1.本实用新型涉及燃气阀生产设备技术领域,尤其是涉及一种燃气阀自动装配线的手轮装配机构。
背景技术:
2.燃气阀是一种燃气管道工程的安全配套装置。用于截断、接通、调节管路中的气体,具有良好的控制特性和关闭密封性能。广泛应用于城市煤气、液化石油气、天然气、氧气等多种燃气介质管路上,常通过拧转燃气阀手轮的方式,来控制燃气阀的开关和流量大小。
3.现有阀门手轮大多采用人工将手轮套设在燃气阀的阀杆上来进行组装,虽然组装简单,但是生产需求大,需要依靠大量人工进行流水线操作,不但增加了人工成本,且组装效率低,一致性差,难以满足达到企业大规模的生产需求。
技术实现要素:
4.本实用新型的目的在于克服上述现有技术的不足,提供一种燃气阀自动装配线的手轮装配机构。
5.为了实现上述目的,本实用新型采用如下技术方案:
6.一种燃气阀自动装配线的手轮装配机构,包括阀体、手轮送料通道、第二平移装置,所述阀体上部设有阀杆,所述第二平移装置安装有手轮托板,所述第二平移装置带动手轮托板水平移动,所述手轮托板移动方向与手轮送料通道长度方向相同,所述手轮托板可水平移动至阀杆上方,所述手轮送料通道内设有手轮,所述手轮送料通道出料口处设有手轮推板,所述手轮推板将手轮推送至手轮托板,所述手轮下部设有手轮底座,所述手轮底座中间处设有上下贯通的底座通孔,所述手轮托板上方设有竖直移动的手轮套筒,所述手轮套筒内设有向下设置的手轮导杆,所述手轮导杆可在手轮套筒内伸缩,当所述手轮托板处于伸出状态时,所述手轮导杆向下转动插入底座通孔并继续向下转动抵接至阀杆上端面,同时所述手轮套筒向下转动并套接在手轮,当所述手轮托板处于缩回状态时,所述手轮下落至阀杆,所述手轮导杆向下转动并向手轮套筒内缩回,同时所述手轮套筒向下转动并带动手轮向下转动直至套设在阀杆。
7.所述底座通孔与阀杆下部的形状为两个相匹配的多边形,通过所述手轮套筒带动手轮向下转动直至底座通孔与阀杆下部的形状相重合,所述手轮底座套设在阀杆下部。
8.所述手轮托板中间处设有上下贯通的托板槽,所述托板槽位于手轮送料通道侧开设有缺口,所述手轮推板推送手轮底座至托板槽内。
9.所述手轮送料通道出料口处设有与托板槽相对设置的通道槽,所述通道槽上下贯通且位于手轮托板侧设有缺口,当所述手轮送料通道内的手轮经过通道槽时,所述手轮底座下落至通道槽,所述手轮推板推动手轮底座将手轮底座从通道槽推送至托板槽,所述手轮推板与手轮托板之间设有竖直移动的档杆,所述档杆位于通道槽下方,当所述手轮处于安装状态时,所述档杆向上移动阻挡手轮送料通道内的手轮输送,当所述手轮安装结束后,
所述档杆向下移动,且所述档杆低于手轮底座和手轮推板。
10.本实用新型的有益效果是:本实用新型采用自动化流水线式组装,节约了大量人力成本,提高了组装效率高;通过在手轮套筒内设置手轮导杆,对手轮的安装起到导向和定位作用,方便手轮快速、准确的套设在阀杆,进一步提高了组装的效率和一致性,便于产品的大批量组装生产。
附图说明
11.图1为本实用新型的结构示意图;
12.图2为本实用新型阀体固定座与阀体的配合示意图;
13.图3为本实用新型上料机构的结构示意图;
14.图4为图3中a处的放大图;
15.图5为本实用新型料盘的结构示意图;
16.图6为本实用新型垫片装配机构的结构示意图;
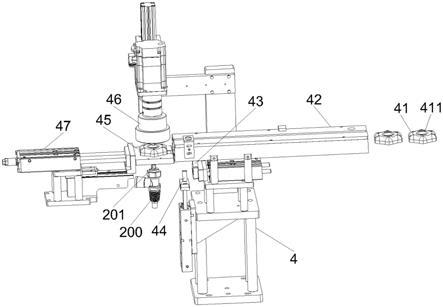
17.图7为本实用新型手轮装配机构的结构示意图;
18.图8为本实用新型手轮、手轮托板与手轮套筒的配合示意图;
19.图9为本实用新型手轮送料通道与手轮托板的配合示意图;
20.图10为本实用新型弹簧装配机构的结构示意图;
21.图11为本实用新型弹簧转盘的爆炸图;
22.图12为本实用新型螺母装配机构的结构示意图;
23.图13为本实用新型螺母与螺母套筒的配合示意图;
24.图14为本实用新型塑料件装配机构的结构示意图;
25.图15为本实用新型塑料件与塑料件套筒的配合示意图;
