的控制板输出,经由此焊接平台,根据焊机的要求,控制中间继电器a、中间继电器b、中间继电器c、中间继电器d,然后由中间继电器a、中间继电器b、中间继电器c、中间继电器d控制交流接触器a、交流接触器b,在不改变焊机的性能和要求的情况下进行,进行两个焊丝输送小车的正常使用。交流接触器a、交流接触器b与中间继电器a、中间继电器b、中间继电器c、中间继电器d的工作原理基本一致,均是通过线圈得电,触头吸合或者断开,来接通或者断开负载。
9.交流接触器a、交流接触器b选用磁吹灭弧儿装置,它能够承受较大的电流,电弧在磁吹线圈产生的电动力作用下迅速进入灭弧室,被其室壁冷却而熄灭,不会影响焊机的性能;航空插头a和航空插头b与中间继电器a、中间继电器b、中间继电器c、中间继电器d转接
连接,可以使工作人员直接在焊丝输送小车a和焊丝输送小车b的旁边调节电流、电压,无需到熔化极气体保护焊焊机上调节,节省了走动的距离,既能满足性能要求,又十分方便,提高了生产效率。
10.焊接平台工作原理如下:当转换开关sa1打至a时,ka1线圈得电,ka1触点动作,ka1(线号301.306)、(线号301.310)、(线号301.314)闭合,ka3、km1、hl1得电;此时ka3触点闭合,使控制信号输出有效;km1触点闭合,使a
+
电源输出有效,led安全指示灯hl1亮起,证明a号焊丝输送小车工作有效。ka1、ka3、km1线圈得电的同时,ka1、ka3、km1的常闭触点全部断开,保证线路不会产生短路和误操作等现象,此时操作焊枪,上述驱动电路带动焊丝输送小车a输送焊丝,氩气管路送气,实现对焊材的焊接工作。
11.当转换开关sa1打至b时,ka2线圈得电,ka2触点动作,ka2(线号301.308)、(线号301.312)、(线号301.315)闭合,ka4、km2、hl2得电;此时ka4触点闭合,使控制信号输出有效;km2触点闭合,使b
+
电源输出有效,led安全指示灯hl2亮起,证明b号焊丝输送小车工作有效。ka2、ka4、km2线圈得电的同时,ka2、ka4、km2的常闭触点全部断开,保证线路不会产生短路和误操作等现象,此时操作焊枪,上述驱动电路带动焊丝输送小车b输送焊丝,氩气管路送气,实现对焊材的焊接工作。
12.该焊接平台在不改变电焊机原设计理念的前提下,在电焊机内取得36v控制电源,保障容量控制在额定范围之内。通过拨动转换开关sa1,使同一台熔化极气体保护焊焊机,分别实现对两台焊丝输送小车的控制,从而实现同一台焊机分别焊接两种不同材质焊材,该焊接平台具有联锁和互锁保护措施,可有效保证焊接工作人员操作时的自身安全及电焊机的使用安全。
13.本发明的有益效果是:本发明设计合理,操作灵活方便,仅需拨动转换开关,就可使同一台熔化极气体保护焊焊机分别实现对两台焊丝输送小车的控制,有效的降低了操作人员的劳动强度;焊接平台的制作成本较为经济,尤其适用于小批量、多品种焊材需要频繁更换焊接的工作场合,有效避免频繁因更换焊材而导致误用焊材的现象;焊接平台的使用范围广、通用性强,操作过程中安全可靠,低电压有利于操作者安全可靠生产及操作;此设计为互联电路,起到联锁和保护的作用,焊机与控制盒、控制小车的连接都采用焊机专用快速插头,插头插接可靠、安全,实用性极强,可应用的市场前景广阔。
附图说明
14.下面结合附图和具体实施方式对本发明进一步说明。
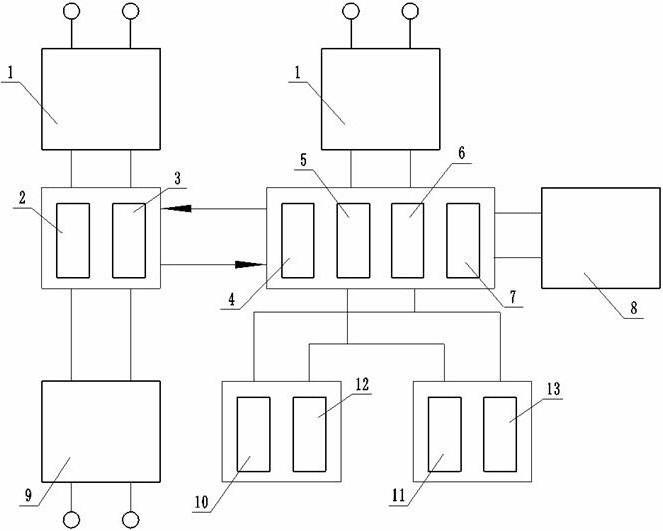
15.图1是本发明的元器件连接示意图。
16.图2是本发明的操控面板上的元器件位置示意图。
