1.本实用新型涉及一种可自动识别方向的气压棒阀体座组装装置,属于气压棒组装设备技术领域。
背景技术:
2.气压棒主要利用气体在缸管中压缩过程所产生变动状态,可以广泛应用在需要高低调整的器具中。气压棒在组装过程中,需要将阀体座定向安装到气压棒外管中,传统的做法是通过人工将阀体座定向放入气压棒外管中,再送到组装设备进行下一步安装工序,不仅工作效率低,而且受人为因素影响较大,容易将阀体座的安装方向搞错,影响生产质量。
3.为此,如何提供一种可自动识别方向的气压棒阀体座组装装置是本实用新型的研究目的。
技术实现要素:
4.针对上述技术的不足,本实用新型提供一种可自动识别方向的气压棒阀体座组装装置,通过在顶起机构中设置对射光纤来识别阀体座的方向,并通过旋转机构调整阀体座的方向后,将其定向安装在气压棒外管中。
5.为解决现有技术问题,本实用新型所采用的技术方案是:
6.一种可自动识别方向的气压棒阀体座组装装置,其特征在于:包括装置本体和机械手;所述装置本体的前端依次排列设有送料机构、顶起机构、推料机构和旋转机构;所述顶起机构连接在所述送料机构末端;所述顶起机构包括顶起气缸和顶起托板;所述顶起托板的底端与所述顶起气缸的活塞杆连接;所述顶起机构的两侧还设有对射光纤;所述推料机构连接在所述顶起机构的末端上方;所述推料机构包括推料气缸、导轨滑块和推料杆;所述推料气缸安装在所述装置本体的顶部;所述导轨滑块安装在所述装置本体的前端顶部;所述推料杆的一端通过连接板安装在所述导轨滑块上,另一端延伸至所述推料机构内部;所述推料气缸的活塞杆与所述连接板连接;所述旋转机构连接在所述推料机构末端;所述旋转机构包括转动气缸和转盘;所述转动气缸安装在所述装置本体的背部;所述转盘转动安装在所述旋转机构的内部;所述转盘通过齿轮和齿条与所述转动气缸的活塞杆连接;所述机械手设在所述旋转机构的下方。
7.进一步的,所述转动气缸包括第一转动气缸和第二转动气缸;所述第一转动气缸的活塞杆与所述齿条连接;所述第二转动气缸的活塞杆与所述第一转动气缸的后端连接。
8.进一步,所述旋转机构一侧的顶部和底部均设有缓冲器;所述转盘的边沿卡入式设有一限位块。
9.进一步的,所述旋转机构靠近推料机构的一侧设有进料口,底部设有出料口。
10.进一步的,所述转盘的前端贯通式设有通道。
11.进一步的,所述送料机构设置为直振式送料机。
12.本实用新型的有益效果是:通过在顶起机构中设置对射光纤来识别阀体座的方
向,并通过旋转机构调整阀体座的方向后,将其定向安装在气压棒外管中,组装效率高,人工成本低。
附图说明
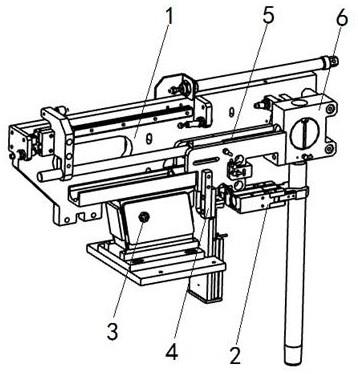
13.图1是本实用新型的结构示意图。
14.图2是本实用新型的后视图。
15.图3是本实用新型顶起机构的结构示意图。
16.图4是本实用新型推料机构的结构示意图。
17.图5是本实用新型旋转机构的结构示意图。
18.图6是本实用新型旋转机构的后视图。
19.图7是本实用新型的局部爆炸图。
20.图8是本实用新型转盘初始状态时的结构示意图。
21.图9是本实用新型进料口和出料口的位置示意图。
22.图10是本实用新型通道的位置示意图。
23.其中:装置本体1、机械手2、送料机构3、顶起机构4、推料机构5、旋转机构6、顶起气缸7、顶起托板8、对射光纤9、推料气缸10、导轨滑块11、推料杆12、连接板13、转盘14、齿条15、第一转动气缸16、第二转动气缸17、缓冲器18、限位块19、进料口20、出料口21、通道22。
具体实施方式
24.为了使本领域技术人员更加理解本实用新型的技术方案,下面结合附图1-10对本实用新型做进一步分析。