26.图16为本实用新型帽盖装配机构的结构示意图;
27.图17为图16中b处的放大图;
28.图18为本实用新型阀体装配完成后的剖视示意图;
29.图19为本实用新型下料机构的结构示意图;
30.图20为本实用新型下料夹具与阀体的配合示意图;
31.图21为本实用新型收口机构的结构示意图一;
32.图22为本实用新型收口机构的结构示意图二;
33.图23为本实用新型收口机构的剖视示意图;
34.图24为图23中c处的放大图。
35.图中:转盘机构1、转盘11、阀体固定座12、安放台13、阀体放置孔14、定位槽15、上料机构2、滑板21、料盘22、框架221、第一卡槽222、横板223、纵板224、第一弧形卡槽225、第二卡槽226、隔间227、上料夹具23、第一夹板231、定位板232、第二弧形卡槽233、横移装置24、垫片装配机构3、垫片振动盘30、垫片31、垫片回转转盘32、安装柱321、垫片空压吸管33、第一平移装置34、手轮装配机构4、手轮振动盘40、手轮41、空腔411、手轮底座412、底座通孔413、手轮送料通道42、通道槽421、手轮推板43、挡杆44、手轮托板45、托板槽451、手轮套筒46、手轮导杆461、第二平移装置47、弹簧装配机构5、弹簧振动盘50、弹簧51、弹簧转盘52、盘盖521、开口5211、观测口5212、内转盘522、推块5221、限位槽5222、底座523、进料口5231、下
料口5232、限位杆5233、环形凸筋5234、弹簧滑道5235、回转驱动装置524、回转盘5241、弹簧压杆53、螺母装配机构6、螺母振动盘60、螺母61、螺母槽口611、螺母孔612、螺母送料通道62、螺母平台63、螺母滑道631、螺母下料孔632、螺母推板64、螺母套筒65、凸牙651、螺母导杆652、激光打标机构7、塑料件装配机构8、塑料件振动盘80、塑料件81、塑料件平台82、塑料件滑道821、塑料件下料孔822、塑料件推板83、塑料件套筒84、塑料件压杆85、第三平移装置86、帽盖装配机构9、帽盖振动盘90、帽盖91、帽盖送料通道92、帽盖平台93、帽盖槽931、帽盖空压吸管94、限位柱941、帽盖压杆95、第四平移装置96、下料机构10、下料夹具101、第二夹板102、压盖103、下料平台104、第五平移装置105、弹性压板106、收口机构110、定位平台111、阀体托板112、压爪113、底托114、下料通孔115、送料带120、led显示板130、阀体200、阀杆201、进气管202、出气管203、六角螺母204、凸边205。
具体实施方式
36.下面结合附图和具体实施方式对本实用新型作进一步描述:
37.在本说明书的描述中,术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或单元必须具有特定的方向、以特定的方位构造和操作,因此,不能理解为对本实用新型的限制。
38.如图1~图24所示,一种燃气阀自动装配线的手轮装配机构,包括阀体200、手轮振动盘40、手轮送料通道42、第二平移装置47,所述阀体200上部设有阀杆201,所述手轮振动盘40与手轮送料通道42相连通,所述第二平移装置47可以是水平设置的气缸,所述第二平移装置47安装有手轮托板45,所述第二平移装置47带动手轮托板45水平移动,所述手轮托板45移动方向与手轮送料通道42长度方向相同,所述手轮托板45可水平移动至阀杆201上方,所述手轮送料通道42内设有手轮41,所述手轮送料通道42出料口处设有手轮推板43,所述手轮推板43将手轮41推送至手轮托板45,所述手轮41下部设有手轮底座412,所述手轮底座412中间处设有上下贯通的底座通孔413,所述底座通孔413与阀杆201下部的形状为两个相匹配的多边形,所述手轮托板45中间处设有上下贯通的托板槽451,所述托板槽451位于手轮送料通道42侧开设有缺口,将所述手轮底座412放置于托板槽451,此时手