17.图3是本发明的控制线路原理图。
18.图4是本发明的主电路原理图。
19.图中标号:1、快速熔断器,
ꢀꢀ
2、交流接触器a,
ꢀꢀ
3、交流接触器b,
ꢀꢀ
4、中间继电器a, 5、中间继电器b,
ꢀꢀ
6、中间继电器c,
ꢀꢀ
7、中间继电器d,
ꢀꢀ
8、转换开关sa1,
ꢀꢀ
9、焊接端子快速接头,
ꢀꢀ
10、航空插头a,
ꢀꢀ
11、led安全指示灯hl1,
ꢀꢀ
12、航空插头b,
ꢀꢀ
13、led安全指示灯hl2。
具体实施方式
20.如图1—4所示,一种熔化极气体保护焊单焊机双送丝机焊接平台,包括快速熔断器1、交流接触器a2、交流接触器b3、中间继电器a4、中间继电器b5、中间继电器c6、中间继电器d7、转换开关sa18、焊接端子快速接头9、航空插头a10、led安全指示灯hl111、航空插头b12和led安全指示灯hl213,快速熔断器1共四个,两大两小,均置于电路中,焊接平台的输入端与熔化极气体保护焊焊机内的36v控制电源相连接;交流接触器a2与交流接触器b3为并联关系置于电路中,交流接触器a2、交流接触器b3的触点km1、km2与中间继电器a4、中间继电器b5、中间继电器c6、中间继电器d7的触点ka1、ka2、ka3、ka4通过导线独立连接采用联锁和互锁的方式控制,中间继电器a4、中间继电器b5、中间继电器c6、中间继电器d7与转换开关sa18电性连接,转换开关sa18位于焊接平台的操控面板上,中间继电器a4、中间继电器b5、中间继电器c6、中间继电器d7的触点分别连接着航空插头a10的插座a
控
、led安全指示灯hl111、航空插头b12的插座b
控
和led安全指示灯hl213,航空插头a10的插座a
控
、led安全指示灯hl111、航空插头b12的插座b
控
和led安全指示灯hl213均位于焊接平台的操控面板上,led安全指示灯hl111与led安全指示灯hl213同样为并联关系置于电路中;焊接端子快速接头5共两组,每组两个,分别将焊接平台的电源a+、b+与焊机和两台焊丝输送小车相连接,焊接平台内的交流接触器a2和交流接触器b3便连接着焊接端子快速接头5;熔化极气体保护焊焊机上的航空插头a10、航空插头b12分别与焊接平台操控面板上所对应的航空插头a10的插座a
控
、航空插头b12的插座b
控
相连接。
21.该焊接平台连接于熔化极气体保护焊焊机与并联的焊丝输送小车a、焊丝输送小车b之间,焊丝输送小车a与焊丝输送小车b所输送的焊丝为不同材质的焊丝;交流接触器a2、交流接触器b3均选用的是磁吹灭弧儿装置。
22.电流从熔化极气体保护焊焊机的控制板输出后,通过焊接端子快速接头5与本焊接平台上的a+、b+电源连接,首先经过快速熔断器1,由快速熔断器1到交流接触器a2和交流接触器b3,再到焊接端子快速接头5,形成主电路,交流接触器a2和交流接触器b3各控制一组焊接端子快速接头5,交流接触器a2和交流接触器b3用在主电路当中,能够承受较大电流和冲击电流,给功率较大的负载供电,焊接端子快速接头5作为负载元件的连接件,由交流接触器a2和交流接触器b3分别带动焊丝输送小车a和焊丝输送小车b,然后再由中间继电器a4、中间继电器b5、中间继电器c6、中间继电器d7来控制交流接触器a2和交流接触器b3,中间继电器a4、中间继电器b5、中间继电器c6、中间继电器d7之间为联锁和互锁的关系,中间继电器a4、中间继电器b5、中间继电器c6、中间继电器d7与交流接触器a2、交流接触器b3之间为联锁关系,交流接触器a2与交流接触器b3之间为互锁关