1.本实用新型涉及一种模具,尤其涉及一种冷镦模具用主模顶针。
背景技术:
2.冷镦工艺是少无切削金属压力加工新工艺之一。它是一种利用金属在外力作用下所产生的塑性变形,并借助于模具,使金属体积作重新分布及转移,从而形成所需要的零件或毛坯的加工方法。冷镦工艺最适于用来生产螺栓、螺钉、螺母、铆钉、销钉等标准紧固件,冷镦模具是冷镦工艺中最重要的部件之一。
3.其中,冷镦模具的主模顶针主要起到的是将冷镦完成的产品从模具内顶出的作用。但是,在实际使用时,由于冷镦工艺中产品为冷成型,很多时候产品会被压紧在模具内,这样将产品顶出模具的力度会比较大,长时间使用的话,其顶部经常与产品接触,导致磨损,使得需要经常进行更换,维修率高,成本高昂。同时,顶针长度比较长,其加工的时候,产品的同轴度不够好,容易出现顶针与模具相互摩擦的现象发生,导致模具被磨损,影响模具质量。
技术实现要素:
4.本实用新型目的是提供一种冷镦模具用主模顶针,通过使用该结构,延长了主模顶针的使用寿命,便于维修更换,降低成本。
5.为达到上述目的,本实用新型采用的技术方案是:一种冷镦模具用主模顶针,包括顶针及设置于顶针底部的连接头,所述连接头的直径大于所述顶针的直径,所述顶针包括上杆及下杆,所述下杆的底部垂直安装于所述连接头的顶面中部,所述下杆的顶部设有一缺口,所述缺口的前端及后端分别与所述下杆前侧外缘面及后侧外缘面相连通;
6.所述上杆的底部设有一凸起,所述凸起前侧外缘面及后侧外缘面均为弧形面,所述凸起两侧的外缘面与所述上杆的外缘面齐平设置,所述上杆及所述凸起卡设于所述缺口内,所述上杆的顶面抵于所述下杆的底面上,所述凸起的底面抵于所述缺口的底面上,所述凸起的外壁与所述缺口的内壁相接触;
7.所述下杆外缘面的上方设有一限位孔,所述限位孔的左侧及右侧与所述下杆的两侧外缘面相连通,所述限位孔的中部与所述缺口相连通,所述凸起的侧壁上设有一连接孔,所述连接孔正对所述限位孔设置,所述限位孔内插设有一限位销,所述限位销的中部插设于所述连接孔内,且所述限位销两端的外缘面与所述下杆的外缘面齐平设置。
8.上述技术方案中,所述缺口的左侧及右侧分别设有一限位口,所述限位口的顶部与所述下杆的顶面相连通,所述限位口的深度小于所述缺口的深度,所述限位孔设置于所述限位口的下方。
9.上述技术方案中,所述凸起的左侧及右侧分别设有一限位板,所述限位板的顶面与所述上杆的底面相连,每组所述限位板的底部插设于一组所述限位口内,所述限位板的外壁与所述限位口的内壁相接触,且所述限位板的底面抵于所述限位口的底面上。
10.上述技术方案中,所述缺口的底面正中心设有一通孔,所述通孔的深度小于所述缺口的深度,所述凸起的底面中部设有一立杆,所述立杆的长度与所述通孔的深度相等,所述立杆插设于所述通孔内。
11.上述技术方案中,所述通孔的直径与所述缺口的宽度相等,所述立杆的外径与所述通孔的直径相等。
12.上述技术方案中,所述限位孔一侧的底部内壁上设有一条形槽,所述条形槽设置于所述缺口的右侧,所述限位销右端的外缘面上设有一条形凸起,所述条形凸起卡设于所述条形槽内。
13.由于上述技术方案运用,本实用新型与现有技术相比具有下列优点:
14.1.本实用新型中顶针才用上杆与下杆两段组装而成,这样在上杆或者下杆出现磨损或者损坏的时候,只需要更换对应的上杆或者下杆即可,无需完全更换,有效降低成本,延长使用寿命,便于维修更换;
15.2.本实用新型中顶针才用两段组装而成,这样两者加工的同轴度更好,减少对模具的磨损,保证产品的加工质量。
附图说明
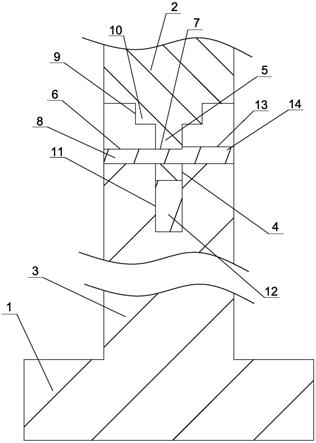
16.图1是本实用新型实施例一中的结构示意图;
17.图2是图1的剖视结构示意图;
18.图3是本实用新型实施例一中上杆的底部结构示意图;
19.图4是图3的侧视图;
20.图5是本实用新型实施例一中下杆的顶部结构示意图。
21.其中:1、连接头;2、上杆;3、下杆;4、缺口;5、凸起;6、限位孔;7、连接孔;8、限位销;9、限位口;10、限位板;11、通孔;12、立杆;13、条形槽;14、条形凸起。
具体实施方式