轮底座412向下贯穿托板槽451,所述手轮托板45上方设有竖直移动的手轮套筒46,所述手轮套筒46是与手轮41轮廓相匹配的套筒,所述手轮套筒46安装在电机输出端,通过电机带动手轮套筒46转动,所述手轮套筒46内设有向下设置的手轮导杆461,所述手轮导杆461是可在手轮套筒46内伸缩的弹性导向杆,当所述手轮托板45处于伸出状态时,所述手轮导杆461向下转动插入底座通孔413并继续向下转动抵接至阀杆201上端面,对所述手轮41进行定位,便于手轮41快速、准确的套设在阀杆201,同时所述手轮套筒46向下转动并套接在手轮41,当所述手轮托板45处于缩回状态时,所述手轮41下落至阀杆201,所述手轮导杆461继续向下转动并在阀杆201上端面的反作用力下向手轮套筒46内缩回,同时所述手轮套筒46继续向下转动并带动手轮41向下转动直至底座通孔413与阀杆201下部的形状相重合,所述手轮底座412套设在阀杆201下部,通过上述手轮导杆461与手轮托板45相互配合实现手轮41快速安装,提高了装配效率。
39.进一步,所述手轮送料通道42出料口处设有与托板槽451相对设置的通道槽421,
所述通道槽421上下贯通且位于手轮托板45侧设有缺口,当所述手轮送料通道42内的手轮41经过通道槽421时,所述手轮底座412下落至通道槽421,通过所述手轮推板43推动手轮底座412将手轮底座412从通道槽421推送至托板槽451,所述手轮推板43与手轮托板45之间设有竖直移动的档杆44,所述档杆44位于通道槽421下方,当所述手轮41处于安装状态时,所述档杆44向上移动阻挡手轮送料通道42内的手轮41输送,当所述手轮41安装结束后,所述档杆44向下移动,且所述档杆44低于手轮底座412和手轮推板43,避免对手轮推板43的下次推送造成干涉。
40.一种燃气阀自动装配线,包括转盘机构1,所述转盘机构1包括转盘11,所述转盘11下方设有电机(所述电机在图中并未画出),通过电机带动转盘11转动,所述转盘11周向设有多个阀体固定座12,所述阀体固定座12内放置有阀体200,所述阀体200至上而下设有阀杆201、六角螺母204、进气管202,所述六角螺母204下部设有向下延伸的凸边205,所述阀体200侧边设有出气管203,所述阀体固定座12设有向上延伸的安放台13,所述安放台13中间设有阀体放置孔14,所述阀体放置孔14为上下贯通转盘11、阀体固定座12和安放台13的通孔,所述进气管202可放置在阀体放置孔14内,所述安放台13上部设有开口向上的定位槽15,所述定位槽15朝向转盘11中轴线设置,将所述出气管203设于定位槽15内。
41.沿所述转盘11旋转方向设有上料机构2、垫片装配机构3、手轮装配机构4、弹簧装配机构5、螺母装配机构6、塑料件装配机构8、帽盖装配机构9、下料机构10、收口机构110,所述上料机构2包括垫片振动盘30、手轮振动盘40、弹簧振动盘50、螺母振动盘60、塑料件振动盘80、帽盖振动盘90,通过上述振动盘分别对各个装配机构进行供料,提高了自动化装配的效率。
42.通过所述上料机构2将阀体200移送至阀体固定座12,具体为:所述上料机构2包括纵向移动的滑板21、横移装置24,所述滑板21通过伺服电机控制其纵向滑动,所述横移装置24可以是横向设置的气缸,所述滑板21上端面安装有料盘22,所述料盘22内放置有阀体200,所述横移装置24位于料盘22的上方,所述横移装置24安装有竖直移动的上料夹具23,所述横移装置24带动上料夹具23横向移动,所述上料夹具23可横移至阀体固定座12上方,所述料盘22的纵移方向与上料夹具23的横移方向相互垂直,所述上料夹具23先横向夹取料盘22上的第一排横向设置的阀体200并将阀体200夹送至阀体固定座12,当第一排横向设置的阀体200夹取完之后,所述滑板21纵向移动一个距离,所述上料夹具23再次横向夹取料盘22上的第二排横向设置的阀体200,依次类推夹取料盘22上的阀体200,设计合理,夹取效率高。