系;中间继电器a4、中间继电器b5、中间继电器c6、中间继电器d7的主要作用就是作为熔化极气体保护焊焊机与焊丝输送小车a和焊丝输送小车b之间的一个介质,控制信号转换,成功的把动作要求输出,然后再由中间继电器a4、中间继电器b5、中间继电器c6、中间继电器d7来控制交流接触器a2和交流接触器b3的线圈;在熔化极气体保护焊焊机工作过程中,如果铁板将地线跟焊把线压在一起,或者造成短路时,快速熔断器1能够避免大电流返回到焊机去,熔断速度非常快,这样快速熔断器1就起到了一个安全隔绝的作用。
23.中间继电器a4、中间继电器b5、中间继电器c6、中间继电器d7在电路中起辅助作用,由转换开关sa18控制,利用继电器的触点控制交流接触器a2与交流接触器b3,这样就起
到了信号隔离放大的作用,信号从熔化极气体保护焊焊机的控制板输出,经由此焊接平台,根据焊机的要求,控制中间继电器a4、中间继电器b5、中间继电器c6、中间继电器d7,然后由中间继电器a4、中间继电器b5、中间继电器c6、中间继电器d7控制交流接触器a2、交流接触器b3,在不改变焊机的性能和要求的情况下进行,进行两个焊丝输送小车的正常使用。交流接触器a2、交流接触器b3与中间继电器a4、中间继电器b5、中间继电器c6、中间继电器d7的工作原理基本一致,均是通过线圈得电,触头吸合或者断开,来接通或者断开负载。
24.交流接触器a2、交流接触器b3选用磁吹灭弧儿装置,它能够承受较大的电流,电弧在磁吹线圈产生的电动力作用下迅速进入灭弧室,被其室壁冷却而熄灭,不会影响焊机的性能;航空插头a10和航空插头b12与中间继电器a4、中间继电器b5、中间继电器c6、中间继电器d7转接连接,可以使工作人员直接在焊丝输送小车a和焊丝输送小车b的旁边调节电流、电压,无需到熔化极气体保护焊焊机上调节,节省了走动的距离,既能满足性能要求,又十分方便,提高了生产效率。
25.焊接平台工作原理如下:当转换开关sa18打至a时,ka1线圈得电,ka1触点动作,ka1(线号301.306)、(线号301.310)、(线号301.314)闭合,ka3、km1、hl1得电;此时ka3触点闭合,使控制信号输出有效;km1触点闭合,使a
+
电源输出有效,led安全指示灯hl111亮起,证明a号焊丝输送小车工作有效。ka1、ka3、km1线圈得电的同时,ka1、ka3、km1的常闭触点全部断开,保证线路不会产生短路和误操作等现象,此时操作焊枪,上述驱动电路带动焊丝输送小车a输送焊丝,氩气管路送气,实现对焊材的焊接工作。
26.当转换开关sa18打至b时,ka2线圈得电,ka2触点动作,ka2(线号301.308)、(线号301.312)、(线号301.315)闭合,ka4、km2、hl2得电;此时ka4触点闭合,使控制信号输出有效;km2触点闭合,使b
+
电源输出有效,led安全指示灯hl213亮起,证明b号焊丝输送小车工作有效。ka2、ka4、km2线圈得电的同时,ka2、ka4、km2的常闭触点全部断开,保证线路不会产生短路和误操作等现象,此时操作焊枪,上述驱动电路带动焊丝输送小车b输送焊丝,氩气管路送气,实现对焊材的焊接工作。
27.该焊接平台在不改变电焊机原设计理念的前提下,在电焊机内取得36v控制电源,保障容量控制在额定范围之内。通过拨动转换开关sa18,使同一台熔化极气体保护焊焊机,分别实现对两台焊丝输送小车的控制,从而实现同一台焊机分别焊接两种不同材质焊材,该焊接平台具有联锁和互锁保护措施,可有效保证焊接工作人员操作时的自身安全及电焊机的使用安全。