22.下面结合附图及实施例对本实用新型作进一步描述:
23.实施例一:参见图1~5所示,一种冷镦模具用主模顶针,包括顶针及设置于顶针底部的连接头1,所述连接头的直径大于所述顶针的直径,所述顶针包括上杆2及下杆3,所述下杆的底部垂直安装于所述连接头的顶面中部,所述下杆的顶部设有一缺口4,所述缺口的前端及后端分别与所述下杆前侧外缘面及后侧外缘面相连通;
24.所述上杆的底部设有一凸起5,所述凸起前侧外缘面及后侧外缘面均为弧形面,所述凸起两侧的外缘面与所述上杆的外缘面齐平设置,所述上杆及所述凸起卡设于所述缺口内,所述上杆的顶面抵于所述下杆的底面上,所述凸起的底面抵于所述缺口的底面上,所述凸起的外壁与所述缺口的内壁相接触;
25.所述下杆外缘面的上方设有一限位孔6,所述限位孔的左侧及右侧与所述下杆的两侧外缘面相连通,所述限位孔的中部与所述缺口相连通,所述凸起的侧壁上设有一连接孔7,所述连接孔正对所述限位孔设置,所述限位孔内插设有一限位销8,所述限位销的中部插设于所述连接孔内,且所述限位销两端的外缘面与所述下杆的外缘面齐平设置。
26.在本实施例中,顶针采用上杆及下杆组装而成,这样分段加工,能够缩短加工的长
度,这样顶针的同轴度更好,在顶针移动在冷镦模具内的时候,能够减少与冷镦模之间的相互摩擦,减少磨损,延长使用寿命,降低维修率。其中,组装的时候,下杆通过连接头与冷镦机连接,用于带动顶针的上下移动,然后将上杆与下杆进行组装,组装的时候,直接将凸起插入到缺口内,然后是的上杆与下杆的外缘面齐平,这样限位孔会正对连接孔,然后将限位销插入到限位孔及连接孔内,将上杆与下杆进行连接,然后再将上杆及下杆插入到冷镦模具内,在插入冷镦模具内的时候,如果说限位销的一端在下杆的外部的话,上杆与下杆的连接处无法顺利的插入到冷镦模具内,因此,在上杆与下杆伸入到模具内安装的时候,如果被限位销卡住的话,及时的调节好限位销在限位孔内的位置,是的限位销完全卡入到限位孔内,这样即可顺利的插入到冷镦模具内。在顶针伸出及回缩的时候,上杆与下杆的连接处都会处在模具内,这样能够防止限位销脱离限位孔,保证上杆与下杆连接的牢固性及稳定性,同时,如果说上杆或者下杆出现磨损或者损伤之后,只需要更换对应的上杆或者下杆即可,成本更加低廉。
27.参见图1~5所示,所述缺口的左侧及右侧分别设有一限位口9,所述限位口的顶部与所述下杆的顶面相连通,所述限位口的深度小于所述缺口的深度,所述限位孔设置于所述限位口的下方。
28.所述凸起的左侧及右侧分别设有一限位板10,所述限位板的顶面与所述上杆的底面相连,每组所述限位板的底部插设于一组所述限位口内,所述限位板的外壁与所述限位口的内壁相接触,且所述限位板的底面抵于所述限位口的底面上。
29.在本实施例中,采用限位口及限位板的设置,这样在限位板与凸起之间构成一个十字型结构,缺口及限位口的设置,也构成十字型结构,这样上杆与下杆连接的时候,直接对位插入安装即可,保证安装质量,是的插接之后,上杆与下杆处于同轴状态,保证连接的稳定性及使用的稳定性,防止将模具磨损,快速对位之后,再利用限位销进行快速锁紧即可。
30.参见图2~5所示,所述缺口的底面正中心设有一通孔11,所述通孔的深度小于所述缺口的深度,所述凸起的底面中部设有一立杆12,所述立杆的长度与所述通孔的深度相等,所述立杆插设于所述通孔内。
31.通过立杆及通孔的设置,这样能够增加上杆与下杆的接触面积,这样在下杆带动上杆上升对产品脱料的时候,上杆给予下杆传递反作用力的时候接触面积更大,防止上杆与下杆连接处的折弯或者折断,保证使用的稳定性及质量,延长使用寿命,也保证质量。
32.其中,所述通孔的直径与所述缺口的宽度相等,所述立杆的外径与所述通孔的直径相等。
33.参见图1、2所示,所述限位孔一侧的底部内壁上设有一条形槽13,所述条形槽设置于所述缺口的右侧,所述限位销右端的外缘面上设有一条形凸起14,所述条形凸起卡设于所述条形槽内。
34.通过条形槽及条形凸起的设置,这样保证限位销插入到限位孔内之后,限位销的外缘面会与下杆的外缘面齐平,防止限位销与模具的内壁相互摩擦,保证使用的稳定性,降低维修率,延长使用寿命。