43.所述上料夹具23包括两个相对设置的第一夹板231,通过手指气缸控制两个所述第一夹板231相互靠近或远离,当需要夹取阀体200时,两个所述第一夹板231相互靠近并夹持在凸边205处将阀体200夹至阀体固定座12,且靠近所述转盘11侧的第一夹板231设有向下延伸的定位板232,所述定位板232下部设有开口向下的第二弧形卡槽233,当所述上料夹具23夹持阀体200时,所述出气管203卡设在第二弧形卡槽233内。通过所述第二弧形卡槽233对阀体200在夹送过程中进行定位,保证上料夹具23将阀体200夹送至阀体固定座12时,出气管203能始终朝向转盘11的中轴线,所述阀体200通过上述统一摆放设置,避免了阀体200杂乱摆放对设置在转盘11外周的装配机构造成干扰。
44.作为优选,所述料盘22内设有横向设置的横板223、纵向设置的纵板224,所述横板
223与纵板224相互垂直设置形成多个隔间227,所述隔间227内放置有阀体200,所述纵板224下部开设有若干第二卡槽226,所述横板223卡接在第二卡槽226与纵板224相连,所述料盘22内安装有框架221,所述框架221贴合料盘22内侧壁设置,所述框架221设有若干第一卡槽222,所述横板223、纵板224卡接在第一卡槽222,所述纵板224上部设有若干向下凹陷的第一弧形卡槽225,所述第一弧形卡槽225位于隔间227侧壁的上部,所述出气管203卡设在第一弧形卡槽225内,通过上述设置,将阀体200统一摆放在料盘22,便于上料夹具23快速上料。
45.所述垫片装配机构3内设有垫片31,通过所述垫片装配机构3将垫片31套设在阀杆201,且所述垫片31设置在六角螺母204上方,所述手轮41贴合设置在垫片31上端面,具体为:所述垫片装配机构3包括垫片回转转盘32、第一平移装置34,所述回转转盘32通过回转气缸驱动其180度往复转动,所述第一平移装置34可以是水平设置的气缸,所述垫片回转转盘32设有两个相互对称且向上设置的安装柱321,所述垫片振动盘30出料口设于其中一个安装柱321正上方,所述垫片31从垫片振动盘30出料口下落至安装柱321,即所述安装柱321上部套设有垫片31。
46.所述第一平移装置34安装有竖直移动的垫片空压吸管33,所述垫片空压吸管33为向下设置的吸管,所述第一平移装置34带动垫片空压吸管33水平移动,所述垫片空压吸管33可水平移动至安装柱321上方并向下吸取套设在安装柱321上部的垫片31,所述垫片空压吸管33可水平移动至阀杆201上方并带动垫片31向下移动将垫片31套设在阀杆201。
47.当垫片空压吸管33对安装柱321上的垫片31进行取料时,垫片振动盘30将垫片31输送到另一个安装柱321,直至垫片空压吸管33将安装柱321上的垫片31取完,垫片回转转盘32通过回转气缸驱动进行180度转动,将套设有垫片31的安装柱321转动至垫片空压吸管33,垫片振动盘30继续将垫片31输送到另一个安装柱321,如此反复运行。通过上述设置实现了垫片31的取料和上料同步进行,节约了等待上料的时间,提高了自动装配的效率。
48.所述手轮41中间处设有向内凹陷的空腔411,所述弹簧装配机构5内设有弹簧51,通过所述弹簧装配机构5将弹簧51放置在空腔411内,且所述弹簧51套设在阀杆201外周,具体为:所述弹簧装配机构5包括弹簧转盘52,所述弹簧转盘52包括盘盖521、底座523,所述盘盖521设有对称的开口5211,所述开口5211下方分别对应有设置在底座523的进料口5231、下料口5232,所述弹簧振动盘50的出料口紧贴弹进料口523设置,所述盘盖521、底座523之间转动安装有内转盘522,所述内转盘522将弹簧51从进料口5231推至下料口5232,所述下料口5232为开设在底座523底面的开孔,所述下料口5232位于空腔411上方,所述下料口5232上方设有竖直移动的弹簧压杆53,所述弹簧压杆53可向下穿过下料口5232并将弹簧51按压在空腔411。