25.如图1-10所示,一种可自动识别方向的气压棒阀体座组装装置,其特征在于:包括装置本体1和机械手2;所述装置本体1的前端依次排列设有送料机构3、顶起机构4、推料机构5和旋转机构6;所述顶起机构4连接在所述送料机构3末端;所述顶起机构4包括顶起气缸7和顶起托板8;所述顶起托板8的底端与所述顶起气缸7的活塞杆连接;所述顶起机构4的两侧还设有对射光纤9,对射光纤9通过测量先进入顶起机构4的阀体座一端的管径大小,来识别阀体座的方向;所述推料机构5连接在所述顶起机构4的末端上方;所述推料机构5包括推料气缸10、导轨滑块11和推料杆12;所述推料气缸10安装在所述装置本体1的顶部;所述导轨滑块11安装在所述装置本体1的前端顶部;所述推料杆12的一端通过连接板13安装在所述导轨滑块11上,另一端延伸至所述推料机构5内部;所述推料气缸5的活塞杆与所述连接板13连接;所述旋转机构6连接在所述推料机构5末端;所述旋转机构6包括转动气缸和转盘14;所述转动气缸安装在所述装置本体1的背部;所述转盘14转动安装在所述旋转机构6的内部;所述转盘14通过齿轮和齿条15与所述转动气缸的活塞杆连接;所述机械手2设在所述旋转机构6的下方,用于夹紧固定住需要安装阀体座的气压棒外管。
26.本实施例中,优选地,所述转动气缸包括第一转动气缸16和第二转动气缸17;所述第一转动气缸16的活塞杆与所述齿条15连接,第一转动气缸16推动齿条15使转盘14逆时针转动90
°
,完成组装后拉动转盘14顺时针转动90
°
复位;所述第二转动气缸17的活塞杆与所述第一转动气缸16的后端连接,第二转动气缸17拉动第一转动气缸16和齿条15一起移动,使转盘14顺时针转动90
°
,完成组装后推动转盘14逆时针转动90
°
复位。
27.本实施例中,优选地,所述旋转机构6一侧的顶部和底部均设有缓冲器18;所述转盘14的边沿卡入式设有一限位块19,转盘14顺时针或逆时针转动90
°
时,限位块19与缓冲器18接触而控制转盘14停止转动。
28.本实施例中,优选地,所述旋转机构6靠近推料机构5的一侧设有进料口20,底部设有出料口21,阀体座从进料口20进入旋转机构6,从出料口21离开旋转机构6。
29.本实施例中,优选地,所述转盘14的前端贯通式设有通道22,通道22在初始状态时,保持与进料口20平行相通,阀体座进入通道22后,转盘14转动使通道22保持与出料口21平行相通,阀体座从出料口21落入气压棒外管中。
30.本实施例中,优选地,所述送料机构3设置为直振式送料机。
31.本实用新型使用时:阀体座实际为一头大、另一头小的管型结构,组装时需要小头的一端向下,大头的一端向上定向装入气压棒外管中,阀体座从送料机构3进入顶起机构4,顶起机构4的对射光纤9会通过测量阀体座的管径齿轮来识别阀体座是大头的一端先进入、还是小头的一端先进入,当小头的一端先进入顶起机构4时:顶起气缸7驱动顶起托板8将阀体座顶起至与推料机构5同等水平高度,再由推料气缸10驱动推料杆12将阀体座推入旋转机构6内转盘14的通道22中,通过第二转动气缸17拉动第一转动气缸16和齿条15移动,通过齿轮带动转盘14顺时针转动90
°
,使阀体座在转盘14内的通道22中与出料口21相通,阀体座落入机械手2夹紧的气压棒外管中,最后第二转动气缸17推动转盘14逆时针转动90
°
复位;当大头的一端先进入顶起机构4时:顶起气缸7驱动顶起托板8将阀体座顶起至与推料机构5同等水平高度,再由推料气缸10驱动推料杆12将阀体座推入旋转机构6,通过第一转动气缸16推动齿条15移动,通过齿轮带动带动转盘14逆时针转动90
°
,使阀体座在转盘14内的通道22中与出料口21相通,阀体座落入机械手2夹紧的气压棒外管中,最后第一转动气缸16拉动转盘14顺时针复位。
32.以上对本技术所提供的技术方案进行了详细介绍,本文中应用了实施例对本技术的原理及实施方式进行了阐述,以上实施例的说明只用于帮助理解本技术的方法及其核心思想;同时,对于本领域的一般技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本技术的限制。