49.进一步,所述底座523下方安装有回转驱动装置524,所述回转驱动装置524可以是回转气缸,所述回转驱动装置524上部设有回转盘5241,所述回转盘5241向上贯穿底座523并与内转盘522连接,通过回转气缸控制内转盘522往复转动,实现对弹簧51的反复送料,所述底座523设有向上延伸的环形凸筋5234,所述环形凸筋5234与底座523侧壁形成弹簧滑道5235,所述内转盘522设有推块5221,所述推块5221推动弹簧51在弹簧滑道5235内滑动,所述弹簧滑道5235内安装有向上延伸的限位杆5233,所述限位杆5233设于推块5221推动至下料口5232的后位,所述推块5221将弹簧51推至下料口5232时,所述限位杆5233限制弹簧51
进一步滑动,避免弹簧51在惯性作用下滑过下料口5232,进而影响弹簧装配机构5的装配效率,所述内转盘522设有与限位杆5233相对应的限位槽5222,所述限位槽5222与推块5221相对设置在内转盘522两侧,所述限位杆5233可进入限位槽5222内,当所述限位杆5233位于限位槽5222内时,所述弹簧51可通过进料口5231,即所述弹簧51可进入弹簧滑道5235内,所述盘盖521上端面开设有观测口5212,所述观测口5212位于弹簧滑道5235的上方,便于操作人员从外部观测弹簧51在弹簧滑道5235的滑动状况。
50.所述螺母装配机构6内设有螺母61,通过所述螺母装配机构6将螺母61螺接在阀杆201上部,且所述螺母61向下抵压弹簧51,具体为:所述螺母装配机构6包括螺母平台63、螺母推板64,所述螺母平台63内设有螺母滑道631,所述螺母振动盘60与螺母送料通道62相连通,所述螺母送料通道62的出料口紧贴螺母滑道631设置,所述螺母推板64在螺母滑道631内推动螺母61滑动,所述螺母滑道631开设有上下贯通的螺母下料孔632,所述螺母下料孔632位于阀杆201上方,即所述螺母61滑动至螺母下料孔632时,所述螺母61下落至设于空腔411内的阀杆201,所述螺母下料孔632上方设有竖直移动的螺母套筒65,所述螺母套筒65安装在电机输出端,通过电机带动螺母套筒65转动,所述螺母套筒65向下移动并带动螺母61转动将螺母61螺接在阀杆201上部。
51.进一步,所述螺母61上端面设有两个相对设置的螺母槽口611,所述螺母套筒65下端面设有与螺母槽口611相匹配的凸牙651,当所述螺母套筒65向下转动时,所述凸牙651嵌入螺母槽口611内并带动螺母61向下转动,所述螺母61中间处设有与阀杆201相匹配的螺母孔612,所述螺母套筒65内设有向下设置的螺母导杆652,所述螺母导杆652是可向内伸缩的导向杆,所述螺母导杆652可向下插入螺母孔612内,对螺母61的转动安装起到导向,使得螺母61的安装更为快速、便捷。
52.所述塑料件装配机构8内设有塑料件81,通过所述塑料件装配机构8将塑料件81螺接在进气管202下部,具体为:所述塑料件装配机构8包括塑料件平台82、塑料件推板83、第三平移装置86,所述第三平移装置86可以是水平设置的气缸,所述塑料件平台82内设有塑料件滑道821,所述塑料件振动盘80的出料口紧贴塑料件滑道821设置,所述塑料件推板83在塑料件滑道821内推动塑料件81滑动,所述塑料件81是上部设有螺纹且上下贯通的六角塑料件,此塑料件81为市场上常规的六角塑料件在此不作过多描述,所述塑料件滑道821开设有上下贯通的塑料件下料孔822,所述第三平移装置86安装有竖直移动的塑料件套筒84,所述塑料件套筒84安装在电机输出端,通过电机带动塑料件套筒84转动,所述塑料件套筒84是与塑料件81相匹配的六角套筒,此塑料件套筒84为市场上常规的六角套筒在此不作过多描述,所述第三平移装置86可带动塑料件套筒84水平移动,所述塑料件套筒84可水平移动至塑料件下料孔822下方,所述塑料件装配机构8包括竖直移动的塑料件压杆85,所述塑料件套筒84可水平移动至进气管202下方并带动塑料件81向上转动,同时所述塑料件压杆85向下按压阀体200配合塑料件套筒84将塑料件81螺接在进气管202下部。
53.所述帽盖装配机构9内设有帽盖91,通过所述帽盖装配机构9将帽盖91挤压进空腔411内,且所述帽盖91外侧壁抵接在空腔411内侧壁,具体为:所述帽盖装配机构9包括帽盖平台93、第四平移装置96,所述第四平移装置96可以是水平设置的气缸,所述帽盖平台93上端面设有帽盖槽931,所述帽盖振动盘90与帽盖送料通道92相连通,所述帽盖送料通道92紧贴帽盖槽931设置,所述帽盖槽931内放置有帽盖91,所述第四平移装置96安装有竖直移动
的帽盖空压吸管94,所述帽盖空压吸管94为向下设置的吸管,所述第四平移装置96带动帽盖空压吸管94水平移动,所述帽盖空压吸管94可水平移动至帽盖槽931上方并向下吸取放置在帽盖槽931内的帽盖91,所述帽盖空压吸管94可水平移动至空腔411上方并向下移动将帽盖91放置在空腔411上端面,所述帽盖装配机构9包括竖直移动的帽盖压杆95,所述帽盖压杆95向下移动将放置在空腔411上端面的帽盖91挤压进空腔411内。
54.所述帽盖空压吸管94两侧设有向下设置的限位柱941,所述限位柱941为弹性限位柱,所述限位柱941下端低于帽盖空压吸管94下端,当所述帽盖空压吸管94向下吸取放置在帽盖槽931内的帽盖91时,所述限位柱941可抵接在帽盖槽931两侧的帽盖平台93,起到向下的缓冲限位的作用。
55.通过所述下料机构10将装配完成的阀体200从阀体固定座12取出,具体为:所述下料机构10包括竖直移动的下料夹具101、第五平移装置105,所述第五平移装置105可以是水平设置的气缸,所述下料夹具101安装在第五平移装置105,所述第五平移装置105带动下料夹具101水平移动,所述下料夹具101可向下夹取阀体固定座12内的阀体200并将阀体200夹送至下料平台104。
56.所述下料夹具101包括两个相对设置的第二夹板102,两个所述第二夹板102可相互靠近并夹持在手轮41下部处将阀体200夹至下料平台104,所述第二夹板102上方设有弹性压板106,所述弹性压板106下方安装有开口向下的压盖103,当所述下料夹具101向下夹取阀体200时,所述压盖103套设在手轮41上部并在弹性压板106的弹力作用下向下抵压手轮41上部,保证阀体200在夹送过程中手轮41不会发生晃动。
57.通过所述收口机构110对凸边205挤压收口,具体为:所述收口机构110包括定位平台111,所述定位平台111中间设有贯通定位平台111的下料通孔115,所述定位平台111上部设有两个相对设置的阀体托板112,两个所述阀体托板112可相互靠近并托住手轮41下部将阀体200托起,所述定位平台111下部设有两个相对设置的底托114,两个所述底托114可相互靠近并夹紧进气管202,所述定位平台111周向设有多个压爪113,所述压爪113从侧面贯穿定位平台111并向内挤压凸边205,完成收口。
58.作为优选,所述收口机构110安装在下料平台104,所述下料机构10将阀体200夹送至收口机构110,所述下料平台104开设有与下料通孔115相对应的通孔,所述下料平台104的通孔下方设有送料带120,所述下料机构10外侧安装有led显示板130,用于显示自动装配线的运行状态,保证了操作人员能实时监测自动装配线,确保操作人员能尽快发现、排除故障,提高日常工作效率。
59.沿所述转盘11旋转方向还设有激光打标机构7,所述激光打标机构7设于螺母装配机构6、塑料件装配机构8之间,所述激光打标机构7包括激光打标机,所述激光打标机为市场上常规的激光打标装置,在此不作过多描述,通过激光打标机对阀体200侧面进行激光打标。
60.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。